真空精馏法制备高浓度天然苹果香精的工艺优化
2019-10-22 08:59安宣宇李聚海冯徐恒李康乐
农产品加工 2019年20期
安宣宇,李聚海,康 迪,冯徐恒,李康乐
(陕西海升果业发展股份有限公司乾县分公司,陕西咸阳 640424)
0 引言
天然苹果香精(以下称苹果香精) 是苹果浓缩汁生产过程中蒸发、冷凝回收苹果汁中挥发性、半挥发性成分得到的副产品[1]。在食品安全、化妆品[2]、饮料领域[3]是其他所有合成香精不可替代的,应用潜力巨大,但由于苹果品种、加工季节、生产设备和生产工艺的差异等因素,导致苹果香精质量不稳定,我国的天然苹果香精还没有更好地开发利用。另外,现有的苹果香精主要成分中醛类、酯类含量都不能满足国际高端市场的需求,只能低价售卖给大型香精香料公司,作为其深加工的原料,即便如此,销售成功率也较低,导致果蔬汁公司放弃收集香精,造成了宝贵资源的浪费。目前,苹果香精的回收浓缩方法有蒸馏/蒸发、渗透汽化膜(Pervaporation,PV)、旋转锥体柱蒸馏 (Spinning Cone Column Distillation,SCCD)等,也有研究采用反渗透对苹果香精的预浓缩[4-7]。其中PV能极大地提高苹果香精倍数,浓缩液浓度达原香精的27~59倍[8],而SCCD浓缩倍数达4 000倍以上。目前,渗透蒸发、SCSC的设备比较昂贵、损失大等原因阻碍了高浓度苹果香精浓缩技术的发展。试验通过真空精馏制备高浓度苹果香精,采用GC定量分析法,以天然苹果香精中主要挥发性物质作为检测目标,优化了真空精馏技术法各项工艺参数。
1 材料与方法
1.1 材料与仪器
富士苹果香精,陕西海升果业发展股份有限公司乾县分公司提供。
标准品:乙酸乙酯(色谱纯)、丁酸乙酯(色谱纯)、乙酸丁酯(色谱纯)、正己醛(色谱纯)、异丁醇(色谱纯)、正丁醇(色谱纯)、正己醇(色谱纯)、反-2-己烯醇(色谱纯)、2-甲基丁酸乙酯(色谱纯)、苯甲醛(色谱纯)、反-2-己烯醛(色谱纯)、异戊醇(色谱纯)、己烯醇(色谱纯),美国Sigma公司提供;氯化钠(分析纯),天津天力试剂公司提供。
GC-2010型气相色谱仪、FID检测器,岛津公司产品;MS3 basic型振荡器,IKA公司产品;Al104型分析天平,梅特勒-托利仪器公司产品;真空精馏塔,天津奥展兴达化工技术有限公司产品。
1.2 试验方法
1.2.1 香精成分含量的测定
香精成分含量的测定参照文献及其标准曲线[9],采用内标标准法对成分含量进行测定。
1.2.2 真空精馏法制备高浓度苹果香精的工艺优化
将天然苹果香精输送入精馏塔的塔釜中,当进料量达到塔釜的2/3体积时停止进料,开启塔釜加热器对塔釜内的物料进行预热;当天然苹果香精的温度达到预热温度时,开启设于精馏塔外部且与精馏塔相接的真空泵,真空泵为整个精馏塔提供真空环境,并保持精馏塔内的压强为-32 kPa;开启精馏塔的塔顶采出阀进行塔顶采出,并将进料方式由精馏塔塔釜进料切换为精馏塔塔板连续进料,塔板连续进料的速度为45 L/h,并保持塔板连续进料的速度恒定;调整精馏塔的塔顶回流比调节器;通过设于精馏塔外部且与精馏塔塔顶内冷凝器相接的制冷机,来调整精馏塔的塔顶内冷凝液的温度为0~10℃,精馏塔的塔顶正常采出,塔釜不采出,此时塔顶采出物为非主要香气物质;待天然苹果香精料液充满塔釜,开始灌装塔顶采出物;灌装完毕后,调整塔釜加热器的温度及塔顶回流比调节器;调节真空泵,以保持精馏塔内的压强为-30 kPa,通过制冷机来调整精馏塔的塔顶内冷凝液的温度为0~5℃;当塔顶内的温度达到预期温度时,开始塔釜采出,此时塔顶采出物为主要香气物质,即提高乙酸丁酯、丁酸乙酯、反-2-己烯醛浓度的天然苹果香精;塔釜采出物为影响天然苹果香精品质的物质;对塔顶采出物进行灌装。
塔顶温度的选择:同一批次原料,在精馏塔的回流量与塔顶采出量之比(回流比)相同条件下,分别设置精馏塔塔顶温度为70.2,75,78℃,分别考查精馏塔塔顶温度对天然苹果香精主要成分含量变化的影响,评价真空精馏法制备高倍苹果香精的效果。
精馏塔的回流量与塔顶采出量之比(回流比)的选择:同一批次原料,在精馏塔塔顶温度恒定的条件下,设置不同的精馏塔回流量与塔顶采出量之比,分别为2∶1,3∶1,4∶1,考查回流比对天然苹果香精主要成分含量变化的影响,评价真空精馏法制备高倍苹果香精的效果。
2 结果与分析
2.1 塔顶温度的选择
不同真空精馏塔塔顶温度下天然苹果香精主要成分含量变化比较见图1。

图1 不同真空精馏塔塔顶温度下天然苹果香精主要成分含量变化比较
在回流比与原料均相同条件下,精馏塔塔顶温度分别为70.2,75,78℃比较下,精馏塔塔顶温度越高,塔顶采出物中反-2-己烯醛浓度越低,当塔顶温度在70.2℃时,塔顶采出物中反-2-己烯醛浓度最高;丁酸乙酯、2-甲基丁酸乙酯、乙酸丁酯随塔顶温度升高,采出物中浓度降低,70.2℃时浓度最高;其余各醇类、苯甲醛随着塔顶温度升高,采出物中浓度也随之升高。针对主要香气物质反-2-己烯醛的浓度越高苹果香精香气越好,所以选择了70.2℃为精馏塔塔顶温度。
2.2 精馏塔的回流量与塔顶采出量之比(回流比)的选择
不同回流比下天然苹果香精主要成分含量变化比较见图2。
在精馏塔塔顶温度与原料均相同条件下,精馏塔的回流量与塔顶采出量之比(回流比)分别为2∶1,3∶1,4∶1进行了比较,发现当精馏塔回流比为2∶1时塔顶采出物中反-2-己烯醛浓度最大,且酯类浓度最高,各醇类相对较低,其中各物质成分均保留,更加贴近天然性,故选择回流比2∶1。
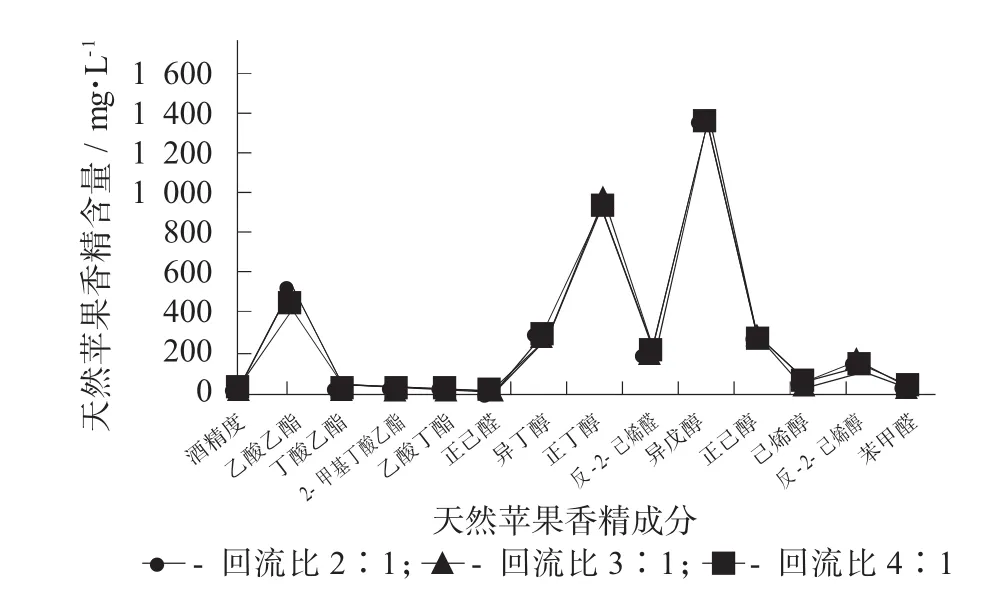
图2 不同回流比下天然苹果香精主要成分含量变化比较
2.3 优化后的真空精馏工艺的重复性验证试验
优化后的真空精馏工艺与天然苹果香精原料主要香气成分含量比较见图3,天然苹果香精原料与经过真空精馏后的塔釜残余液主要香气成分含量比较见表1,不同批次天然苹果香精原料与真空精馏后的高倍苹果香精主要香气成分含量比较见表2。
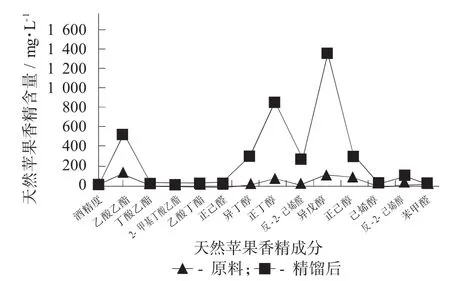
图3 优化后的真空精馏工艺与天然苹果香精原料主要香气成分含量比较

表1 天然苹果香精原料与经过真空精馏后的塔釜残余液主要香气成分含量比较
由图3和表1可知,在回流比2∶1,塔顶温度70.2℃条件下,采用真空精馏,塔顶采出物中反-2-己烯醛浓度均提高16倍;同时丁酸乙酯、2-甲基丁酸乙酯、乙酸丁酯,在塔顶采出物中浓度也相应提高;对塔釜残余液取样并进行检测,发现通过真空精馏后,14种香气物质基本全部从精馏塔塔顶采出,塔釜几乎不含上述14种香气物质。不同批次不同反-2-己烯醛含量的天然苹果香精原料,用优化后的真空精馏工艺进行重复性验证试验,发现所有批次能够相应地提高天然苹果香精中的主要香气成分含量,因此真空精馏法在制备天然高倍苹果香精的方法是可行性的,并且该方法可以最大限度地保留苹果香精的主要成分含量。
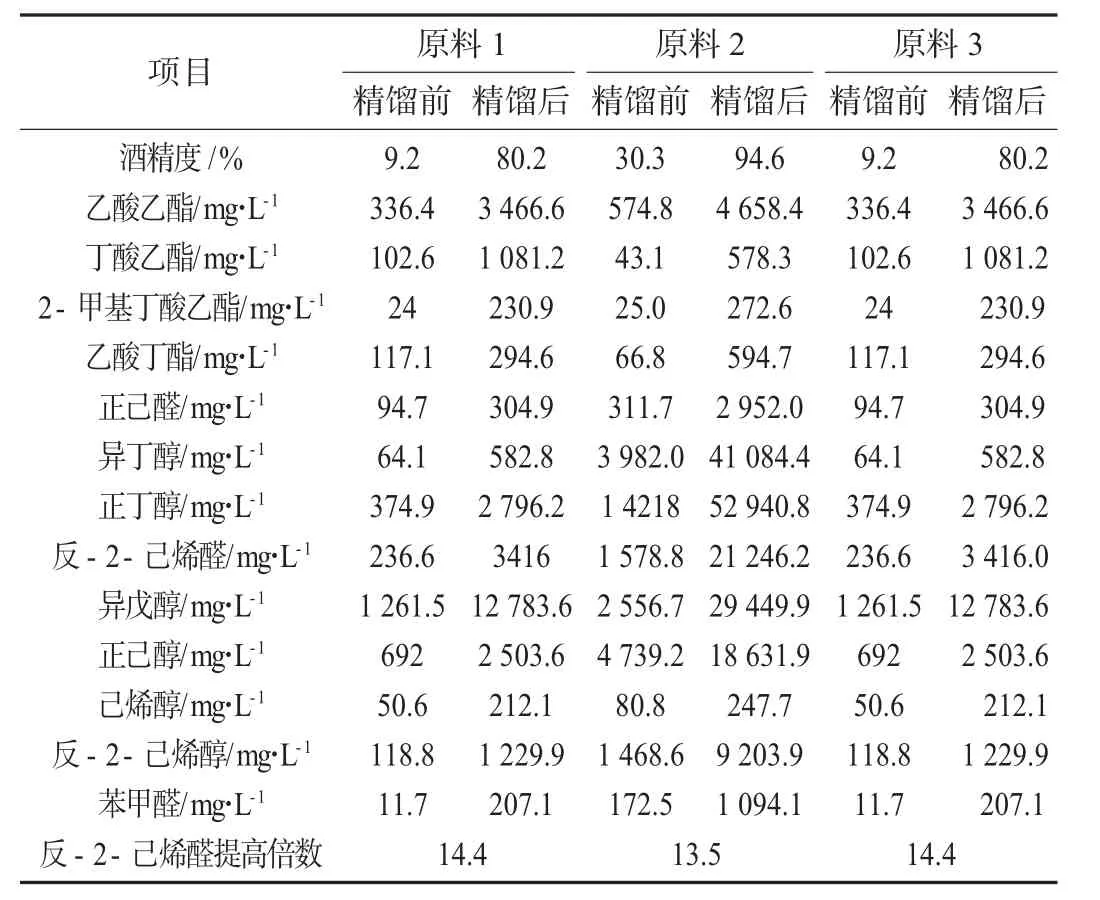
表2 不同批次天然苹果香精原料与真空精馏后的高倍苹果香精主要香气成分含量比较
3 结论
真空精馏法制备天然高倍苹果香精的最佳工艺为精馏塔的回流量与塔顶采出量之比(回流比)为2∶1,精馏塔塔顶温度70.2℃,原料1的反-2-己烯醛含量由172.9 mg/L达到2 752.1 mg/L,塔釜残余液中反-2-己烯醛含量为24 mg/L,同时其他醛类、酯类浓度有不同程度的提高;而且对不同批次反-2-己烯醛含量的苹果香精进行重复性试验结果稳定。因此,采用真空精馏法制备高倍天然苹果香精是可行的,对目前苹果香精由于醛类、酯类浓度都不能满足国际高端市场的需求,销售价格低,销售成功率较低,果蔬汁公司放弃收集香精,这一难题提供了新的解决途径,具有较大的指导意义。
猜你喜欢
能源化工(2021年3期)2021-12-31
中国果菜(2020年12期)2020-12-15
食品安全导刊(2020年18期)2020-12-03
农药科学与管理(2020年4期)2020-07-29
商品与质量(2019年34期)2019-11-29
科学与财富(2019年35期)2019-10-21
东方企业家(2018年4期)2018-04-19
小资CHIC!ELEGANCE(2017年19期)2018-03-06
山东工业技术(2014年12期)2014-12-24
科技传播(2012年16期)2012-04-19