
浅谈水平连铸生产工艺
2019-10-12 18:02张波
科学与财富 2019年26期
张波
摘 要:水平连铸是上世纪六十年代末期发展起来的新型铸造技术,经过半个多世纪的创新改良,水平连铸已经形成了较为纯熟的独立技术体系,由于该技术具有基建投资成本低、铸坯质量高、冶金生产流程简化、安全稳定性好等优势,近年来,被广泛应用于冶金生产企业。本文将围绕水平连铸机的设备组成以及技术优势,针对水平连铸生产工艺流程展开论述。
关键词:水平连铸;冶金;技术优势;生产工艺
水平连铸技术以水平连铸机作为功能载体,能够连续铸造特殊钢、高合金钢以及非铁基合金,水平连铸机的三大关键技术包括分离环、结晶器和拉坯机构,目前,这三大技术均已实现突破性进展,并取代了传统的立式和弧形连铸生产工艺。尤其在冶炼铜金属以及铜合金领域,加工及使用性能得到业内人士的普遍认可及褒赞。
一、水平连铸技术优势及设备组成
(一)水平连铸概念阐述
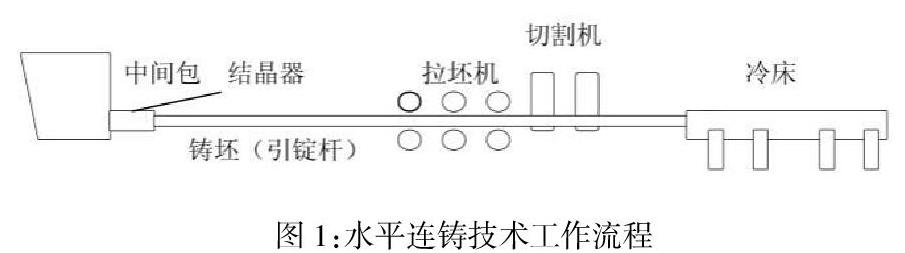
水平连铸是在铸机上将钢水沿水平方向连续铸成钢坯的加工生产过程,与传统的弧形连铸工艺相比,这项技术更适合于生产裂纹敏感性强的钢种。水平连铸技术工作流程如图1所示。
(二)水平连铸技术优势
水平连铸机的机身较低,机体布局呈现出水平形态,因此,对空间高度的要求不高,在建设生产厂房时,无需刻意追求厂房高度,进而给冶金企业节省了大量的厂房投资成本,间接为企业创造了经济价值。借助水平连铸技术生产出来的铸坯质量较高[1]。这主要是因为在拉坯过程中,中间包与结晶器实现无缝相连,钢水发生二次氧化的几率显著下降,这就使得中间包当中的钢液面较高,钢水中的夹杂物就会浮到液面之上,对提升钢的清洁度发挥着重要作用。据权威机构调查表明,采用水平连铸技术生产的钢体中,夹杂物的含量是采用弧形连铸技术的20%左右,而水平连铸坯中的含氧量则是弧形铸坯中含氧量的25%左右。如果使用水平加铸机铸造钢金属,能够一次性浇铸成小型的铸坯,甚至直径在几毫米的线坯,由此可见,这项技术缩减了工艺流程,节省了单位生产时间,提升了生产效率。此外,由于水平连铸设备水平布置,一旦出现拉漏等事故,不会对其它设备造成严重损坏,同时,现场遗留的残骸较少,对正常生产作业不会产生任何影响。
(三)水平连铸机的结构组成
水平连铸机主要由中间包、结晶器、引锭杆、拉坯系统、切割机、冷床以及冷却水系统组成。中间包是盛装钢液的容器,能够起到均衡钢液温度的作用,而钢液中的夹杂物在中间包内始终处于上浮状态;结晶器是生产铸坯的关键设备;引锭杆能够将成型的铸坯从结晶器中引出,通常选择中空而刚性较高材质;拉坯系统分为拉坯机与控制系统,操作人员只需事先设定拉坯参数,就可以完成拉坯动作;切割机主要是固定铸坯的尺寸;冷床属于在线储存和冷却铸坯的设备;而冷却水系统可以划分为结晶器冷却水与设备冷却水两套循环系统,分别对拉坯过程与生产铸坯过程进行冷却降温。
二、水平连铸生产工艺
(一)水平连铸生产工艺流程
1.铸造温度
水平连铸生产工艺对金属的铸造温度有着严格的要求,通常情况下,铸造温度应高于金属熔点60-100℃,在选择铸造温度时,应结合铸造合金的物理性质、化学性质、结晶器的冷却能力以及铸造炉腔与结晶腔中间距离的温度区间,每一个冶金生产企业在选择金属铸造温度时,遵循的方法也有所不同,但是,当水平连铸机启动运行后,铸造温度值的最佳状态是始终处于恒定值,在恒温下生产出的铸坯质量也较高。
2.控制结晶过程
水平连铸机的中间包内的钢液进入结晶器后,借助于石墨板以及铜套向冷却介质传导热量,因为装有铸坯的液穴与保温炉内的熔体相连,而结晶器通过冷却系统的冷却作用,使熔体温度快速降低,逐步凝结成固体铸坯,为了保证结晶质量,质量检测人员与技术人员通过分析熔体的结晶状况以及熔体结晶过程中的内外部受力情况,以达到预期的生产目标[2]。
3.铸造过程
在铸造过程中,带坯的宽度方向上的绝对收缩量远远大于带坯在厚度方向上的绝对收缩量。这就是由于带坯初凝后,会发生收缩反应,在宽度方向上的压力值被削弱,与系统的摩擦阻力变小,而在厚度方向上则恰恰相反,因此,当带坯经过结晶器时,带坯本身所受的摩擦阻力主要来自于结晶器的内面以及带坯的外表面。当钢液凝结成固体时,石墨板与带坯上表面会出现细小的缝隙,而下表面与石墨板之间没有任何缝隙,这就使得上下表面的结晶速度不一致,此时,必须借助于托辊,或者调节冷却量的方法使带坯上下表面能够同时结晶,避免缝隙的产生。
拉坯时中间包与结晶器集成一体,通常采用铸坯的振荡方式,即铸坯反复作拉—停—推—停或者拉—推—拉—推的动作,在这一循环运作的牵引下,铸坯始终向前运动,而驱动系统的动作精度必须控制在0.1mm。在金属铸造过程中,采用哪一种拉铸参数,与金属的铸造性质息息相关,比如青铜可采用一次反推工艺,而紫铜则采用拉—停工艺。
(二)水平连铸生产工艺的质量控制要素
影响带坯质量的要素主要包括:炉内铜液温度、压力差变化、成份组成、冷却水温度变化、结晶器冷却效果等,对于铜液的温度值与压力值,必须遵照行业标准,控制在合理范围之内。在拉铸过程中,作业人员无法直接发现带坯的内部质量缺陷,针对这一情况,应对带坯的出口温度以及表面颜色变化进行有效监控,以确保带坯质量满足标准要求。如果带坯的出口温度过高,可以判定结晶体所处的位置已经发生前移,容易减弱结晶器内液体的散热效率,如果温度过低,可以判定结晶体的位置发生后移,进而导致结晶器内液体散热效率的增强。而直接影响带坯出口温度的因素包括冷却水温度变化、出口温度变化、水套膨胀变形以及石墨内腔存在杂物等,作业人员可以视实际情况,合理调节出口温度,确保带坯的生产质量。
此外,因为带坯宽度方向冷却梯度不同,要想保证结晶线顺直平滑,即便采取各种冷却方法来迫使结晶线平直,也不会收到理想的效果。最好的处理方法,是使水平连铸带坯的结晶线顶峰宽度始终不大于6cm,在观测结晶线时,系统操作人员如果发现结晶线变陡,则说明结晶体均匀度失衡,甚至极易发生拉漏事故,因此,在铸造生产过程中,必须时刻观察结晶线的变化情况,做到防患于未然。
結束语:
目前,国内许多冶金铸造企业相继采用水平连铸生产工艺来制造加工管坯、方坯以及矩形坯等,而水平连铸机也成为继立式连铸机、立弯式连铸机与弧形连铸机之后的第四代连铸机,因此,水平连铸技术是当下乃至未来一段时期内,国内冶金铸造企业的一项专属生产工艺,该技术也必将推进国民经济的快速发展进程。
参考文献:
[1]刘长荣.水平连铸牵引系统优化设计及关键技术研究[J].铜业工程,2019(2):108-110.
[2]刘月梅,洪玉斌.铜带坯水平连铸生产线熔炼炉的选择[J].铸造设备与工艺,2018(6):5-7.
猜你喜欢
化工管理(2022年13期)2022-12-02
山东冶金(2022年2期)2022-08-08
山东冶金(2022年1期)2022-04-19
山东冶金(2022年1期)2022-04-19
山东冶金(2019年2期)2019-05-11
中国化肥信息(2017年7期)2017-12-13
魅力中国(2016年19期)2017-04-18
现代农业科技(2017年1期)2017-03-06
工业设计(2016年1期)2016-05-04
中国高新技术企业(2015年17期)2015-05-18
