糖化搅拌频率对精酿啤酒性质的影响研究
2019-10-12 02:49:32王丽丽陈浩刘世永
食品研究与开发 2019年19期
王丽丽,陈浩,刘世永
(1.威海海洋职业学院,山东荣成264300;2.山东大学(威海)海洋学院,山东威海264209;3.威海市特色果蔬高值加工工程技术研发中心,山东荣成264300)
啤酒是当今世界各国的低酒精度销量最大的饮料,作为啤酒消费较大国之一,我国啤酒市场规模高达5 000 亿元。据中国报告网统计,在我国2018 全年啤酒产量为445.7 亿升。产量规模虽位居全球前列,但已经连续五年呈下降趋势,在此趋势下,精酿啤酒逆势而上,呈现良好的上升态势[1]。这可能是由于随着人民生活质量的提高,市场上口味单一的工业啤酒已经不能像以前那样满足消费者对啤酒产品的品质要求。风味浓郁,口感丰富,不添加任何人工添加剂,仅用麦芽、啤酒花、酵母和水等上等原料发酵而成的高品质精酿啤酒满足了广大消费者的预期。也有预测指出:精酿啤酒将是国内啤酒市场的未来和趋势[2]。
精酿啤酒的概念是由美国发出的,如今在美国,精酿啤酒已经成为有精美包装的可销售成品,发展的已经比较成熟[3]。中国的精酿啤酒起始于20 世纪90 年代,只是在小范围推广融入当地特色的产品,此时只能称为啤酒屋,并不是真正意义上的精酿啤酒。后来随着人们对于高质量啤酒的追求,加上来自世界市场的冲击,2008 年以后才出现一批有意识的精酿企业[4],精酿啤酒的工艺及品质也逐渐成熟。
糖化过程是啤酒生产中的重要环节,糖化是指利用麦芽本身所含有的各种水解酶在水和热的作用下,将麦芽和辅料中的不溶性高分子物质分解成可溶性的低分子物质,从而获得含有一定量可发酵性糖、酵母营养物质和啤酒风味物质的麦汁。精酿啤酒酿造时的糖化工艺分阶段升温和保温操作,54 ℃下保温40 min以后,将温度加热至65 ℃,保温60min,每隔10 min 搅拌一次。由于机械不能定时自动打开搅拌器,所以在此环节必须是工作人员定时去手动打开搅拌器,这个过程比较消耗劳动时间。目前对精酿啤酒的研究方向主要还停留在市场调研[5]、生产安全[6]、功能保健产品工艺研发和优化[7-8]上面。至今还没有科研工作者对糖化搅拌频率对精酿啤酒性质影响进行较为完善的研究。本论文研究糖化搅拌频率对精酿啤酒理化指标、感官指标及微生物群落多样性三方面性质的影响,来判断是否可以减少搅拌次数,从而节省人工,以期为全面认识精酿啤酒、优化发酵工艺提供一定的理论基础。
1 材料与方法
1.1 试验材料
啤酒酵母:安琪酵母股份有限公司;优质大麦芽、小麦芽、酒花:市售。
1.2 主要试剂与设备
NucleoSpin 96 Soil 试剂盒:德国 MN 公司;0.45 μm硝酸纤维素滤膜:天津市津腾实验设备有限公司;氢氧化钠、磷酸氢二钠、磷酸二氢钾、盐酸、邻苯二胺:均为分析纯,国药控股威海有限公司。CS-2000 粉碎机:武义海纳电器有限公司;HiSeq 2500 高通量测序仪:Illumina 公司;1795 微型离心机:天根生化科技有限公司;HZ-88 恒温水浴振荡器:国旺仪器有限公司;BS2202S 电子分析天平:赛多利斯科学仪器(北京)有限公司;FE20 PH 计:梅特勒-托利多(常州)精密仪器有限公司;UV-2550 紫外分光光度计:上海精密仪器仪表有限公司。
1.3 方法
1.3.1 精酿啤酒生产工艺

糖化工艺自身循环加热至65 ℃,保温60 min 环节中搅拌频率10 min 1 次的为A 组、15 min 1 次的为B 组、30 min 1 次的为C 组,其余工艺和参数不变,进行啤酒的同步独立发酵。
1.3.2 理化指标的测定
总酸含量的测定、双乙酰含量的测定、实际发酵度的测定、酒精度的测定分别参考GB/T4928-2008《啤酒分析方法》中的电位滴定法、双乙酰的测定、真正(实际)发酵度的测定、密度瓶法。每组取3 个样品,每个样品平行测定2 次。
1.3.3 感官分析
参考GB/T4927-2008《啤酒》浓色啤酒感官要求,从啤酒外观、泡沫的形态和泡持性、香气、口味4 个维度进行分析,由威海海洋职业学院食品工程系啤酒发酵实训室的老师及相关人员24 人组成评定小组,采用双盲法方法对啤酒进行打分,评价之前对评价员进行培训,解说评定指标。评价过程中,评价员之间不允许交流。啤酒感官评价标准见表1。

表1 啤酒感官评价标准Table 1 Tasting items and scoring criteria for original craft beer
1.3.4 微生物群落多样性分析
从A、B、C 样品中各取800 mL 啤酒,取出后立即用硝酸纤维素滤膜进行真空抽滤,富集菌体,带有富集菌体的干燥滤膜剪碎或折叠后保存在5 mL 无菌离心管中,于-80 ℃保存备用。使用NucleoSpin 96 Soil 试剂盒提取样品总DNA 后,根据真菌可变区(ITS1)设计得到引物,在引物末端加上测序接头,进行聚合酶链反应(polymerase chain reaction,PCR)扩增并对其产物进行纯化、定量和均一化形成测序文库,建好的文库先进行文库质检,质检合格的文库用HiSeq 2500 进行测序。
1.4 统计方法
采用统计学软件SPSS 25.0 软件对试验数据分析处理,以A 组与B 组、C 组之间差异显著性采用单因素方差分析法进行多重比较,数据以平均值±标准差表示,与A 组相比,P<0.05 为显著差异,具有统计学意义。
2 结果与分析
2.1 理化指标分析
精酿啤酒成熟原浆理化分析结果见表2。
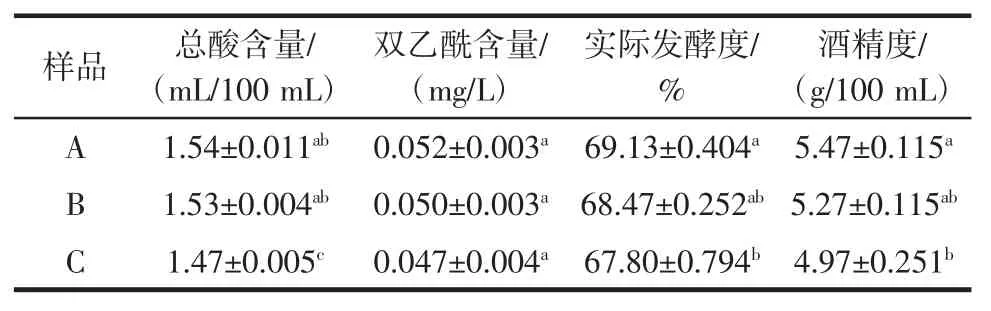
表2 精酿啤酒成熟原浆理化分析结果Table 2 Physical and chemical analysis results of original craft beer
啤酒中所含酸类可达200 种以上,这些酸及其盐控制着啤酒的总酸含量和pH 值。在GB/T4927-2008中啤酒总酸含量要求低于2.6 mL/100 mL。在啤酒发酵过程中,双乙酰是酵母合成缬氨酸的中间产物,由α-乙酰乳酸氧化生成,是啤酒中重要的副产物,其含量直接影响啤酒的风味[9]。啤酒的实际发酵度指麦汁中浸出物被酵母消耗掉部分与麦汁中浸出物总量之比。啤酒发酵过程中必须要把发酵度控制在一个合理的范围内[10]。若啤酒发酵度较低,则说明残糖量高,啤酒发酵液容易滋生杂菌而被污染,若啤酒发酵度比较高,则说明发酵反应进行的比较充分,生成的酒精和二氧化碳浓度较高,会对啤酒质量产生不良影响。同实际发酵度类似,啤酒的酒精含量也要控制在一个合理的范围内。
如表2 所示,在总酸含量上,A 与 C,B 与 C,C 与A、B,这些之间具有显著的差异性(P<0.05)。A 与 B 之间不存在显著的差异性(P>0.05)。在双乙酰含量上各组间不存在显著的差异性(P>0.05)。在实际发酵度上,A 与 C 之间具有显著的差异性(P<0.05),A 与 B,B 与C 之间不存在显著的差异性(P>0.05)。在酒精度上,A与 C 之间具有显著的差异性(P<0.05),A 与 B,B 与 C之间不存在显著的差异性(P>0.05)。搅拌频率对啤酒原浆的总酸含量、双乙酰含量、实际发酵度及酒精度有一定的影响,但是整体来看每隔10 min 搅拌一次和每隔15 min 搅拌一次,差异不显著(P>0.05)。
2.2 感官评价分析
精酿啤酒成熟原浆各感官指标评价得分见图1。
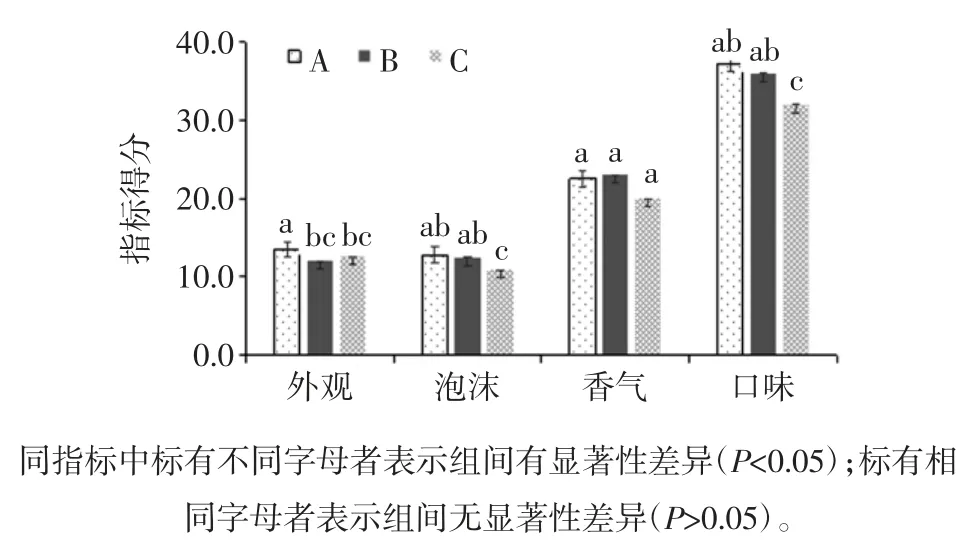
图1 精酿啤酒成熟原浆各感官指标评价得分Fig.1 Sensory score of original craft beer
精酿啤酒未进行过滤处理,酒体中有大量的有益于人体的微生物,在视觉上样品的酒体带有光泽感,且有肉眼可观察到的微细悬浮物。倾倒时有洁白细腻的泡沫,挂杯持久不易破碎,且喝完之后杯子上面仍留有部分泡沫,这与工业啤酒有比较大的区别,工业啤酒的泡沫释散的比较快,且容易破碎,这可能与啤酒在酿造过程中用到的酒花、麦芽的数量有较大的关系。精酿啤酒在原料上只选用麦芽、酵母、酒花和水作为基料。有的工业啤酒为减少原料成本和控制啤酒的稳定性,会加入玉米、淀粉和酶制剂。精酿啤酒的泡沫由泡沫蛋白质,多肽物质和异草酮三大要素组成[11]。啤酒中这3 种成分的含量及比例决定了泡沫的形态、挂杯时长等性质。精酿啤酒麦芽香气比较明显,品尝起来口味纯正,爽口,酒体醇厚,杀口,柔和,无异味。啤酒的风味物质很复杂,有高级醇、醛类、酸类、酯类、含硫化合物及酒花溶出物等,影响因素也比较多,原料、设备、配方及发酵工艺都会直接影响啤酒的香气和口味。在外观上,A 与B,A 与C 之间具有显著的差异性(P<0.05),B 与 C 之间不存在显著的差异性(P>0.05)。在泡沫指标上,A 与B 之间不存在显著的差异性(P>0.05),C 与 A、B 之间具有显著的差异性(P<0.05)。B的香气得分最高,但三者之间不存在显著的差异性(P>0.05)。口味上C 得分最低,与A,B 之间存在显著差异性(P<0.05)。
但整体看评价得分,3 种搅拌频率下的精酿啤酒原浆的感官品质都较好。
2.3 微生物群落多样性分析
啤酒发酵中微生物的数量和种类直接关系到产品的风味、质量。目前已知的是在啤酒发酵过程中接种啤酒酵母。也就是说啤酒微生物属于真菌界,真菌群落结构和相互作用机理比较复杂。运用采用16S rDNA 序列分析啤酒样品微生物进行分子鉴定,通过序列分析进行界、门、纲、目、科、属、种的鉴定。
2.3.1 稀释曲线
图2 为稀释曲线。
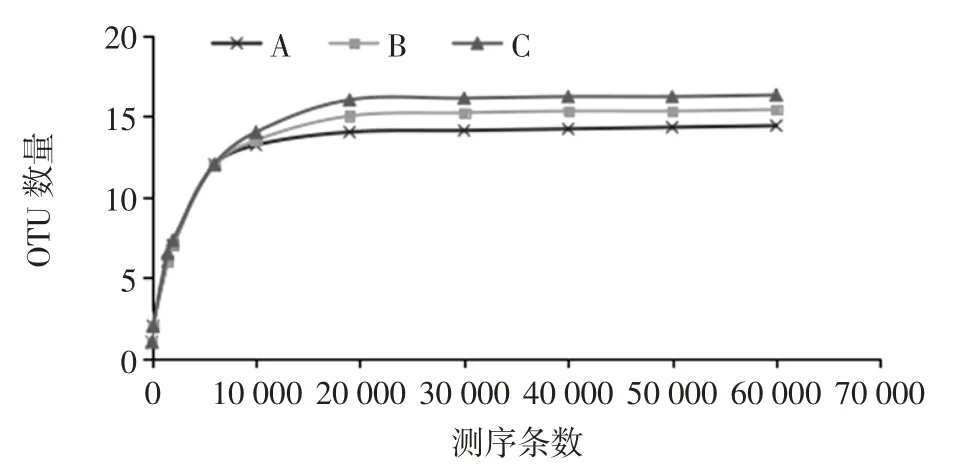
图2 稀释曲线Fig.2 Dilution curve of samples
注:横坐标为随机抽取的测序条数,纵坐标为基于该测序条数聚类得到的操作分类单元(operational taxonomic units,OTU)数量,即在测序中按照97%的相似性阈值将序列划分为不同的OTU,每一个OTU 通常被视为一个微生物物种,图2 中每条曲线代表一个样品,用不同符号标记。
从稀释曲线可以看出,随着测序数量的增加,在0~20 000 的测序数量范围内,曲线随着测序条数表现为上升状态,说明随着测序数量的增加,精酿啤酒原浆样品中有大量微生物种类被发现,在20 000~60 000的测序数量范围内,稀释曲线趋于平缓,说明该样品中的微生物种类不会再随着测序数量的增加而显著增多。该稀释曲线说明本试验样品序列充分,能够反映出样品中绝大多数的微生物群落信息,即使再增加测序数量也不会产生新的OTU。
2.3.2 Alpha 多样性分析
对于菌群分析而言,样品中菌群的多样性可以通过多种指标来共同反映。如Chao1、Ace、香农-威纳多样性指数、辛普森多样性指数。其中Chao1 和Ace 指数衡量物种丰度即物种数量的多少。香农-威纳多样性指数和辛普森多样性指数用于衡量物种多样性,香农-威纳多样性指数值越大,表明菌群丰度越高;辛普森多样性指数值越大,表明样品的菌群均匀度越高[12]。Alpha 多样性分析见表3。

表3 Alpha 多样性分析Table 3 Alpha diversity analysis of samples
由表3 可以看出,样品的香农-威纳多样性指数均小于7 且数据差异不显著,说明3 种搅拌频率糖化酿造的啤酒菌群的多样性水平较低[13-14]。
2.3.3 OTUs 数目统计及物种注释分析
在97%的相似度水平下,共得到37 个OTUs。对OTU 进行去低含量筛除,原始OTU 聚类结果中可能含有极低丰度的OTU(物种丰度小于0.005 %),得到最终的OTU 列表并统计出各样品中各等级的注释到物种的Tags 数如表4 所示,样品各等级物种统计表见表5。
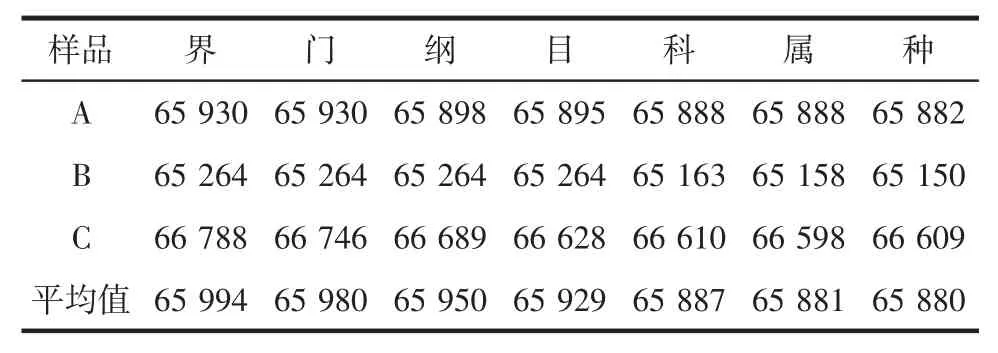
表4 样品各等级Tags 数统计表Table 4 Statistical table of Tags of various levels of samples
如表4~表5 所示,啤酒样品在不同等级Tags 数量,在门水平上,啤酒平均Tags 数为65 980,在属水平上,Tags 数平均为65 881。从表5 样品各等级物种数统计可以看出,精酿啤酒的微生物多样性水平,在门水平上的物种数量为2 个,属水平上为13~14 个,对比白酒、黄酒等传统发酵产品,精酿啤酒成熟原浆微生物物种组成比较简单,这可能是因为白酒[15-17]、黄酒[18]、豆酱[19]等传统发酵产品为酒曲发酵而成,物种组成较为丰富。从样品属水平数据可以看出,3 种样品的微生物多样性整体水平较低,且无显著性差异(P>0.05)。

表5 样品各等级物种统计表Table 5 Statistical table of species in different grades of samples
2.3.4 基于种水平的菌落结构分析
图3 从种水平(只显示丰度水平前十的物种)描述了3 种精酿啤酒原浆成熟后微生物菌群结构。

图3 种水平上的物种相对丰度图Fig.3 Relative abundance in species level
从图3 中可以看出,3 种糖化搅拌频率下酿造出来的精酿啤酒微生物种类上没有差异,微生物物种含量有差异,但整体排名不受影响。3 种啤酒原浆中膜璞毕赤酵母(Pichia membranifaciens)所占比例均为最大,其次按照含量降序依次为酿酒酵母(Saccharomyces cerebisiae)、海洋嗜杀酵母(Wickerhamomyces anomalus)、生丝毕赤酵母(Hyphopichia burtonii)[20]、丘陵假丝酵母(Candida apicola)、胶红酵母(Rhodotorula mucilaginosa)等。
3 结论
综上所述,糖化搅拌频率对原浆理化性质有影响,但是每隔15 min 搅拌一次和每隔10 min 搅拌一次,数据差异不显著。3 种搅拌频率对感官性质和微生物多样性影响不显著,因此生产中可以将搅拌频率设置为每隔15 min 搅拌一次。本试验对糖化搅拌频率对精酿啤酒成熟原浆的性质进行理化、感官及微生物多样性多方面的影响进行了综合研究,可以为精酿啤酒工艺的改进、品质的优化提供一定的理论基础。
猜你喜欢
休闲读品·天下(2020年4期)2020-02-04 07:48:46
酒·饮料技术装备(2018年1期)2018-04-28 09:09:08
流行色(2018年10期)2018-03-23 03:36:24
数学小灵通·3-4年级(2017年12期)2018-01-23 03:38:05
山东青年(2016年2期)2016-02-28 14:25:44
中国粮油学报(2016年5期)2016-01-23 02:45:00
中国卫生标准管理(2015年25期)2016-01-14 09:29:30
发明与创新(2015年5期)2015-02-27 10:38:36
中国酿造(2014年10期)2014-02-24 09:01:26
食品科学(2013年24期)2013-03-11 18:30:51