关于针织物染整化验室技术管理探讨
2019-10-11 07:04:40王文飞
纺织报告 2019年7期
王文飞
(奔达服饰有限公司化验室,江苏江阴 214400)
针织物染整供应创设与管控是公司繁杂的技术与经济工作的基础,是确保正常工作、完成一次性精准化生产、节能环保、获得经济效益的重要模式。工艺设计与管控是公司管理的核心版块,内容包含主动使用新技术、新模式、新设施、新染化料,高效设计工艺的流程、工艺数据,高效管控各类工作,严格流程管理,确保产出的商品才能够满足顾客在品质方面的要求,完成绿色生产,保证生态不会被破坏。高质量的针织物染整化验技术管控,是目前核心的工作。[1-3]
1 现场技术管控
工艺设计是在生产阶段对染整商品品质实施高效管控的基础,生产阶段的工艺管控是现场工艺技术管控的重要工作。严格、精准完成工艺上车能够实现工艺创设的目标,生产出达标的商品。
1.1 产前复样
产前复样的目标是通过复小样与放头缸样深入挖掘潜藏的工艺处理层面的漏洞,最终明确大生产工艺。
1.1.1 复小样
生产前复小样,要利用产出前的毛坯布,产出阶段使用的是同一款染料、助剂,使用正规的生产模式完成小样,然后皂洗、烘干、定型、整理,完成试样工艺数据整合,制造色版。
1.1.2 头缸放样
头缸放样包含染色与后期整理。放样过程是:染前对毛坯布实施品质管控;头缸放样达标后,依照种类分别制造烘干后、定型前后、印花先后、拉毛剪毛先后的色调样本;记载头缸染色情况,整合放样全过程工艺参数与试样产生的问题;光坯布料品质检测——坯布表层光泽,色牢度检验、坯布物料物理测试参数、商品格调、特征检验等。放样科技参数解析整合,并明确大生产正轨工艺。
1.2 生产阶段的管控
一批质量上乘的染整商品是各个加工版块的高度融合,在产出阶段必须对各项工序、各版块依照工艺设计需求实施严格的管控,让工艺上车方可产出高质量的商品。
1.2.1 毛坯布检验
毛坯布的直向密度、幅宽、收缩率等;毛坯布布面的折印、稀路、横路的状况;油垢污渍发霉等状况;抽检核对毛坯布的质量。
1.2.2 染色流程管控
漂染使用水的参数——硬度、含氯比例、浑浊性、酸性值;前处理漂白程度、染前布面含氧量比例与pH、染色后缸布面的pH;染色浴比、温度、染色保温时间、泵流量以及转速等工艺数据;染浴比例、含碱固色阶段的pH;染色阶段布匹的运转速率、导布辊与喷头的强度等。
1.2.3 后整理工艺技术
后整理工艺技术包括:定型先后的幅宽、克重、定型设备的超味数据、进步强度、温度、速率、时长、落布气温、定型机碾压数据、补充液质量浓度。
2 化验室技术管控
2.1 定单的审查与坯布的抽样
坯布进入现场后,第一步要明确坯布产出商家、种类、组织、密度、纤维、比率、尺寸与染色的品质。比如,主辅料的色差需求、缸差准则、各类染色牢度、染料试剂的生态需要等。留意是不是必须在染色阶段实施特殊处置等项目进行记录,录入电脑储存,方便织物原料换批次时,第一时间复样,确保商品相异批次的色差与内部品质的需求。之后,依照相异原料的坯布,完成坯布抽样或对毛坯布实施前处置后在从大车上抽样。例如,纯棉布物、涤棉针织品与涤锦针织物在大车上完成先后处置工作再进行抽样,如此能够缩减化验室与大车对针织物实施前处置程度各异而形成偏差。而对一部分必须预定型后再染色的涤纶针织品,要预先定型再抽样。
2.2 顾客色样管控
化验室要妥帖地管理顾客的来样。在顾客资料中保存来样,对染色配方的制定与色调管控极为关键。顾客来样的大小应适度,尺寸过小会影响打样员对色调的预判。顾客来样的材料与等待加工的坯布必须统一。假如没有统一,那么在仿样后,需要让顾客明确来样。仿样以前,要预先和顾客明确在哪一类光源下对测,预防产生跳灯的情况出现。
2.3 电脑测试色系统的使用
电脑测试色系统通常有光谱仪、光度设备、电脑软件构成。电脑测色是依照电脑测试染料与纤维共同体所吸纳的相异光波的补色,透过分光光度测试光补色的组分,根据既定的色差换算算式与已经录入存储的原始参数户或材料,换算出吻合的染料色光并从中进行选择。在电脑测色系统的运用层面,需要构建参数库,由于面料、染料的更新换代快,基本参数库要持续补充。使用电脑的测试色与管控体系能够更快地进行染色配对,并能够依照供应的配方挑选染色配方,减少染料试剂的成本。对回染的针织品,电脑测色系统能够较为精准地预判色差,规避加色方位出现偏差。[4]
2.4 母液的分配
分配母液阶段,以布样5 g为准则,依照来样色调的情况分配对应的母液质量浓度。比如,印染配方是:分散红3B 3.6%、分散黄E-3G 0.6%、分散蓝2BLN 0.002 5%。印染5 g布料要用到分散红3B 0.18 g、分散黄E-3G 0.03 g、分散蓝2BLN 0.000 125 g。对应的母液配置是:使用20mL吸管精准地吸纳母液质量浓度是10 g/L分散红3B 18 mL;使用5 mL吸管精准地吸纳母液质量浓度是6g/L分散黄E-3G 5 mL;使用2 mL的吸管吸纳母液质量浓度是0.1 g/L分散蓝2BLN 1.25 mL。假如把分散红3B的母液质量浓度分制备成5 g/L,那就要吸纳36 mL的液体,仅能使用50 mL的量筒获取,假如使用20 mL的习惯吸纳,就必须操作两回,然而二者都会增大操控偏差。所以,依照染色配方中染料质量浓度的差别,科学挑选染料质量浓度母液的分配质量浓度与习惯的尺寸,方可较大程度地减小操控偏差。此外,一部分染料稳定性不足,例如,活性染料,其分配好的工作液,置放时长超过预计就会形成水解效应,水解后染料会丧失活性,无法再与纤维素纤维融合,需要确保制备好的活性染料工作液储放时长管控在1天以内。
2.5 金字塔形色卡的制作
金字塔形色卡见图1。
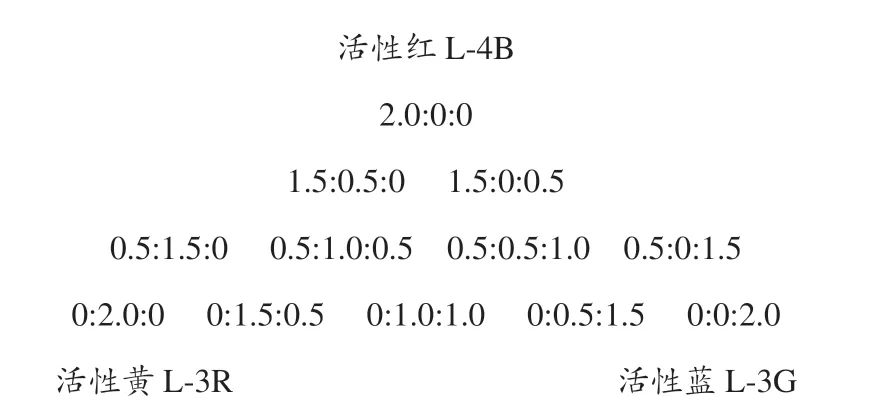
图1 金字塔形色卡
从图1能够看到,金字塔顶端的端点是三原色中的红色,底端左部点是黄颜色,右端端点是蓝颜色。金字塔左端是红黄两色的拼色样,金字塔右端是红蓝两色的拼色样,金字塔底端是黄蓝两色的拼色样。除开顶端,3条边沿上全部色调都通过两边两类染料拼接组成。左端由上往下的每张色卡,红色染料质量分数较低,黄色染料质量分数逐渐提升,直到左端端点都成为黄色。制造色卡阶段,要在每块色卡上依照红黄蓝色顺序标色。染织质量浓度预设要科学,色卡中红黄蓝间的染料使用比率越少,色样数目就会变得更多。
除开金字塔形色卡以外,经常使用的还有单色色卡,每个色样的大小与金字塔形色卡类似。每张色卡上的色调呈同一色系排序,色调从浅到深,通常染布料质量分数梯度能够依照0.1%、0.2%、0.3%、0.5%,从小到大排序。
3 结语
高品质的针织物染整商品,绿色环保的染整工艺对于公司的健康发展、染整技术的管理水平等有着极为重要的影响。当前,我国的针织物染整技术还处于发展时期,工艺数据不够详尽,一部分公司设计水平有待提升。而整体的染整加工时间很长、回修率偏高、能量消耗多、不亲近环保,因此还需要通过技术攻关和创新来进行改善。
猜你喜欢
棉纺织技术(2023年2期)2023-03-22 02:16:41
纺织科技进展(2021年5期)2021-07-22 08:41:34
动漫界·幼教365(中班)(2020年12期)2020-12-21 03:22:41
流行色(2018年5期)2018-08-27 01:01:30
国际纺织导报(2016年3期)2016-06-15 09:18:19
Coco薇(2016年2期)2016-03-22 16:51:18
国际纺织导报(2016年12期)2016-02-24 08:05:41
纺织科技进展(2015年1期)2015-11-28 05:56:37
纺织科技进展(2015年1期)2015-11-28 05:56:29
佳木斯大学学报(自然科学版)(2015年6期)2015-10-30 09:39:42