浅谈1212WCB 刹车工作平台操作技术
2019-10-11 07:29王金广杨砚杭王宝忠张燕白承斌
中国设备工程 2019年18期
王金广,杨砚杭,王宝忠,张燕,白承斌
(天津市大港油田渤海钻探第三钻井公司,天津 300280)
1 简介
1212WCB 刹车工作台是为伊顿刹车的组装进行配置的,此产品可对刹车铸件进行打磨,对静盘进行打胶,对静盘和动盘进行螺栓拧紧,方便工人操作。
2 结构
1212WCB 刹车工作台由底座、工作台面、三轴数控龙门机械手和执行机构组成,执行机构包括螺栓拧紧机、电动打胶枪和电动打磨机,其中电动打胶枪和电动打磨机可以在三轴数控龙门机械手上互换。1212 工作台如图1。

图1
3 原理
由三轴数控龙门机械手控制螺栓拧紧机、电动打胶枪或电动打磨机的运动轨迹,由1212WCB 刹车工作台的总控系统控制螺栓拧紧机、电动打胶枪或电动打磨机的工作状态。
4 1212WCB 刹车工作台功能描述
4.1 工件打磨
(1)工件吊到1212WCB 刹车工作台后,工作平台的机器手能根据设定的程序自动完成整个工件平面的打磨。
(2)能对放置在工作台上的铸件进行定位、固定。
(3)具有有防尘、洗尘功能。
4.2 静盘组装
(1)工件吊到1212WCB 刹车工作平台后,工作平台的机器手能根据设定的程序自动完成整个工件平面的打胶。
(2)工件吊到1212WCB 刹车工作平台后,工作平台的机器手能根据设定的程序自动完成整个工件平面的拧紧螺栓到设定扭矩。
(3)能对铜盘和静盘铸件进行定位。
4.3 动盘装配
(1)对动盘盘芯定位。
(2)工件吊到1212WCB 刹车工作平台后,工作平台的机械手能根据设定的程序自动动盘的所有螺栓拧紧到设定的扭矩。
5 使用方法
5.1 铸件打磨
(1)用电动搬运车将铸件托盘搬运至龙门吊下。
(2)用龙门吊将铸件吊到1212 工作台,并将铸件在工作台上定位。
(3)启动1212 工作台上的机械手,机械手根据设定程序对工件的平面进行打磨。
(4)完成打磨后用龙门吊吊起工件并翻转。
(5)重新将工件放置在1212 工作台上并定位。
(6)启动1212 工作台机械手再次对工件的另一平面打磨。
(7)完成打磨后用龙门吊将工件吊至托盘或在1212 工作台上进行后续组装(图2)。
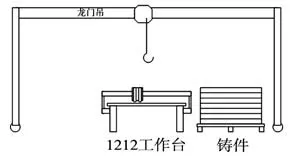
图2
5.2 静盘组装
(1)用电动搬运车将铜盘托盘、静盘铸件托盘搬运至龙门吊下、1212 工作台两侧。
(2)人工将螺母放置在工作台面的内六方孔内。
(3)人工将压条按规定放好。
(4)用龙门吊将铜盘吊到1212 工作平台并定位。
(5)用龙门吊将静盘铸件吊到1212 工作平台、定位。
(6)启动电动打胶枪,1212 工作平台对静盘密封槽进行打胶。
(7)完成打胶后用龙门吊吊起静盘铸件并翻转。
(8)重新放置静盘铸件在1212 工作平台上并定位。
(9)启动打胶程序,1212 工作台再次对工件的另一平面打胶。
(10)用龙门吊将铜盘吊到1212 工作台上方,放置在已打好胶的静盘铸件上。
(11)人工将压条按规定放好。
(12)按规定穿螺栓并带扣。
(13)启动1212 工作平台拧螺栓程序,螺栓拧紧枪按要求的顺序自动将螺栓上紧到设定扭矩。
(14)将组装好的静盘吊离1212 工作台(图3)。
5.3 动盘组装
(1)用电动搬运车将盘芯托盘搬运至龙门吊下。
(2)用龙门吊将盘芯吊到1212 工作台工作台面并定位。
(3)人工按要求摆放动摩擦片。
(4)人工将沉头螺钉抹胶,然后放置在摩擦片螺母空内并带扣。
(5)启动1212 工作台动盘沉头螺钉拧紧程序,拧紧枪将螺钉自动上紧到设定扭矩。
(6)用龙门翻转动盘,然后重新放置在1212 工作台上定位。
(7)人工摆放动摩擦片。
(8)人工将沉头螺钉抹胶,然后放置在摩擦片螺母空内并带扣。
(9)启动1212 工作台动盘沉头螺钉拧紧程序,拧紧枪将螺钉自动上紧到设定扭矩。

图4
(10)将组装好的动盘吊离1212 工作台(图4)。
6 结语
本1212WCB 刹车工作台能够较好地应用于刹车组装车间,减少劳动力的同时还能减少劳动时间,使刹车组装更简单省力。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
哈尔滨轴承(2022年1期)2022-05-23
商品与质量(2021年43期)2022-01-18
学苑创造·B版(2020年5期)2020-07-06
铁道建筑技术(2020年4期)2020-06-29
锻压装备与制造技术(2020年1期)2020-03-11
汽车零部件(2018年5期)2018-06-13
汽车零部件(2017年2期)2017-04-07
集装箱化(2014年8期)2014-09-17
汽车工程(2013年11期)2013-10-11