制硫风机故障原因分析及处理方法
2019-10-11 07:29黎晓勇
中国设备工程 2019年18期
黎晓勇
(中国石油独山子石化分公司设备检修公司炼油钳工车间,新疆 独山子 833699)
5×104t/a 硫磺回收及尾气处理单元的制硫风机K-101/A,B 是唐山清源环保机械公司提供,型号为D-260-41 的四级离心式鼓风机,其作用是为制硫燃烧炉中的原料气提供足量的空气中O2,使H2S 燃烧后生成SO2的量满足H2S/SO2接近于2,H2S 与SO2在炉中发生高温反应生成气态硫磺,完成制硫过程并生产出合格的硫磺产品。
在装置水联运过程中,两台制硫风机均出现轴承温度偏高,润滑油脂沿轴向溢出,并造成滚动轴承的烧损,严重影响二联合装置的正常生产。
1 故障判断与原因分析
1.1 故障判断
根据制硫风机滚动轴承烧损情况判断,其原因有以下几点:(1)滚动轴承润滑不良;(2)滚动轴承轴向间隙不合适;(3)滚动轴承与轴及轴承盒的配合不符;(4)离心式鼓风机工况设计不合适;(5)装配间隙不当或配件不合格。
1.2 原因分析
对两台离心式鼓风机K-101/A,B 进行解体发现:K-101/A 润滑脂正常,轴承保持架损坏;叶轮口环径向面均有磨损;K-101/B 润滑脂正常,轴承保持架损坏、轴承内圈抱轴,轴变色发蓝,叶轮口环径向均有磨损,盘不动车。

图1 K-101/B 滚动轴承烧损图片

表1 检修时对相关数据进行了测量,数据如下:(单位:mm)
由表1 得:K-101A/B 轴承内孔与轴的配合为(过盈配合)79.99-79.98 =0.01mm;K-101A 轴承外圈与轴承盒的配合为(过盈配合)170-169.98 =0.02mm;K-101B 轴承外圈与轴承盒的配合为(过盈配合)170-169.97 =0.03mm。
根据以上数据和现象进行分析,作者认为厂家设计和制造存在问题,即原因(3)、(5)是造成故障的主要原因。
1.3 存在问题的校验与计算
1.3.1 滚动轴承内径与实心轴配合过盈量的选择和校验
滚动轴承与轴采用过盈配合,其所需配合的过盈量与轴承载荷的大小,工作温度以及轴的加工精度有关。
在载荷作用下,配合表面的凸点被压平,在安装前测得的轴径和内圈孔径之差即为名义过盈量Δd 将略为减小,其有效过盈量ΔdY为:
式中,ΔdY为有效过盈量(μm);Δd 为测量的过盈量(μm);d 为轴承公称内径(mm);A 为常数,磨削轴A=3,精研细A=2。
在载荷作用下,内圈材料在径向受到压缩,使内圈在圆周方向胀大,因此,使配合比无载荷时为松。由此引起的过盈量的减小值近似为
式中,ΔdF为由载荷引起的过盈量的减小值(μm);B为内圈宽度(mm);Fr为径向载荷(N)。
如果轴承内部温度比轴承座周围的温度高ΔT(ºC),则内圈和轴在配合处温度约为0.12ΔT,用轴承钢制造轴承,由此温差引起配合过盈量减小值ΔdT ≈0.0015ΔT·d(μm)。
为了防止内圈和轴之间产生“打滑”现象,对于实心轴,内圈承受旋转载荷时,必须满足ΔdY-ΔdF-ΔdT ≥0。

表2 K-101A/B 滚动轴承有效过盈量计算式中的相关数值
所以选用的名义过盈量可近似由下式计算:

=(79.98 +3)÷79.98×(0.08×10.23 +0.0015×75×79.98)=10.18(μm)=0.0102(mm)
结论:K-101A/B 轴承内孔与轴的实际过盈量为0.01mm与理论校验选择的过盈值Δd 相符。
1.3.2 滚动轴承外圈直径与轴承盒内孔的过盈量的选择和校验
滚动轴承外圈与轴承盒内孔多采用过渡配合,其所需配合与轴承载荷的大小、工作温度以及轴承盒的加工精度有关。
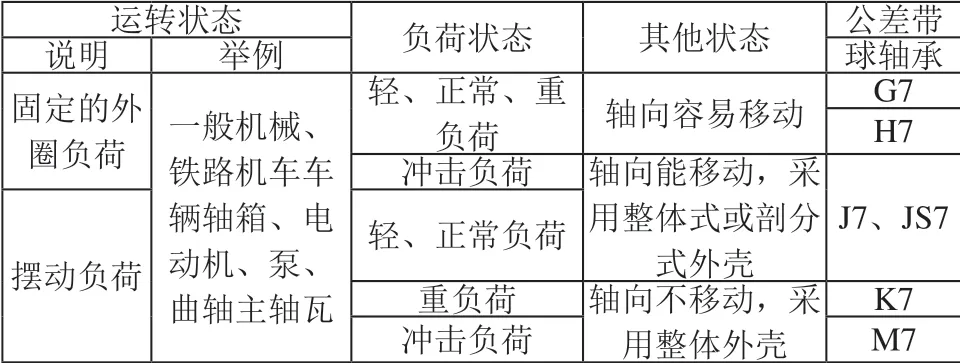
表3 向心滚动轴承外圈与轴承盒配合公差带标准(摘自:几何量公差与检测)
根据上表查得:K-101A/B 轴承外圈与轴承盒内孔的配合选用φ170Js7/h6(±0.02/0-0.025)。

图2 K-101A/B 轴承外圈与轴承盒内孔配合公差带图
从图2 可以计算出轴承外圈与轴承盒内孔配合的极限公差值:
(1)最大间隙值=轴承盒内孔上偏差-轴承外圈下偏差=+0.02-(-0.025)=0.045mm
(2)最小间隙值=轴承盒内孔下偏差-轴承外圈上偏差=+0.02-0 =0.02mm
(3)最大过盈值=轴承盒内孔下偏差-轴承外圈上偏差=-0.02-0 =-0.02mm
现场监测K-101A/B 轴的工作温度为105℃,轴承盒的工作温度为48℃(轴承盒夹套内走冷却水);考虑到滚动轴承工作时的热膨胀的影响,选择(1)、(2)将轴承外圈与轴承盒内孔配合的极限公差值控制在(间隙配合0.02 ~0.045mm);而实际K-101A 轴承外圈与轴承盒的配合为(过盈配合0.02mm),K-101B 轴承外圈与轴承盒的配合为(过盈配合0.03mm),不能满足滚动轴承的运行工况。
结论:轴承盒内孔直径尺寸控制过小,造成轴承gogn工作时的过盈量太大,严重影响滚动轴承的工作游隙,这也是造成滚动轴承烧损的主要原因。
2 改造方案的提出与实施
(2)轴承盒内孔与托架止扣的同轴度偏差上车床修正到0.02mm 以内。
(3)将叶轮口环与壳体口环的径向直径间隙由原1.2mm放大到1.6mm。
3 改造效果
(1)改造后试车,效果很理想,顺利通过了工艺验收和考核期,各部监测数据均为正常。
(2)通过上述措施的改造,消除了制硫风机K-101/A,B 轴承故障,提高了设备的运行周期。
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
科学技术创新(2020年6期)2020-04-18
哈尔滨轴承(2020年4期)2020-03-17
重型机械(2019年3期)2019-08-27
科技创新与应用(2019年19期)2019-06-17
汽车科技(2019年1期)2019-02-25
科技视界(2017年1期)2017-04-20
中国新技术新产品(2017年7期)2017-03-18