
LG5高纯铝管焊接
2019-10-08 03:01张胜男卢仲海刘建国
凿岩机械气动工具 2019年3期
张胜男,卢仲海,刘建国
(1.兰州石化职业技术学院机械工程学院,甘肃兰州730060;2.中石油第二建设有限公司,甘肃兰州730060)
某公司硝酸装置的一台浓硝酸冷凝器,采用工业高纯铝管LG5(1A99)作为冷凝管,管内介质为高浓度的浓硝酸。由于浓硝酸具有强烈的腐蚀性,要求该设备的焊接接头不仅要有良好的力学性能,还要具有良好的耐浓硝酸腐蚀性能,加之高纯铝的焊接性较差,因此,如何保证其焊接质量成为生产制造的难点。
1 焊接性分析
1.1 易产生气孔、夹杂、未熔合等缺陷
高纯铝LG5 的化学性质活泼,表面极易生成致密的氧化膜,这层氧化膜不仅会吸附空气中的水份,且难熔于金属,妨碍被熔融填充金属的润湿,加之铝的导热性很强,如果焊前清理不到位或者预热温度不够,焊缝中极易产生气孔、夹杂、未熔合等缺陷。这些缺陷一旦产生,就会形成腐蚀通道,显著降低高纯铝的耐腐蚀性。在浓硝酸、酸雾及应力的共同作用下,腐蚀介质很快贯穿焊缝,造成浓硝酸储罐的泄漏。因此,高纯铝焊接的主要问题就是防止气孔、夹杂、未熔合等缺陷的产生。
1.2 易产生未焊透缺陷
高纯铝LG5 比热容大,导热性强,与钢材的焊接比较,焊接同等厚度的铝要消耗更多的能量。在焊接时,铝管热量极易扩散,造成铝管未焊透的缺陷。
1.3 易产生焊瘤缺陷
高纯铝LG5 熔点低,线膨胀系数大,这样在焊接过程中,温度过高时,高纯铝就会融化,在焊缝内侧形成焊瘤,影响焊接质量。
基于以上三点,经过研究,决定采用高纯氩气保护与高纯铝管内壁加衬环的焊接方法进行焊接。
2 焊接过程
2.焊前准备
2.1.1 焊前清理
由于高纯铝管LG5 及其焊丝高纯铝丝都极易氧化,所以在焊前要用刮刀去除表面氧化膜,将焊丝表面的油污清理干净,然后用丙酮溶液去除表面油污。
2.1.2 预热
由于高纯铝管LG5 导热性极好,所以在焊前要对焊接部位进行预热,预热温度要达到150-200℃。
2.1.3 衬环坡口组对
焊前要把衬环组对合适,坡口件留4-5 mm间隙,组对情况如图1所示。
2.2 焊接
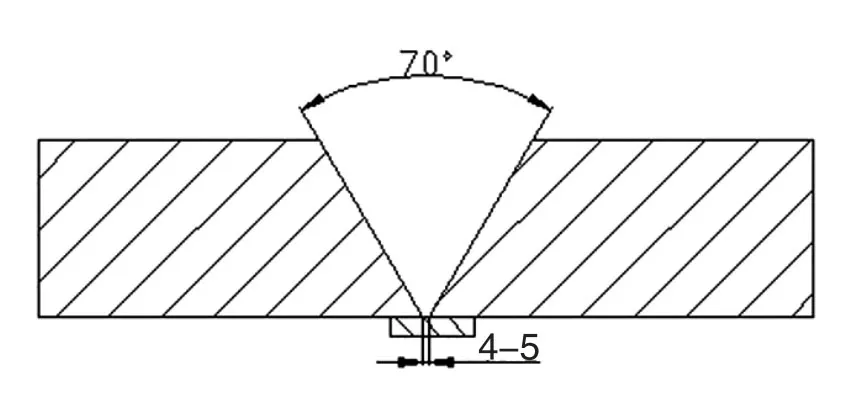
图1 衬环坡口组对
2.2.1 焊接材料
(1)母材
母材为工业高纯铝LG5,其化学成分如表1所示
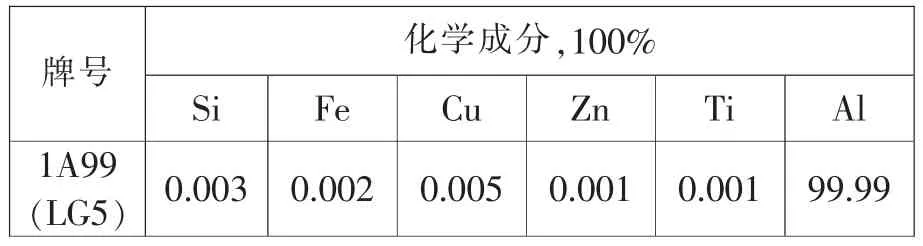
表1 母材化学成分
(2)焊丝
焊丝采用材质为1A99 的精铝丝,焊丝规格为φ3.8 mm 和φ5.8 mm,其化学成分如表2所示。
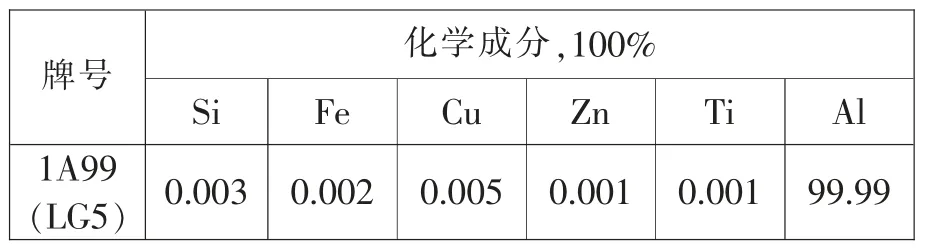
表2 焊丝化学成分
2.2.2 焊接参数
高纯铝管LG5 焊接采用手工钨极氩弧焊,参数如表3所示。
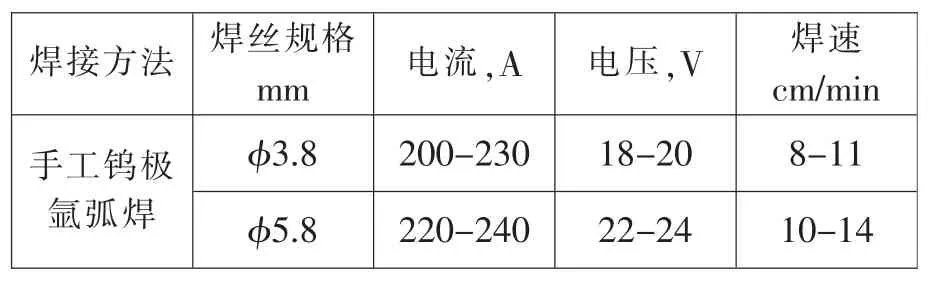
表3 焊接参数
在焊接过程中,采用高纯氩气保护,氩气的纯度要达到99.999%。
2.2.3 焊接注意事项
(一)焊工选择
从事压力容器焊接的焊工必须具备质量技术监督部门颁发的锅炉压力容器焊工考试合格证,且施焊的钢材种类、焊接方法、焊接位置等要求与施焊焊件相符。
焊工在施焊前应了解LG5 铝管的特性,对氩弧焊操作熟练,熟悉焊接过程中各种因素包括坡口形式、焊接方法、焊材牌号、焊接电流、电压、层间温度、焊接线能量、预热要求等对焊接质量的影响。
(二)焊接环境要求
要尽量保证在厂房内焊接,防止刮风、下雨等天气因素对焊接质量的影响。由于本设备体积较大,组装完成后无法进出厂房,在露天环境中施工,要做好防风、防雨措施。
要保证LG5 铝管焊接环境的干燥,潮湿的环境容易使铝管氧化,造成焊缝缺陷的增加。
(三)焊接操作要求
(1)施焊前应再次对焊接坡口进行检查,确认其坡口角度、对口间隙、错边量等均符合要求,同时坡口表面不得有裂纹、划痕等缺陷。
(2)焊接过程中要采用多层多道焊,每道焊缝焊接完成后,检查是否有裂纹产生,如有裂纹要及时处理,确认无裂纹后再进行下道焊接。
(3)焊接过程中氩弧焊枪冷却水要及时更换,并且最好使用纯净水冷却,避免焊接过程中由于焊枪温度过高而中途停焊。
(4)焊接中采用的保护气体为高纯氩气,氩气纯度为99.999%,在焊接过程中铝管内也要氩气保护,提高焊接质量。
3 焊接质量
3.1 焊缝力学性能
在焊接完成后,取试件对焊缝的力学性能进行测试,其结果见表4。

表4 焊缝力学性能
3.2 RT 检测
在整个LG5 高纯铝管设备焊接完成后,对所有焊缝进行射线检测,检测结果如表5所示。
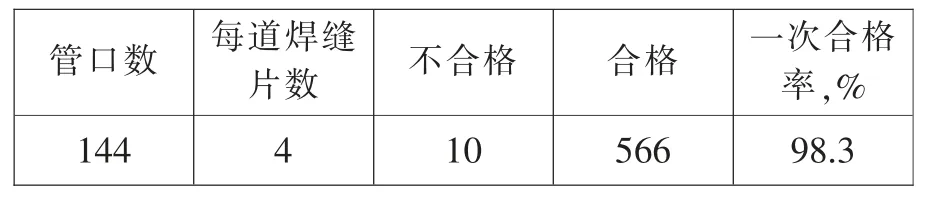
表5 RT 检测结果
3.3 PT 检测
射线检测合格后,对焊缝外表面进行渗透检测,其结果如表6所示。

表6 PT 检测结果
通过以上数据可以看出,加衬环和高纯氩气保护,能有效地提高高纯铝管的焊接质量。
4 结论
(1)为了保证焊接质量,必须做好高纯铝管焊前的准备工作。
(2)在高纯铝管焊接时,应做好铝管的预热工作,调整好焊接电流,把握好焊接速度,以免造成管内衬环的烧穿,给后续射线探伤造成不便。
(3)通过管内加衬环、用高纯氩气保护等方法焊接高纯铝管,可以显著提高其焊接质量,实际应用效果明显。
猜你喜欢
陶瓷学报(2021年1期)2021-04-13
矿产综合利用(2020年1期)2020-07-24
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
分析化学(2019年3期)2019-03-30
凿岩机械气动工具(2019年4期)2019-01-10
有色金属材料与工程(2018年4期)2018-11-25
火工品(2018年2期)2018-07-07
科学种养(2017年11期)2017-11-28
汽车实用技术(2016年1期)2016-12-24
