
核电厂废液处理系统钠硼比优化分析
2019-09-26 03:31范雯雯杨梦倩高瑞发
产业与科技论坛 2019年14期
□范雯雯 杨梦倩 高瑞发
目前,国内核电厂M310、ACP1000、WWER堆型的废液处理系统均采用蒸发工艺处理含硼废水。来自一回路的硼酸经废液处理系统蒸发浓缩后易结晶,容易在浓缩液输送管道、设备和转运槽车中大量积累和堵塞,严重时可能会导致蒸发单元停运,对设备造成损坏,甚至导致放射性废液的泄漏,具有较大的安全隐患。为避免含硼浓缩液结晶发生堵塞设备和管道的风险,通常在蒸发前通过添加氢氧化钠,调节含硼废液的钠硼比(K值)至最佳值或处于推荐范围内。
K值优化不仅需要考虑废液特性、浓缩液控制目标、核电厂现场运行的其他干扰因素,还要考虑下游固废处理工艺和厂房贮存条件的适用性。另外,K值直接影响氢氧化钠添加量、二次废物产生量、浓缩液输送管道和设备的保温措施等。因此,本文以田湾5、6号核电厂为例,探讨K值优化需要考虑的因素,并通过与田湾一期对比,分析K值优化对电厂废物产生量、设备和厂房保温措施以及运行工况的影响,希望能给其他核电项目提供数据和经验参考。
一、K值优化分析
废液处理系统蒸发单元工艺简图,如图1所示,正常运行工况下,当废液化学物质含量或放射性水平很高时,需将废液槽废液送至蒸发单元处理,蒸发器内的浓缩液通过顶部的压缩空气向TES浓缩液槽输送。由于浓缩液输送通常在蒸发器停运后发生,为避免此期间含硼浓缩液发生结晶堵塞设备和管道的风险,故需要在蒸发前通过向废液槽内添加氢氧化钠来调节K值,以保证蒸发单元运行和浓缩液输送期间,浓缩液管线和设备内不出现硼酸结晶现象。

图1 废液处理系统蒸发单元简图
田湾核电厂一期工程废液处理系统通过添加氢氧化钠控制废液pH>11,即K>1来实现防止硼结晶,相应的氢氧化钠使用量较大,浓缩液产生量及固化体产生量均有所增加。为满足废物最小化原则,从源头上尽可能减少废物产生量,减少氢氧化钠使用量,对田湾核电厂5、6号机组的废液处理系统(TEU)K值进行优化,通过实验得到核电厂最低环境温度5℃下,含硼15,000ppm浓缩液在硼浓度、晃动和杂质的影响下不结晶的K值范围,经分析给出优化K值。
(一)硼浓度。由于K值在蒸发前后不变,核电厂是通过向图1所示的废液槽内添加氢氧化钠来调节K值。废液槽内接收废液的硼浓度按照一回路反应堆冷却剂下泄水质考虑,即含硼在0~2,200ppm,经TEU蒸发单元得到的浓缩液含硼控制值为15,000ppm。根据钠硼盐结晶温度[1~3]看,硼浓度<2,200ppm的溶液在室温(25℃)下不会发生结晶,因此,试验应重点分析蒸发后的浓缩液,即含硼15,000ppm的废液结晶情况。
考虑到现场浓缩液控制值的波动性以及同温度同K值下,硼浓度越高,含硼废液越容易发生硼结晶的情况,选择硼浓度15,000~30,000ppm的模拟废液,进行结晶温度试验,结晶温度与K值的关系曲线,如图2所示。
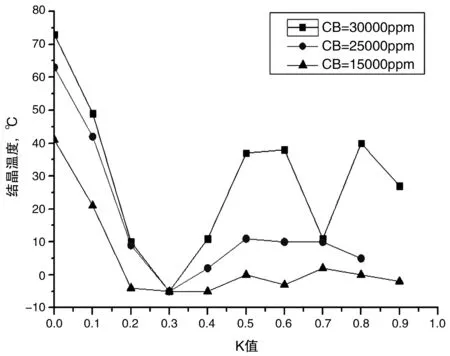
图2 含硼15,000~30,000ppm溶液的K值与结晶温度关系曲线
如图2所示,同一K值下,溶液硼浓度越高,结晶温度越高,溶液越容易发生结晶。随着K值增大,三种硼浓度的溶液的结晶温度均不同程度的下降,当K值大于0.3,溶液的结晶温度有所回升,当K值增大到0.8,溶液结晶温度又开始出现下降趋势。如图2所示,在核电厂最低环境温度5℃下,含硼15,000~30,000ppm溶液不结晶的K值范围为0.2~0.4和大于0.8。
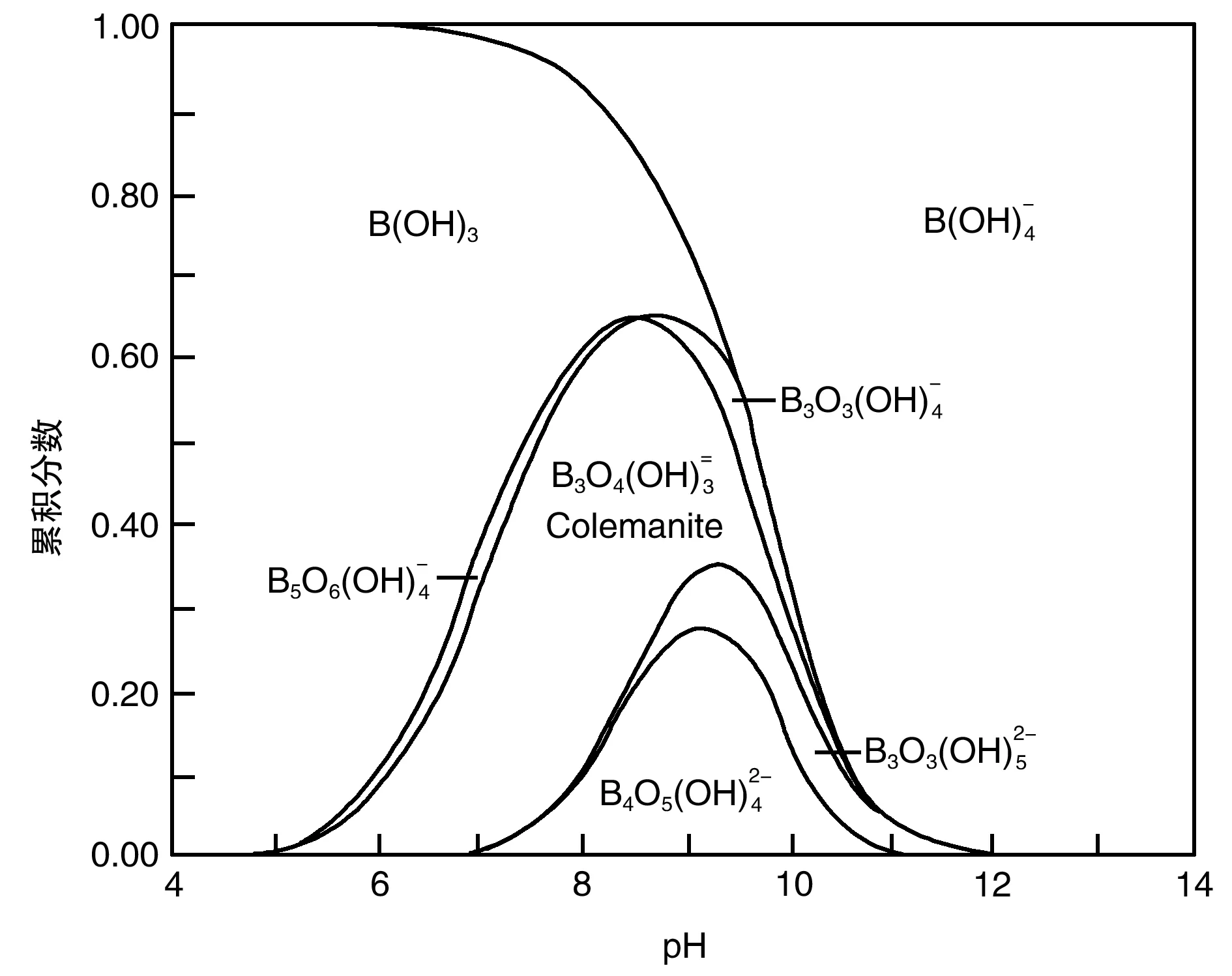
图3 钠硼盐溶液中聚合硼阴离子含量估算(B2O3=13.93g/L)[4]

虽然K=0.2~0.4和K>0.8在核电厂最低环境温度5℃下溶液(含硼15,000~30,000ppm)均不结晶,但是考虑K值越大,氢氧化钠添加量越大,这不仅增加化药费用,也将导致二次废物(浓缩液固化废物或蒸干废物)产生量增大。因此,优先考虑和选取最低环境温度5℃下,浓缩液不结晶的较低的K值范围,即K=0.2~0.4。
(二)杂质和扰动。废液硼结晶,除了受温度和硼浓度影响,还需要考虑现场管道或设备内流体扰动以及杂质对结晶的影响。因此,不仅分析静态(无扰动和杂质干扰)溶液结晶情况,还需要考虑动态(有扰动和杂质)下溶液的结晶情况以及出现结晶后,温升再溶解的情况,以便必要时指导现场采取合理的温度控制措施。
实验中为模拟核电厂的杂质和扰动工况,选用海砂、废树脂或石英砂作为杂质,并通过对盛装模拟废液的试验瓶进行人工晃动。在恒温5℃下,推荐的K值范围0.2~0.4,进一步细化K值并考虑了杂质和扰动对溶液硼结晶的影响,试验结果如表1所示。
由表1分析可知,无论是静态试验还是动态试验,随着硼浓度增大,T=5℃不结晶的K值范围越小。此外,同一硼浓度的溶液,与静态试验相比,晃动或添加杂质都将导致不结晶的K值范围变窄。这是由于晃动加速了晶种的长大,而引入杂质也有利于晶核的生成和长大,从而使介稳状态的溶液更容易发生硼结晶。

表1 浓缩液在杂质、搅拌影响下不结晶的K值范围(T=5℃)
为了优化K值,综合考虑杂质和晃动的影响,发现当浓缩液硼浓度在目标控制值15,000ppm时,K值在0.20~0.25范围内不结晶。但由于蒸发单元实际运行存在浓缩液硼浓度大于15,000ppm情况,故考虑浓缩液硼浓度波动的影响,如表1所示,当硼浓度从含硼15,000ppm增加到25,000ppm,兼顾杂质和晃动对结晶的影响,只有K=0.23时仍不结晶。综上考虑,对于含硼15,000ppm的浓缩液,优化后推荐K值的控制范围为0.20~0.25,最佳K值为0.23,对应pH值控制在7.6~7.7。
(三)K值波动。核电厂实际运行中会出现K值没控制在优化范围内,为此实验了含硼15,000ppm,K值波动下浓缩液结晶的情况以及结晶后再次溶解的温度,结果如图4所示。
如图4所示,随着K值增大,浓缩液中晶体再次溶解的温度升高,当K值在0.4~0.8范围内,溶解温度均在25℃,而当K值大于0.8,随着K值增大,溶解温度反而下降。与静态试验相比,结晶K值范围增大,溶解温度升高,这是因为杂质和晃动都加速了结晶的生成。另外,由于K值在0.4~0.8范围内的主要成分是硼砂,所以结晶温度高达25℃;当K>0.8,偏硼酸钠开始形成,随着K值增大,偏硼酸钠逐渐成为溶液的主要成分,溶解温度呈下降趋势。

图4 含硼15000ppm溶液结晶后溶解温度与K值的关系曲线(考虑杂质和扰动)
综上可知,含硼15,000ppm浓缩液,考虑硼浓度波动、杂质和扰动的影响,优化后K值范围是0.20~0.25,最佳K值为0.23。根据图4试验结果,发现一旦核电现场TEU系统运行期间,K值没控制在优化范围内时,则需要保证浓缩液在25℃以上,才会避免结晶堵塞管道和设备的风险。因此,图4结果为核电厂TEU系统的温控措施提供依据。
(四)温控措施。通过上述硼浓度、杂质、扰动以及K值波动的影响分析,发现若K值控制在优化范围0.20~0.25内,则环境温度5℃下,浓缩液不会结晶,若K值超出优化范围,则需要温控措施保证浓缩液温度不低于25℃。
田湾核电厂5、6号机组TEU主要通过房间通风温度控制和管道设备电伴热措施:一是控制室温:浓缩液所在的设备间,蒸发器房间、强制循环泵间用电加热器维持房间温度在30℃。二是管道加热:输送浓缩液的管道,通过管道电伴热措施,将管道加热到46℃~55℃。
二、K值优化对比分析
核电厂废液处理系统K值优化,产生的直接影响有:NaOH添加量、含硼浓缩液产生量、浓缩液特性、防硼结晶相关厂房和设备的温控措施。此外,K值优化也受下游固体废物处理系统对浓缩液处理工艺的影响。
就上述问题,K值优化后与田湾1、2机组对比分析,如表2所示。
注:①折算后对应的K>1。
②基于进料废液特性(硼浓度等)、蒸发浓缩倍数相同,且田湾一期的K值大于1的条件下。
由表2可见,为满足田湾核电厂T4UKT对全厂统一的浓缩液接收要求,田湾5、6号机组浓缩液控制值与田湾一期相同,即为含硼15,000ppm。但是由于田湾一期对废液调节,只通过控制蒸发前废液pH值,而田湾5、6号机组是通过优化K值,并控制在推荐范围0.20~0.25内,同样实现T=5℃下浓缩液不结晶。K值优化后,NaOH添加量减少至少75%,浓缩液产生量减少至少31%,从而使送往T4UKT浓缩液蒸干压实后的废物量减少至少31%,满足废物最小化要求。
另外,由于K值优化后,浓缩液组成不单一,且属于介稳状态,一旦K值超出优化范围,则会出现结晶风险,为此需要温控措施防止因人员操作使K值超优化范围而结晶。因此,综上各种影响,分析认为,在运行控制满足K值优化范围的情况下,K值优化后,不仅实现避免硼结晶风险,也满足废物最小化要求,相应产生一定的经济效益。
三、结语
为实现废物最小化,减少氢氧化钠用量和浓缩液产生量,对核电厂田湾5、6号机组的废液处理系统的钠硼比(K值)进行优化。通过实验,考虑了硼浓度、温度、杂质、扰动对溶液结晶的影响,并考虑了核电厂人员操作失误(K值波动),最终得到适用于核电厂的,最低厂房温度5℃不结晶的优化后的K值范围。第一,纯硼酸溶液随K值增大,结晶温度呈下降回升再下降趋势。在5℃环境温度下,不考虑杂质和扰动的影响,当K=0.2~0.4和K>0.8,含硼30,000ppm以下的溶液均不结晶。第二,杂质和扰动均加速溶液结晶。因此,T=5℃,在杂质、晃动和硼浓度波动的影响下,含硼25,000ppm以下的溶液不结晶的K值0.23,对应pH值为7.6~7.7;若核电厂浓缩液硼浓度控制在目标值15,000ppm,则K值0.20~0.25范围内均不结晶。第三,考虑核电厂人员操作导致K值波动的影响,建议采取温控措施,保证浓缩液温度不低于25℃。第四,K值优化,比田湾一期减少NaOH用量至少75%,浓缩液产生量减少至少31%,避免硼结晶风险,满足废物最小化要求,产生一定的经济效益。
猜你喜欢
机械工业标准化与质量(2022年5期)2022-08-12
机械工业标准化与质量(2022年6期)2022-08-12
无机盐工业(2022年2期)2022-02-21
水泵技术(2021年4期)2021-11-20
上海大中型电机(2021年2期)2021-07-21
环境卫生工程(2020年3期)2020-07-27
中国资源综合利用(2019年6期)2019-01-21
固体火箭技术(2018年4期)2018-08-31
环境卫生工程(2017年6期)2018-01-10
天津造纸(2016年1期)2017-01-15
