普鲁兰-明胶可食用保鲜膜配比优化及在绿茶储藏中的应用
2019-09-24 01:17:00楚银凤包承润徐烨雯朱益波
常熟理工学院学报 2019年5期
楚银凤,包承润,张 璐,吕 旭,徐烨雯,朱益波
(常熟理工学院 生物与食品工程学院,江苏 常熟 215500)
1 引言
随着人们食品安全和环保意识的增强以及对塑料包装物等难以降解污染物容忍度的下降,在保障食品安全的同时,开发环境友好型、安全、环保的多功能膜已成为食品界追求的潮流新趋势. 其中食品保鲜膜因其在食品工业中的重要作用而使其功能性及安全性成为研究的一大热点[1]. 因不必使用防腐剂而能延长食品保质期的可食性膜和涂膜在食品加工保藏方面优势明显[2]. 为了减少塑料制品对人体的伤害,世界各国都制定了一系列食品包装安全的法典法规,研究新型包装膜[3]. 可食用保鲜膜凭借其区别于传统PVC、PP保鲜膜的绿色、安全、可降解的特性,成为新型包装的研究热点. 现阶段国内针对可食用保鲜膜的研究主要集中在以下几个方面:(1)选材方面多根据原料性质选择多糖类、蛋白质类或复合类等膜剂.(2)研究可食用膜的制备工艺及优化方案. (3)研究可食用膜在冷冻食品和果蔬保鲜中的应用[4].
可食用保鲜膜是以天然可食性生物大分子物质为基质,辅以可食性的增塑剂、交联剂等物质,通过一定的加工工艺形成一种结构致密的薄膜. 一般使用壳聚糖、淀粉、纤维素、蛋白质等具有良好生物相容性、可降解性的多糖[5-6]. 通常把预制的独立膜称为薄膜,把涂层、浸渍、喷洒在食品表面而成的薄膜称为涂层. 目前,可食用膜根据成分可分为多糖薄膜、蛋白质薄膜、脂质薄膜、复合膜等[7-8]. 在所有种类的可食用膜中,多糖类可食用膜相比于其他可食用膜有更大的分子量,化学性质更加稳定[4]. 由多糖制备的可食用膜除了具备稳定的结构、低氧气透过率、低油脂渗透率外,还具有自己的独特性质:较强的水溶性和较好的机械性能. 正是这些独特的性质使可食性膜可以作为新型速溶食品的包装材料[9-10].
普鲁兰多糖成膜性良好,应用于食品中,具有一定的抑制真菌的作用[11]. Muhtaseb等[12]发现普鲁兰膜可用于制作一次性包装袋,由普鲁兰多糖制成的膜不仅可食用、可降解,还具备良好的热封性能和阻油、阻氧性能. 与此同时,膜透明度极高并且高度溶于水[13-15]. 明胶极易形成透明胶体,具有良好的胶凝性、持水性、成膜性等. 它的这些特点再加上低廉的价格,让明胶大量应用于复合可食用膜中[16]. 将普鲁兰多糖与明胶混合制成的复合膜同时具有二者的优点,本文主要研究该复合保鲜膜的性质及其作为茶叶包装的应用效果,为其在食品保鲜方面的应用提供一定的参考.
2 材料和方法
2.1 材料与仪器
普鲁兰多糖,购自河南万邦实业有限公司;食用明胶,购自河南博洋明胶有限公司;甘油,购自浙江大好人家实业有限公司;散装绿茶茶叶,购自常熟市大润发超市.
电子天平,上海精天仪器有限公司;KH-300B型超声波脱气机,昆山禾创超声仪器有限公司;电热恒温水浴锅,上海新苗医疗器械制造有限公司;电热鼓风干燥箱,天津市泰斯特仪器有限公司. 真空干燥箱,上海新苗医疗器械制造有限公司;生化培养箱,上海新苗医疗器械制造有限公司. 离心机,上海安亭科学仪器;可见分光光度计,上海菁华科技仪器有限公司.
2.2 膜的制备
将普鲁兰多糖、明胶和甘油按照一定比例进行混合,加入50 mL蒸馏水中,于温水浴中充分溶解,超声波脱气2 h后,取10 ml混合溶液流延于10 cm×20 cm洁净干燥玻璃板上,室温静置1 h,于真空干燥箱中过夜干燥成膜. 干燥完成后,将玻璃板取出,在室温下回软24 h,然后揭膜并常温保存于干燥器内待用.
膜性能影响因素的正交实验设计:根据高丹丹[13]对可食性膜组成的优化可知,单因素分析分别在普鲁兰多糖浓度为2%,明胶浓度为5%,甘油浓度为1%时,水蒸气透过系数、氧气透过率、抗拉指数等最好.而根据响应面分析三者的交互作用,此时普鲁兰多糖含量为1.8%~2.2%,明胶含量4%~5%,甘油含量为1%时,膜性能最优. 本研究参考上述研究结果,并经预实验验证确定了明胶、普鲁兰多糖以及甘油量的正交实验范围. 同时考虑不同干燥温度对膜性能影响设计如表1所示正交实验表. 其他成膜条件如本节前面所述.
2.3 性能的测试
2.3.1 膜厚度的测定
采用千分尺测定每张薄膜厚度,根据GB/T 6672—2001[17],均匀取13个点(其中一点过膜中心点),以平均值作为薄膜的厚度值,精确到0.001 mm.
2.3.2 水溶性的测定
将膜剪成20 mm×20 mm大小的膜片,置于200 mL 90 ℃去离子水中,用磁力搅拌器搅拌直至膜片完全溶解,记录样品完全溶解的时间.
2.3.3 水蒸气透过系数的测定
根据GB/T 1037—1988[18],在干燥皿中加入无水氯化钙(无水氯化钙先粉碎,粒度为0.6~2.36 mm,在200 ℃烘箱中干燥2 h,冷却后加入),其加入量应使干燥剂距试样表面约3 mm. 用千分尺测量膜厚度后再将薄膜用凡士林封口,并称重. 将称重后的干燥皿放入温度为25 ℃,湿度为95%RH的智能人工气候箱内,之后每隔一定时间取出干燥皿称重,由公式(1)和(2)计算水蒸气透过系数.
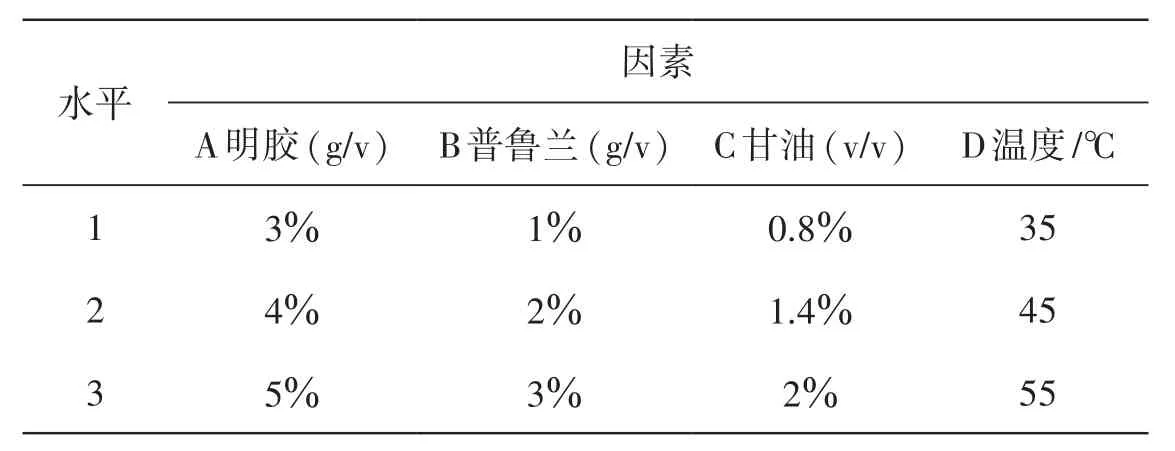
表1 正交试验因素与水平表

式中:WVT为水蒸气透过量(g·m-2·d-1);t为质量增量稳定后的两次间隔时间(h);Δm为t时间内的质量增量(g);A为试样透水蒸气的面积(m2).

式中:Pv为水蒸气透过系数[19]d为试样厚度(cm);△p为试样两侧的水蒸气压差(Pa).
2.3.4 阻氧性的测定
在称量皿中装入20.0 g新鲜大豆油,用膜覆盖容器瓶口并密封,存放于60 ℃培养箱内陈化10 d. 用硫代硫酸钠滴定法测定油脂的过氧化值.
过氧化值的测定:根据GB5009.227—2016[20],称取2~3 g试样,称量精确到0.001 g,置于250 mL碘量瓶中,加入30 mL三氯甲烷-冰乙酸混合溶液,使试样完全溶解. 准确加入1.00 mL饱和碘化钾,紧密塞好瓶塞,并轻轻震荡0.5 min. 在暗处存放3 min,取出后加100 mL水,摇匀,立刻用硫代硫酸钠标准溶液滴定析出的碘,其中当过氧化值估计值在0.15(g/100 g)及以下时,用 0.002 mol/L标准溶液;过氧化值估计值大于0.15(g/100 g)时,用0.01 mol/L标准溶液。至溶液呈淡黄色时,加入1.00 mL淀粉指示剂,继续滴定并强烈振摇直至蓝色消失为终点,记录消耗量,并按同一方法做空白试验. 空白试验所消耗0.01 mo1/L硫代硫酸钠溶液体积V0不得超过 0.1 mL. 过氧化值按照公式(3)进行计算. 根据油脂的过氧化值来判定薄膜的阻氧性.

式中:X为样品中过氧化值(g/100 g);V为样品消耗硫代硫酸钠标准溶液的体积(mL);V0为试剂空白消耗硫代硫酸钠标准溶液的体积(mL);c为硫代硫酸钠标准溶液的浓度(mol/L);m为待滴定样品的质量(g).
2.4 膜在绿茶贮藏中的应用
将普鲁兰多糖-明胶可食用膜制作成3 cm×3 cm的正方形小包装,每一份装入市售散装茶叶2 g,封口备用. 根据存储期加速试验,实验温度对变质的影响,将膜包茶叶与散装茶叶分别置于60 ℃生化培养箱.每隔24 h,取出样品进行茶多酚的含量检测. 根据GB/T 8303—2013[21]将茶样品磨碎,按照GB/T 8313—2008《茶叶中茶多酚和儿茶素类含量的检测方法》方法二[22]测定茶叶中茶多酚含量.
3 结果与分析
3.1 正交设计实验结果
不同条件下制备的可食用薄膜的水溶性、阻氧性、水蒸气透过系数等试验结果见表2. 由表2可见,膜的溶解时间与过氧化值总体呈现出相反的趋势,即溶解时间短,过氧化值高. 对照成膜条件可以看出,溶解时间与明胶或者普鲁兰的百分含量成正比,两者含量高则溶解时间较长. 由此可见,适当提高膜的多糖或者明胶比例有助于提高膜的阻氧性能,但同时会降低膜的水溶解性能. 过氧化值与水蒸气透过量总体表现出相同的趋势,这意味着水蒸气透过量大的同时氧气也更易透过膜,导致过氧化值增加. 根据成膜条件各因素对膜指标的极差分析表明,影响膜的水溶性(溶解时间)、阻氧性能(过氧化值)、透气性(水蒸气透过系数)的主次因素如表3所示.
3.2 综合平衡分析法优化成膜条件
可食用薄膜的最优配方,即最优水平组合需要根据膜的使用目的进行确定. 由于不同指标受成膜条件的影响不同,因此采用综合平衡法的分析方法[23],首先逐个考察每个因素对指标的影响,其次进行分析比较,最后确定最优的水平组合.
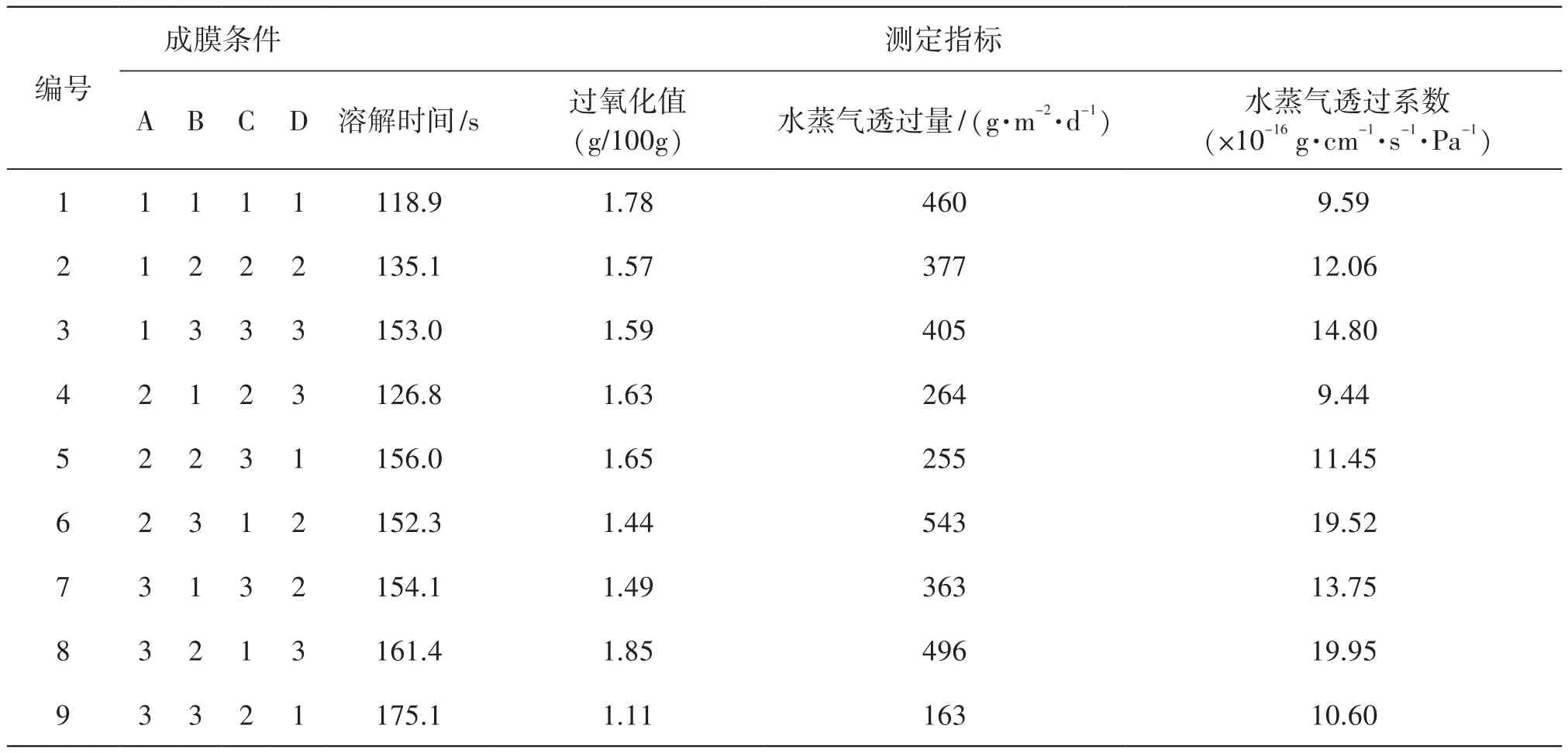
表2 正交设计膜性能测试结果
3.2.1 成膜条件对膜的水溶性能影响
如图1所示,在相同条件下,可食用膜溶解于水中的时间越短,其水溶性越好. 构成膜的主体材料即明胶和普鲁兰含量越高,溶解时间显著增加. 因此,要使膜具有较好的耐水性能,各因素最优组合是明胶5%,普鲁兰多糖3%,甘油2%,温度55℃.
3.2.2 成膜条件对膜的阻氧性能的影响
成膜条件对膜的阻氧性能的影响如图2所示. 作为包装材料,膜优异的阻氧性能有助于阻止外部氧化剂渗入包装与产品接触.测定的油脂过氧化值越小,则可食用膜的阻氧性能就越好. 因此,对阻氧性的成膜条件优化,各因素最优组合是明胶4%,普鲁兰多糖3%,甘油1.4%,温度45 ℃.
3.2.3 成膜条件对膜水蒸气透过系数的影响
成膜条件对膜水蒸气透过系数的影响如图3所示. 作为包装材料,通常维持较低的水蒸气透过系数有助于维持包装内部微环境. 因此,对水蒸气透过系数优化,各因素最优组合是明胶3%,普鲁兰多糖1%,甘油1.4%,温度35 ℃.
3.2.4 成膜条件对机械强度的影响
成膜条件对机械强度的影响如图4所示. 作为包装材料,一般需要较高的机械强度,这样可以降低包装破损导致的商品外泄、变质等情况发生的概率. 因此,对机械强度优化,各因素最优组合是明胶3%,普鲁兰多糖1%,甘油1.4%,温度35 ℃.
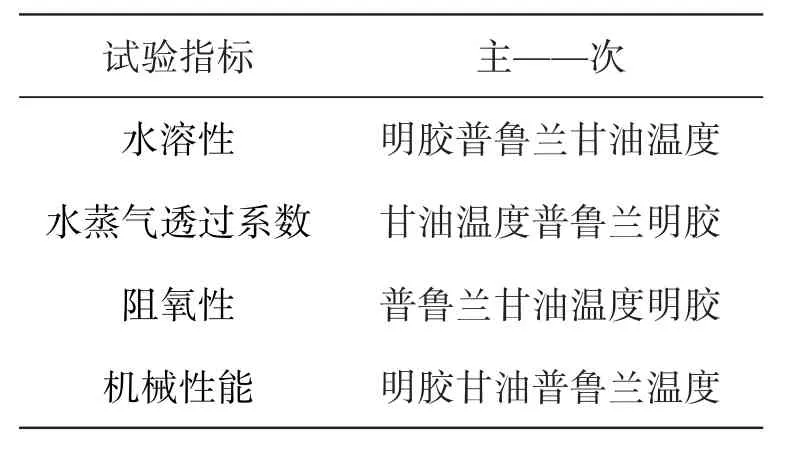
表3 各因素主次顺序
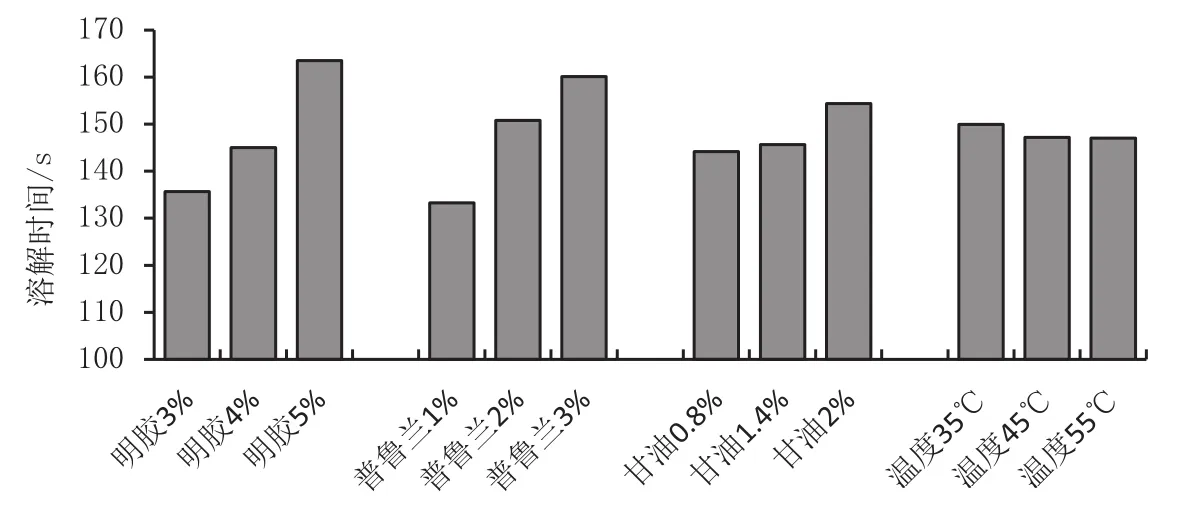
图1 各因素对水溶性的影响
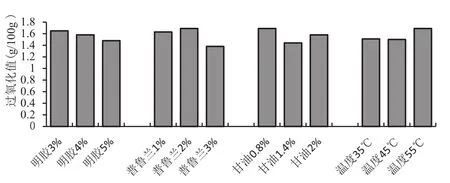
图2 各因素对过氧化值的影响
由于4个指标单独分析出来的最优条件并不一致,所以需要根据因素对4个指标影响的主次顺序综合考虑,以确定最优条件. 各指标的影响因素主次次序如表3所示.
对于明胶比例:从主次顺序来看,对水溶性和机械强度影响第一位,而对水蒸气透过系数及阻氧性的影响则排在第四位,为主要因素. 因此,以主要因素作为主选因素的水平. 从初选的最优水平组合中可以看出,对水溶性明胶含量为3%时最好. 明胶分子中含有一种类三螺旋结构,主要靠分子内氢键和氢键水合维系,而明胶分子中的亚氨基酸Pro的-NH和Hyp的-OH与其他氨基酸侧链基团及水分子均可形成氢键,利于类三螺旋结构的稳定[15,24-25].在一定条件下,普鲁兰-明胶溶液中明胶含量越高结构越稳定,其机械性能也就越好,故选择质量分数为4%的明胶.
对于普鲁兰多糖比例:从主次顺序表中可见,对阻氧性的影响排在首位,为主要因素. 以阻氧性这一指标来考虑,从初选最优水平组合中可知,应选择质量分数为3%的普鲁兰多糖.
对于甘油比例:根据表3和初选最优水平可知,甘油对水蒸气透过系数的影响居于第一位,为主要因素. 可能是因为甘油的分子结构中有3个羟基,与水分子中的氢可以形成氢键,能够束缚水分子. 具有良好的保湿效果,能有效阻止水分的散失[26]. 故对水蒸气透过系数影响最大. 因此甘油选择质量分数为1.4%.
对于温度:温度对水蒸气透过系数的影响排在第二位,对水溶性和机械强度的影响排在最后,属次要因素. 对水蒸气透过系数而言,取35 ℃时最好;对阻氧性,45 ℃时较优. 茶叶中重要的成分茶多酚极易氧化,评价茶叶质量最重要的指标即茶多酚含量,故阻氧性对茶叶质量影响最大,成膜干燥温度选择45℃.
基于以上分析,本研究确定的成膜条件为:明胶质量分数4%,普鲁兰多糖质量分数3%,甘油质量分数为1.4%,干燥温度为45 ℃.
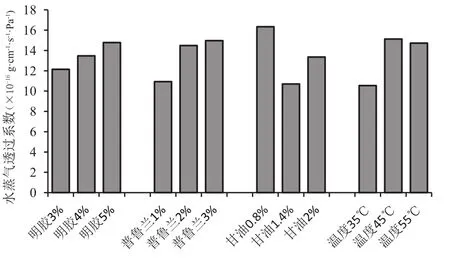
图3 各因素对水蒸气透过系数的影响
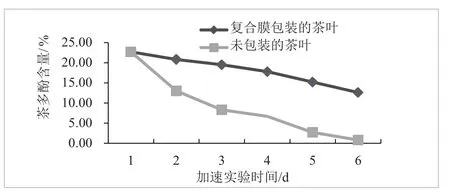
图4 茶多酚含量变化趋势图
3.3 加速试验条件下可食用膜包装对绿茶茶多酚含量的影响
对于普鲁兰多糖-明胶可食用膜是否对食品储存期产生影响,采用食品储存期加速实验的方法. 根据蔡燕芬[27]关于食品储存期加速理论,利用化学动力学来量化外来因素会对变质反应产生影响. 通过将温度控制在高于正常水平的方法,可以加速整个食品变质过程. A.G.Davies[28]的研究表明温度是导致茶叶变质的直接原因,当温度每上升18华氏度,茶叶变质的速率就会增大一倍. 在60℃的条件下,理论上变质的速度将会加快7倍.
加速实验条件下,可食用膜包装的绿茶与散装茶叶茶多酚含量变化如图4所示. 经t检验,此时t值为2.801,P=0.025<0.05,表明可食用膜包装的茶叶经加速实验处理后,茶叶中茶多酚含量与未包装的茶叶有着显著差异. 由结果可以看出,在储存期加速实验处理后,茶叶变质的速度大幅度加快. 茶多酚作为维持茶叶色香味的主要成分,也是茶叶中保健功能的主要物质,迅速被氧化. 利用普鲁兰多糖-明胶可食用膜制备的茶叶包在加速处理过程中,茶多酚含量下降速度明显低于散装. 包装组的茶叶样品经过6 d的加速处理,茶多酚含量从最初的22.7%下降到12.6%. 而散装的茶叶在同样条件下,茶多酚含量则迅速下降到0.8%. 对比可发现,使用普鲁兰多糖-明胶可食用膜包装后,茶多酚被氧化的速度减慢. 实验结果证明了利用该配比制备的膜具有良好的阻氧性能,应用到茶叶的包装中,可抑制茶多酚的氧化,有助于显著延长茶叶的保质期.
4 结论
本文通过正交设计试验,采用综合平衡法对多个因素逐一分析,获得复合可食性薄膜的最优工艺参数,即明胶质量分数为4%,普鲁兰多糖质量分数为3%,甘油含量为1.4%,干燥温度为45 ℃时,可食性薄膜的综合性能最优. 多糖类可食用膜凭借优秀的机械性能,高透明度[29]和良好的隔氧性能,有望代替传统保鲜膜,更适合作为速溶食品的包装材料.
猜你喜欢
现代农业科技(2022年1期)2022-01-17 07:17:32
核科学与工程(2021年4期)2022-01-12 06:29:32
现代临床医学(2021年6期)2021-11-20 06:34:50
食品与药品(2020年1期)2020-03-10 03:25:00
钻井液与完井液(2018年5期)2018-02-13 01:06:52
中成药(2017年12期)2018-01-19 02:06:48
中国洗涤用品工业(2015年4期)2015-02-28 19:02:15
食品工业科技(2014年23期)2014-03-11 18:19:05
食品工业科技(2014年13期)2014-03-11 18:16:48
中国粮油学报(2014年8期)2014-02-06 01:34:10