
通过测厚仪标定提高带钢厚度精度
2019-09-21 03:11:06葛影
山西冶金 2019年3期
葛 影
(唐山科技职业技术学院, 河北 唐山 063010)
1 测厚仪概述
单机架机组在生产过程中采用了先进的AGC厚度自动控制系统,测厚仪通过对带钢连续的测量,将带钢实际厚度反馈给AGC闭环控制系统,AGC液压缸通过执行机构进行调节,最终保证轧后带钢实际厚度精度。
2 测厚仪标定
测厚仪的测量精度很大程度上取决于测厚仪的精确标定,标定过程中的偏差直接影响到测量结果与实际结果的偏差。测厚仪的标定采用本生产线生产钢板制作的标准样板,通过测厚仪离线时进行不同厚度样板叠加,找出修正系数,由于0.3~0.4 mm薄规格生产时测厚仪只要出现零位飘移,轧制实际厚度与设定厚度就会存在一定的偏差,在生产过程中对薄规格钢板进行多次取样,以实验室测量厚度为基准对测厚仪进行标定。
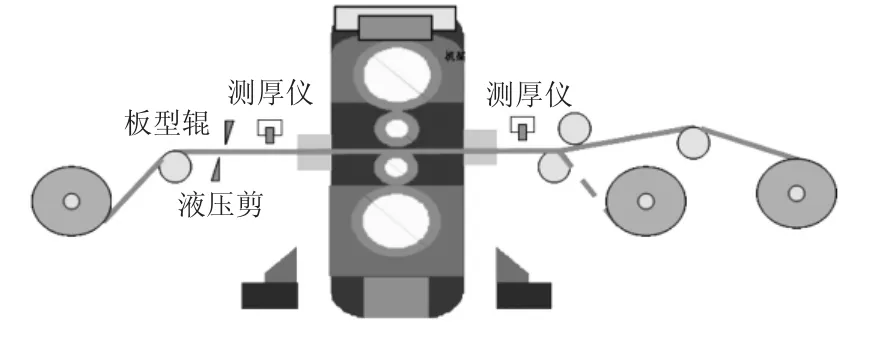
图1 单机架测厚仪分布示意图
图1显示出了单机架测厚仪的分布情况,单机架测厚仪位于入口和出口,主要是对原料及各道次轧制实际厚度进行测量反馈给厚度自动控制系统,消除厚度偏差。
表1列出了不同样板的实验室测量厚度和测厚仪测量的厚度,图2为根据表1得出的厚度测量修正曲线。

表1 不同样板的实验室测量厚度和测厚仪测量厚度情况mm
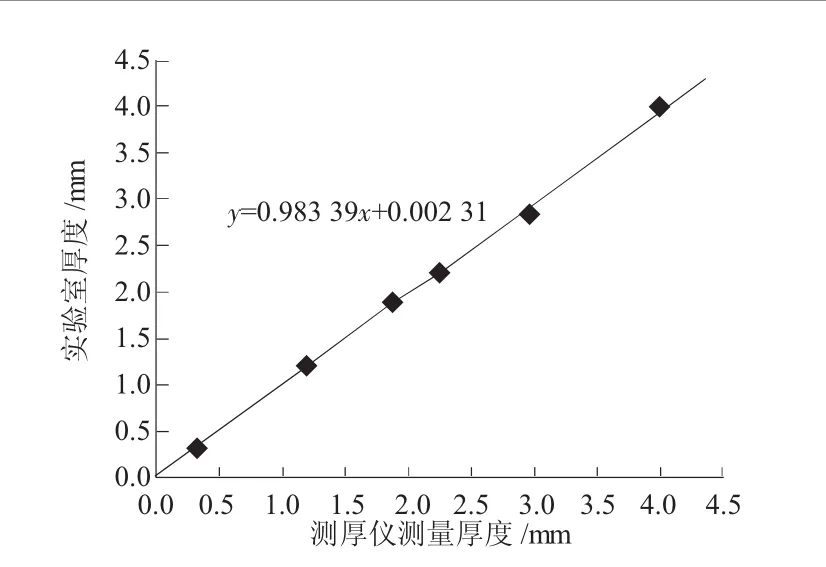
图2 厚度测量修正曲线
通过对测厚仪的精确标定,保证了单机架可逆式轧机生产结构级产品的厚度精度。单机架在轧制带钢提速和降速阶段,带钢厚度会出现剧烈波动,起车时先出现厚度超厚,紧接着出现厚度超薄,经过轧制60 m以后厚度才能稳定。出现这种问题是由于二级给定的辊缝值是根据轧制力计算的,因此,修改了BIS-AGC模型中关于辊缝压下计算的δS,二级系统中轧制力给定值计算值在原基础上降低350 kN,减少0.017 mm辊缝压下,见下页图3、4。修正后成功将带头带尾厚度超差控制在30 m以内。
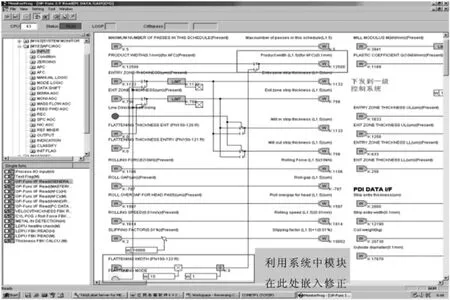
图3 一级系统中修正值的嵌入
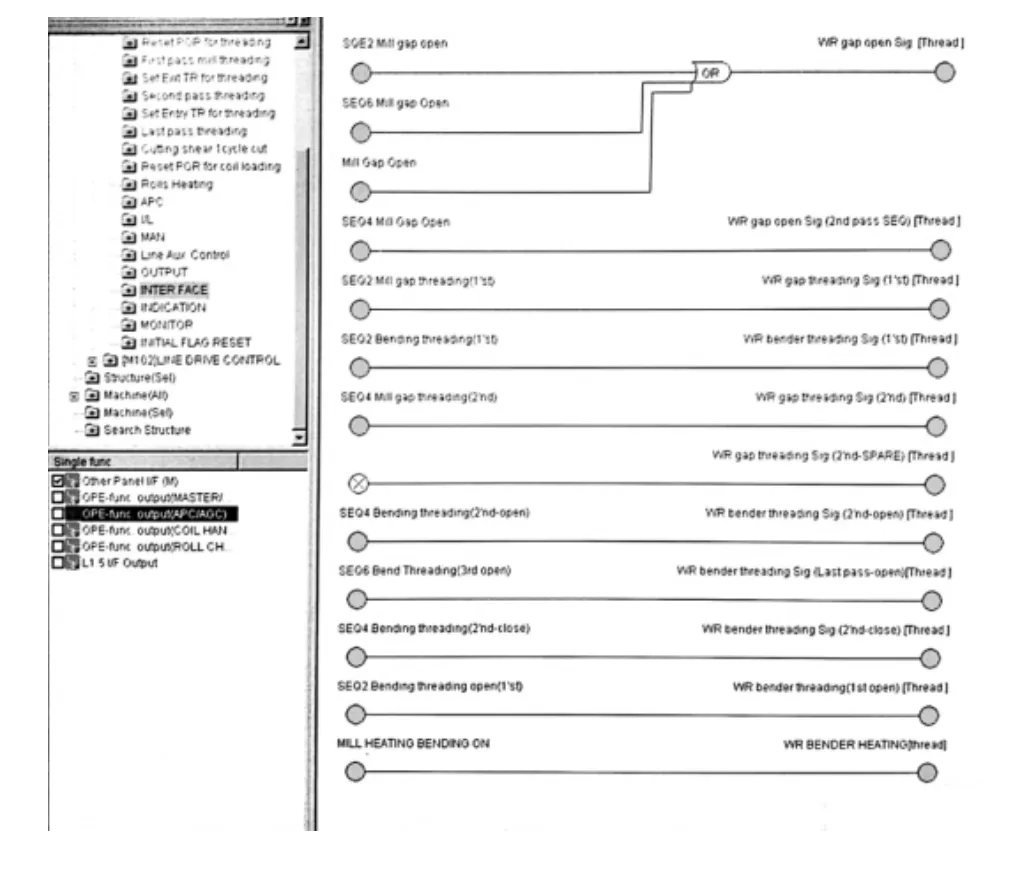
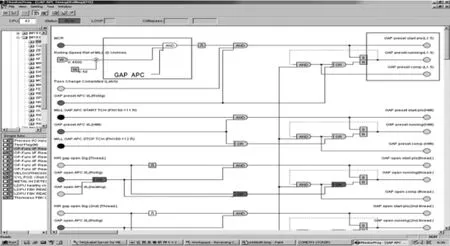
图4 二级发给一级的辊缝预设值修正
为保证带钢整体厚度稳定,根据带钢秒流量计算公式,转向辊采用编码器(PLG)测算出带钢出口方向速度,然后反算出带钢厚度。
3 结论
测厚仪对原料及各道次轧制实际厚度进行测量反馈给厚度自动控制系统,消除厚度偏差。
1)经修改了BIS-AGC模型中关于辊缝压下计算的δS,二级系统中轧制力给定值计算值在原基础上降低350 kN,减少0.017 mm辊缝压下。修正后成功将带头带尾厚度超差控制在30 m以内。
2)根据反馈值和测厚仪测出的带钢实际厚度作比较,算出偏差δS,每500 ms在GAP-APC位置转化成辊缝补偿值动态给定,实现带钢整体厚度精度稳定。
猜你喜欢
新疆钢铁(2021年1期)2021-10-14 08:45:36
今日农业(2020年13期)2020-08-24 07:35:08
航天工业管理(2019年11期)2019-04-20 07:05:38
人大建设(2018年11期)2019-01-31 02:40:56
电子测试(2018年18期)2018-11-14 02:31:08
能源(2018年5期)2018-06-15 08:56:00
商品与质量(2018年50期)2018-04-15 08:32:24
能源(2017年9期)2017-10-18 00:48:22
化工管理(2015年9期)2015-03-23 11:39:44
小说月刊(2014年11期)2014-04-18 14:12:27
