
型钢锯机传动过程中故障分析及改进
2019-09-21 03:11孔令强
山西冶金 2019年3期
孔令强
(山东钢铁莱芜分公司型钢厂, 山东 莱芜 271104)
锯机是型钢生产线核心设备,目前国内外锯机传动设计有多种,但应用最为广泛是V型带传动,这种传动特点柔性较大,能够减少瞬时冲击引起的振动,降低噪音,同时具有较强的过载保护作用。
1 锯机现状
莱钢股份型钢厂,主要生产H型钢、异型钢等型钢产品。轧线最初设计为滑座式冷锯机,主要用于锯切型钢定尺成品;冷锯机采用V型带传动。
实际运行中滑座式冷锯机V型带传动故障较多,每次故障都存在锯片被碰裂飞出、轧线产生中间废品的事故隐患,给生产顺行及安全带来较大风险,解决锯机传动中的故障,已是当务之急[1]。滑座式冷锯机结构示意图如图1。
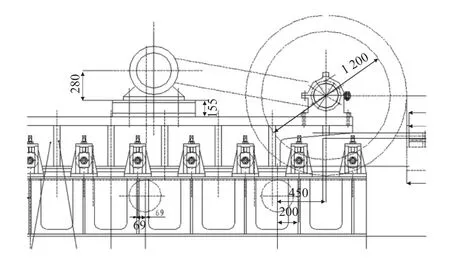
图1 Φ1800 mm滑座式固定冷锯机
2 故障现象及后果
在生产过程中,滑座式冷锯机V型带传动主要故障现象有:锯机空载运行中,V型带跳动,在锯切过程中,锯片间断性地旋转,同时V型带出现打滑现象;部分V型带跳动,在锯切过程中,部分V型带拉断或部分脱落;正常稳定运行,在锯切过程中,V型带全部拉断。
3 滑座式冷锯机技术参数

表1 滑座式冷锯机技术性能参数
4 原因分析
1)锯机空载运行中,V型带跳动;在锯切过程中,锯片间断性地旋转,同时V型带出现打滑现象;主要原因是V型带张紧程度不符合要求,也就是在测定最小预紧力作用下,挠度小于理论规定值[2]。V型挠度最小值计算公式y=1.6t/100,V型挠度实际测量方法见图2。测定挠度预紧力参数见下页表2。

图2 实际挠度测定示意图

表2 测定挠度预紧力参数
2)锯机空载运行中,部分V型带跳动;在锯切过程中,部分V型带拉断或部分脱落。
主要原因分析,V型带使用不同厂家或同一厂家不同批次的产品,V型带长度不一,所以V型带张紧度不一,造成每条V型带传递扭矩不同,部分V型带过载时,V型带被拉断。国标普通V带的基准长度系列公差见表3。

表3 普通V带的基准长度系列(GBIT 13575.1—1992)
3)锯机空载运行中,正常稳定运行;在锯切过程中,V型带全部拉断。主要原因是由于不同规格的轧件,断面形状和断面积不同,锯机锯切时如果进给速度不变时,锯切负荷远远超过设计理论值,传动严重过载,就会被拉断。
5 改进措施
1)针对V型带张紧程度不符合标准的问题,解决方法是定期对锯机V型带张紧测量,超出V型带挠度进行调整或更换V型带。
2)针对锯机皮带长度不一的问题,通过对所使用的两种V型带产品固化管理的办法解决。产品固化管理:一是选用固定厂家生产的V型带;二是备件到货后不同批次的V型带,采用分批次管理,上线使用V型带必须采用同一批次同一厂家产品。
3)针对锯机V型带锯切过载拉断的故障。锯机锯切不同规格的轧件时,调整锯机进给速度方法进行解决。根据生产现场实际锯切状况,测量各规格锯机进给速度详见下表4。

表4 各规格锯机进给速度
6 结语
通过以上技术改进和控制措施,锯机运行中故障有了明显的降低,长期以来制约生产的锯机故障基本上得到消除。同时大大降低锯机各种消耗,有力地促进了整体生产线产能释放。
猜你喜欢
制造技术与机床(2022年10期)2022-10-11
石材(2022年4期)2022-06-15
山西冶金(2021年3期)2021-07-27
水资源与水工程学报(2021年1期)2021-04-23
学生天地(2020年17期)2020-08-25
农村青少年科学探究(2020年4期)2020-06-24
红领巾·探索(2018年11期)2018-12-10
专用汽车(2016年1期)2016-03-01
重型机械(2016年1期)2016-03-01
安徽冶金科技职业学院学报(2015年3期)2015-12-02
