
关于提高铜材类焊接件螺纹强度的研究
2019-09-12 08:17焦旭邦李秀洪
中国金属通报 2019年8期
林 海,焦旭邦,李秀洪
(贵州振华群英电器有限公司(国营第八九一厂),贵州 贵阳 550018)
在接触器类电子产品生产中,会使用到一种焊接触点的接线柱,其结构形式接近于公制的平头螺栓,在螺栓的螺帽部位加装一个触点。这个加装的触点一般以焊接的方式固定到螺栓的螺帽上。因为接线柱是用来传导电子信号的,故要求接线柱整体具有良好的导电性能,通常采用铜合金材料加工,诸如黄铜、铅黄铜等[1]。使用时有触点的一端在电子产品接触器内部,用于与导电部件接通或断开,传递电信号,有螺纹的一端在接触器外部,用于连接外部设备电路。在接外部电路时,将外部设备的导电线或导电垫圈连到接线柱,然后通过螺母锁紧,从而确保导电线与接线柱良好接触。为保证电子产品使用中信号连接线的绝对可靠,要求导电线必须稳固连接,不允许脱落。这要求接线柱与螺母旋紧,并锁死。因此接线柱和螺母的螺纹要满足一定的扭矩力,使螺母在接线柱上拧紧时和工作状态下,不能出现滑丝现象导致松脱。
因此,接线柱的螺纹加工工序是零件加工的关键工序,必须严格保证质量。
1 焊接件螺纹强度变差的成因
经过对加工工艺的分析并抽取样件进行实际测量,发现问题主要出在加工流程的安排上,具体说是焊接工序破坏了零件已有的属性。
详细情况如下:按照传统的生产工艺,先车制加工接线柱,螺纹也一体成型;然后以焊接方式将触点连接到接线柱上,完成部件。因为接线柱的材质为黄铜,黄铜材料的退火温度在600℃~650℃范围内[2],而焊接触点需要800℃左右的温度[3],因此接线柱在焊接触点后相当于进行了一次退火,造成材料硬度降低,相应的接线柱上螺纹扭矩力同样降低,在加工过程中造成了生产成品不满足设计要求的超差情况出现。当接线柱上螺母拧紧时,存在螺纹滑丝的风险。
为了验证这种推断的正确性,以铅黄铜HPb59-1加工螺纹大小M5的接线柱为例,开展了一次实验检测。分别对焊接触点前、后接线柱材料硬度(HV)和螺纹可承受的扭矩力进行对比检测,检测结果如表1所示。
通过测量数据可以发现,焊触点前,样件的平均硬度达到145 N/mm²,平均扭矩力3.7 N·m,样件的质量一致性没有问题;焊触点后,样件的平均硬度下降到98.13 N/mm²,平均扭矩力下降到2.57 N·m。硬度下降到原来的67.7%,扭矩力下降到原来的69.5%。可见,焊接触点后的接线柱材料硬度大幅降低,螺纹可承受的扭矩力也随之大幅降低。带来的结果是螺纹的受力极限值下降,加大了滑丝的风险。
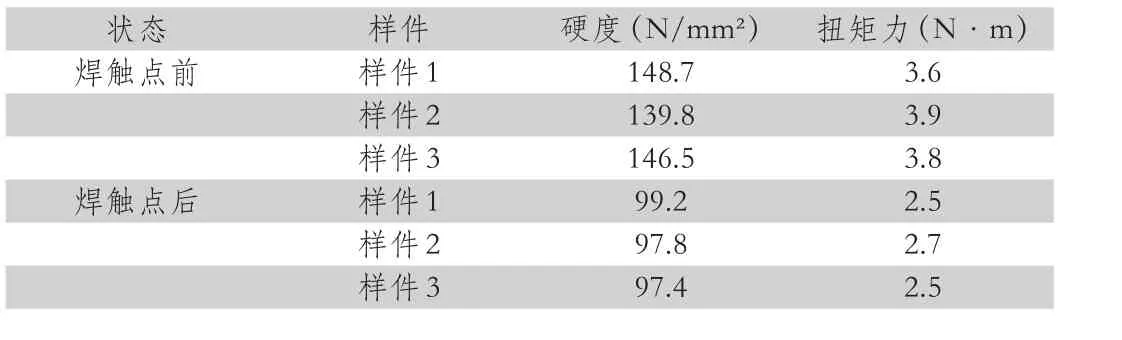
表1 接线柱部分焊接触点前后材料硬度对照表
2 提高焊接件螺纹强度的方法
经过计算分析,可以在避免退火影响方面寻找解决办法。据此,提出了提高焊接件螺纹强度的方法。焊接触点产生的高温会降低接线柱螺纹可承受的扭矩力[4],因此需改变传统的加工工艺,使螺纹避开焊接温度的直接影响,具体工艺方法为:1、先车制加工接线柱,接线柱螺纹处车制成光杆;2、接线柱焊接触点;3、采用滚丝或搓丝加工接线柱上螺纹。工艺改进过程见图1。
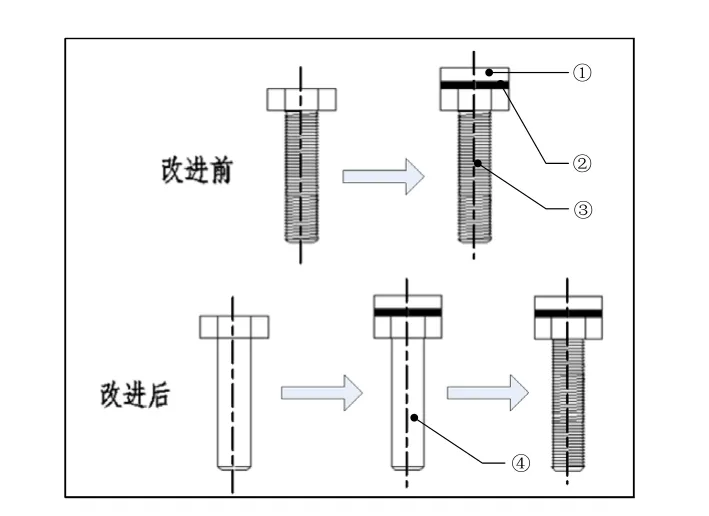
图1 工艺改进流程对比图
说明:图中,①为需要焊接加装的触点,②为焊料,③为加工的螺纹,④为尚未加工螺纹的螺杆。
采取触点焊接后再加工螺纹的方法,使螺纹有效地避开了焊接触点过程的高温退火影响,同时螺纹通过搓丝或滚丝加工,由于螺纹挤压成型时产生“冷作硬化”作用,螺纹可承受的扭矩力得以进一步提升。改善工艺后的接线柱部分螺纹扭矩力达到(4.2~4.8)N·m,比原工艺加工的接线柱螺纹扭矩力(2.5~2.7)N·m平均提高72%左右。螺纹强度下降的问题得以解决。
3 焊接件螺纹强度测试
为进一步验证其他黄铜材料加工改进情况,又采用牌号H62的黄铜料进行对比试验,分别按不同的工艺加工两组接线柱部分,两组接线柱各加工5件。第一组采用传统工艺,先车制完工接线柱以及螺纹,然后焊接触点;第二组按照新工艺,先车制接线柱,螺纹处同样车制成光杆,然后焊接触点,最后采用滚丝机加工螺纹。两组接线柱螺纹强度值见表2。
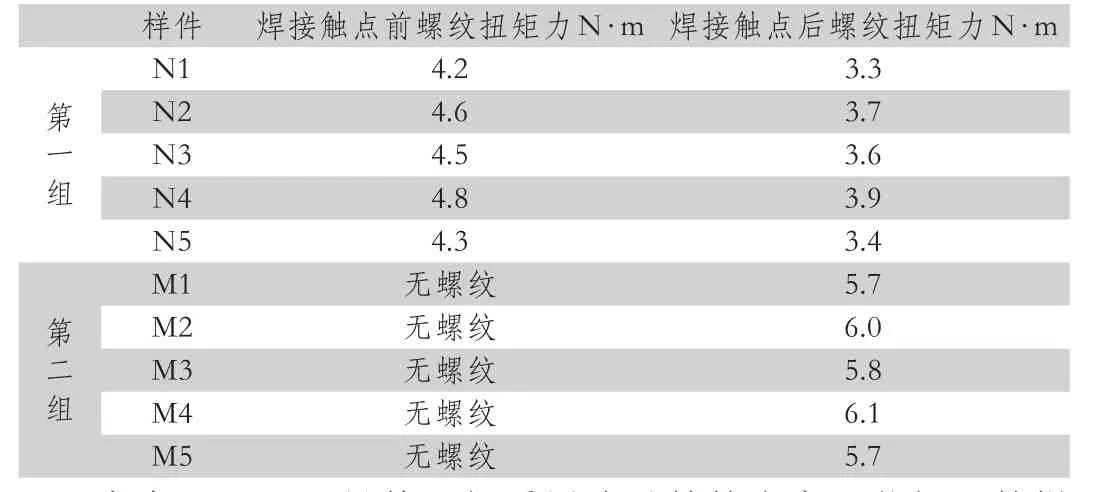
表2 不同工艺加工接线柱部分螺纹强度情况
表中N1~N5是第一组采用改进前的生产工艺加工的样件,M1~M5是第二组采用改进的生产工艺加工的样件,两组的材质均为H62黄铜。焊接触点前,对N1~N5的螺纹扭矩力进行了测试,其值在4.2N·m至4.8N·m之间。焊接触点后,N1~N5的螺纹扭矩力值降到了3.3N·m至3.9N·m之间;而M1~M5的螺纹扭矩力值则为5.7N·m至6.1N·m之间。
从验证的数据可以发现,使用牌号为H62的黄铜料按改进工艺加工的接线柱螺纹扭矩力达到(5.7~6.1)N·m,同样比原工艺加工接线柱螺纹扭矩力提高70%左右。
从满足接线柱产品螺纹扭矩力进行比较,黄铜H62比铅黄铜HPb59-1更适合用于接线柱生产,上述方法生产的焊接类接线柱强度能够达到设计要求,满足目前市场上接触器产品使用要求。
4 结论
经过实验验证,加工完螺纹后再进行焊接的工艺确实是导致螺纹强度变差的主要原因。通过修改生产加工工艺,调整工艺步骤,先不加工螺纹,待焊接完触点后再通过搓丝或滚丝的工艺方法加工螺纹,能够很明显的提高螺纹扭矩力,螺纹强度得以加强,能够满足生产加工的质量所需。而且新的加工工艺方法没有引入新的加工步骤,不破坏原材质选型设计,因此生产加工成本基本无变化,能够满足批量生产加工的成本控制要求。新的加工工艺能够起到提高铜材类焊接件螺纹强度的作用。
5 结束语
细节决定成败。电子产品的质量优劣直接影响到产品的口碑,是消费者重点关注的内容,更是占领市场的法宝。通过对接线柱生产工艺的研究,发现了螺纹滑丝的根源,并创新性的提出了新的工艺流程,在不增加成本的前提下大幅提高了产品的质量,有效解决了同类型产品的通病问题。“产品的质量是设计出来的”,更需要在生产加工的一线不断摸索,不断出新,才能推动产品质量的不断进步。
猜你喜欢
科学技术创新(2022年30期)2022-10-21
无机材料学报(2022年3期)2022-06-28
有色金属材料与工程(2018年4期)2018-11-25
电子制作(2018年10期)2018-08-04
三联生活周刊(2017年38期)2017-09-19
锻造与冲压(2014年20期)2014-10-10
有色金属材料与工程(2014年1期)2014-09-14
有色金属材料与工程(2013年4期)2013-12-27
物理教学探讨(2009年4期)2009-05-25
中学生数理化·八年级物理人教版(2008年12期)2008-12-23
