
连退炉带钢跑偏的分析与控制
2019-09-12 08:17王智增
中国金属通报 2019年8期
刘 刚,王智增
(河钢邯钢邯宝冷轧厂,河北 邯郸 056000)
邯宝冷轧厂连续退火炉采用国际先进的DREVER技术,在整个炉区当中,带钢的总长度为约为2500m,炉区内主要分为七大区域,分别为预热区、加热区、均热区、冷却区、时效区、总冷区以及水淬区。生产规格为0.3mm~2.5mm厚度,900mm~2080mm宽度,在钢种当中由超深冲钢到高强度TRIP钢。
由于钢种规格跨度较大、连退炉生产线较长的特点,容易出现炉内带钢跑偏的问题产生,一旦发生炉内带钢跑偏的现象,轻则停车,重则炉内断带。本文根据连退炉带钢跑偏的分析与控制,以及炉内带钢跑偏的几个主要原因进行详细分析,总结了几个处理炉内带钢跑偏的措施,为解决炉内带钢跑偏问题带来的事故。
1 跑偏原因分析
1.1 来料板型单边浪型严重或者存在镰刀弯
当板带宽度方向与辊面接触良好时,板带在宽度方向的受力均匀,不会出现跑偏现象;当板带宽度方向存在对称性浪型时,虽然板带沿宽度方向受力不均,但是由于对称性,对称浪型处受力相互抵消,也不会出现带钢跑偏现象;一旦带钢的某一方向出现波浪型的情况,则单边的受力不均匀,带钢就会朝向某一方向进行运动,进而使带钢产生跑偏的现象。另外,当来料板型在轧制过程中存在镰刀弯形状时,在惯性产生的情况下,会发生机械跑偏现象。
因此,板带炉内出现跑偏现象是由于来料板型的单边浪和镰刀弯造成的,并且是最主要的原因之一,根据统计,在炉区跑偏问题当中,入口板带浪型为主要形成问题,占总跑偏问题的70%以上。
1.2 宽规格和硬钢容易导致炉内跑偏
对于不同的钢种与跑偏也有不同的关系,一般情况下,软钢在生产过程中板带宽度方向与辊面接触良好,不容易发生跑偏现象,而硬钢属于加工硬化,由于材质较硬,因此在生产过程中较容易发生跑偏现象如图1。
不同规格的跑偏与带钢是有一定的联系性,在一定的情况下,窄带刚较为宽带钢更加容易产生跑偏现象,这是因为连退炉辊在进行设计的过程当中,存在阶梯状凸度,中间部分平辊的距离较宽,但是,在运用窄钢带是,预防钢带跑偏的凸度辊不会起到作用,因此,很容易发生钢带跑偏现象,如图2。

图1 跑偏与钢种的关系
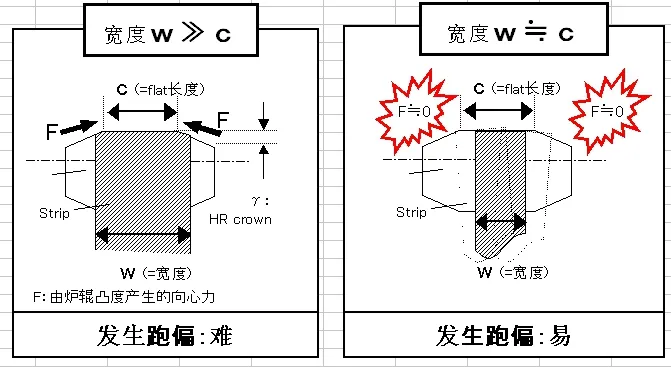
图2 跑偏与规格的关系
1.3 带钢在炉内褶皱导致带钢跑偏
连退生产线最大的事故是带钢在炉内产生的褶皱,轻则炉区带钢跑偏严重导致停车,重则炉内断带。而褶皱与跑偏的关系相当于板带单边浪型与跑偏的关系和规格与跑偏关系的综合,当板带出现褶皱时,带钢的接触面与出现褶皱的位置接触不良,这样很容易产生跑偏现象,另外,由于带钢产生褶皱以后,宽度就逐渐变窄,从而使变窄的带钢容易出现跑偏现象。
引起板带在炉内褶皱的主要原因有:①炉内各区域张力设定不合理,同样的板带温度,张力过大的可能会导致炉内带钢褶皱;②炉内的速度急升急降,在炉子热惯性的作用下导致炉内的温度急剧上升,把板带烧褶;③炉区事故停车时,根据不同的规格制定相应的起线标准,如果起线标准不合理,导致炉内带钢褶皱。
1.4 带钢在炉内跑偏后的控制不当
可能因某些原因,带钢在炉内发生了不同程度的跑偏现象,此时,生产线的控制极为重要,例如,炉内的张力调整、速度调整、温度控制等,如果处理方法不当的话,不但不会减轻跑偏量,还会加重跑偏的可能性,因此,生产过程中总结经验极为重要。
2 跑偏控制措施
2.1 加强入口板型的监控,提早采取措施防止炉内跑偏
连退线炉区的入口是入口活套,可存留带钢1000m,因此入口焊接人员在焊接结束后,需要严密监测来料板型情况,并且将详细的情况反映到出口,根据出口的具体情况来进行炉内张力控制,以及炉区速度、温度来防治钢带出现跑偏现象。
①对于中浪和轻微的对称性双边浪,这种情况,跑偏现象一般不会发生,这就需要对炉区内的速度、张力以及温度的稳定性进行维护即可。②对于较为严重性的单边浪、双边浪的情况,必须适当的对炉内板张力进行适当增加,不需要过大,这样可以防止带钢出现褶皱现象,并且逐步降低炉区速度,防止出现跑偏现象的发生。③对于镰刀弯现象,严重的镰刀弯必须停车将其切除,对于不是很严重的镰刀弯,需要逐步降低炉区速度来防止或者减轻跑偏的发生。
2.2 合理安排规格过渡,有针对性的控制硬钢参数,防止跑偏
当生产过程中需要规格变化时,宽带钢焊接窄带钢或者是窄带钢焊接宽带钢,宽度变化需要有一定的标准,否则变化过大时,会直接导致跑偏的发生,下面是连退线宽度变化标准。
当带钢由宽变窄时,
当厚度<0.6mm时,宽度变化<15%
当0.6≤厚度≤1.0mm时,宽度偏差<20%
当厚度>1.0mm时,宽度偏差小于25%
当带钢由窄变宽时,
当厚度<0.6mm时,宽度变化<10%
当0.6≤厚度≤1.0mm时,宽度偏差<15%
当厚度>1.0mm时,宽度偏差小于20%
生产硬钢时,必须保证板带与炉内轧辊表面的良好接触。此时,有必要提高炉内的张力,以保证板带与轧辊表面的接触,防止炉内带钢的偏差。
2.3 制定相应的措施,防止因炉内带钢褶皱而导致的带钢跑偏
①合理设定炉内张力,防止因张力布局不合理导致的炉内带钢褶皱炉区加上前后的张紧辊共分11个张力区域,分别为3#张紧区、预热加热1区、加热2区、加热3区、均热区、快冷区、过时效1区、过时效2区、过时效3区、终冷区、6#张紧区。之前的张力值普遍的规律为3#、6#张紧区的张力值一样,并且较大,加热1-加热3区张力值一样,均热段张力值较加热段小,快冷段张力值最大,过时效1-终冷区的张力值一样,并且较加热段张力值较大。然而,按照上述的张力规律,炉内经常发生跑偏现象,经过长时间的经验积累,发现了,根据不同规格的带钢需要不同的张力台阶分布。②合理制定炉区速度控制标准,防止炉区速度急剧上升或下降。每次都不能将速度提高过快。应按照标准执行。③合理制定起停线标准,防止炉内带钢出现热瓢曲或者冷瓢曲而发生跑偏现象,经过长时间的摸索,车间总结出了一套详细的起停线标准,具体标准的内容是根据不同钢种、不同规格制定相应的停起车参数,按照参数进行生产便可以有效的防止褶皱的发生。
3 结语
通过以上分析和措施的制定,很好的降低了因炉内带钢跑偏导致的炉区停车、断带事故,为连退线的稳定运行给与了极大地保证,取得了很好的效果和经济效益。
猜你喜欢
中国重型装备(2022年1期)2022-02-11
一重技术(2021年5期)2022-01-18
中国金属通报(2021年2期)2021-05-23
口腔医学(2021年1期)2021-02-27
中国金属通报(2020年20期)2020-03-27
科技与创新(2019年7期)2019-04-22
有色金属材料与工程(2018年4期)2018-11-25
有色金属材料与工程(2017年4期)2017-09-18
魅力中国(2016年50期)2017-08-11
吉林农业(2014年6期)2014-08-08
