
酶法酯化脱酸米糠油产品质量与安全性评价
2019-09-11 03:35赵晨伟李明祺金青哲
中国粮油学报 2019年8期
赵晨伟 王 勇 李明祺 李 明 李 磊 金青哲
(江南大学食品学院;食品科学与技术国家重点实验室1,无锡 214022) (丰益(上海)生物技术研发中心有限公司2,上海 200137) (诺维信(中国)投资有限公司3,北京 100085)
米糠油是从稻米加工的副产物米糠中制取的植物油,因其营养物质丰富、含量高被世界卫生组织列为最健康的三种食用植物油之一[1]。
受稻米生产企业运输、存放条件的限制,现阶段国内米糠毛油的酸价普遍在20 mgKOH/g左右,有的甚至高达40 mgKOH/g以上[2]。为此,GB 2716—2018《食品安全国家标准 植物油》中将米糠毛油的酸价限定在25 mgKOH/g以下[3]。
对于如此高酸价的米糠毛油,若采用传统的碱炼脱酸和物理脱酸,普遍存在炼耗高,得率低,有益营养物损失大等缺陷[4-6],而近年发展起来的酶法酯化脱酸新工艺可有效避免这些问题。
酶法酯化脱酸利用脂肪酶的催化作用,使游离脂肪酸与毛油中存在的甘油、甾醇类物质(内源性酰基受体)发生酯化反应,转变为酯的形式,达到降低油脂中酸价的目的。当内源性酰基受体不够时,可以适当添加外源性物质(如甘油)[7]。目前酶法酯化脱酸研究主要集中于工艺条件优化上[8-16],鲜见关于酶法脱酸油品的质量及安全性的报道。本研究对酶法酯化脱酸米糠油进行质量和安全性评估,并和传统化学工艺进行对比,为新工艺的应用提供参考。
1 材料与方法
1.1 实验材料
米糠毛油:酸价17.38 mgKOH/g,已脱胶处理;成品米糠油:市售,采用传统方法精炼;固定化脂肪酶:CALB酶;其他试剂为分析纯。
1.2 仪器和设备
IKA880高速剪切机;TG18G台式高速离心机;7820A气相色谱仪; UV-2100分光光度计;1525高效液相色谱仪;TRACE GC Ultra TSQ Quantum XLS气相色谱三重四级杆质谱联用仪。
1.3 方法
1.3.1 酶法酯化脱酸
称取一定量米糠毛油于三口烧瓶中,用碱液调pH至6附近,反应条件:甘油与游离脂肪酸摩尔比1∶3,加入甘油后利用高速剪切机进行剪切,剪切线速度25 m/s,剪切时间20 min,CALB酶添加量50 mg/kg,反应温度70 ℃,反应时间6 h,真空度<1 000 Pa,通氮气。反应结束后取样10 000 r/min离心,收集油相并真空干燥得酶法酯化脱酸油。

式中:m1为精炼后所得成品油质量/g;m2为毛油质量/g。
式中:M1为精炼成品油伴随物质量浓度/mg/kg;M2为毛油伴随物质量浓度/mg/kg。
1.3.2 碱炼脱酸
称取一定量米糠毛油于烧杯中,在搅拌状态下加热至80 ℃,然后加入浓度为12°Bè的液碱,总加碱量为理论加碱量及0.3%油重的超量碱,反应30 min后停止搅拌,离心分离油和皂,将分离获得的油真空干燥,得到碱炼脱酸油。
1.3.3 脱酸油的后续常规精炼
脱色:将两类脱酸油分别放入三口烧瓶中,加入2%的活性白土,在真空状态下加热至105 ℃,反应30 min后停止加热,待物料温度降低至60 ℃以下时抽滤除去白土,得到脱色油。
脱臭:将脱色油分别放入三口烧瓶,在通氮气抽真空状态下(真空度<100 Pa)加热至240 ℃,反应2 h后停止加热,继续在通氮气真空状态下降温至60 ℃,得脱臭油。
脱蜡脱脂:分别将脱臭油放入4 ℃冰箱中冷冻24 h,然后保温过滤得成品油。
1.4 检测方法
特征指标:包括脂肪酸组成在内的特征指标按GB/T 19112—2003要求进行测定。
质量指标:气滋味、水分及挥发物、不溶性杂质、酸值、过氧化值、烟点等质量指标按GB/T 19112—2003要求进行测定。
维生素E的含量测定按照GB 5009.82—2016执行,甾醇含量测定按照GB/T 25223—2010执行,谷维素的含量测定按照LS/T 6121.2—2017执行,角鲨烯的含量测定按照LS/T 6120—2017执行,甘油酯组成的测定按照AOCS Official Method Cd 11b-91执行,甘油三酯组成的测定按照AOCS-TAG Ce5-86执行,反式脂肪酸的含量测定按照GB 5009.257—2016执行,3-氯丙醇酯(3-MCPD)和缩水甘油酯(GE)的含量测定按照AOCS official method Cd 29a-13执行。
2 结果与讨论
2.1 特征指标
酶法、化学法脱酸油分别经后续常规精炼处理,得到成品米糠油,测定它们的折光指数、相对密度,碘值、皂化值和不皂化物含量,并与米糠毛油、市售成品米糠油、现行米糠油国家标准[17]进行对比,结果见表1。
由表1可知,酶法酯化脱酸成品米糠油的折光指数、相对密度,碘值、皂化值和不皂化物含量都在国标所规定的范围内,均符合国标要求。
酶法酯化脱酸成品米糠油的折光指数、相对密度,碘值、皂化值与化学法脱酸成品米糠油、市售米糠油成品均无差异,但不皂化物含量比化学法高,米糠油的不皂化物主要包括维生素E、甾醇等营养物质,这说明酶法酯化脱酸过程更好保留了米糠油中的各种有益伴随物,有利于提升米糠油的营养价值。
2.2 脂肪酸组成
酶法、化学法脱酸油分别经后续常规精炼处理,即得到成品米糠油,测定其脂肪酸组成,并与米糠毛油、市售成品米糠油、现行米糠油国家标准[17]以及已进入报批程序的米糠油新国家标准[18]进行对比,结果见表2。
脂肪酸组成是植物油的主要特征指标之一,由表2可知,酶法精炼成品米糠油的脂肪酸组成除亚麻酸外均符合现行国标要求,且与毛油、化学精炼产品米糠油、市售米糠油成品均无明显差异;其亚麻酸含量也符合新国标报批稿的范围。可见酶法酯化脱酸过程不会改变米糠油的脂肪酸组成。
2.3 甘油酯组成
酶法、化学法脱酸油分别经后续常规精炼处理,即得到成品米糠油,测定其甘油酯组成,并与米糠毛油、市售成品米糠油进行对比,结果见表3。

表1 米糠油的特征指标
注:酶法、化学法脱酸油分别经过了后续常规精炼处理。下同。

表2 米糠油的脂肪酸组成/%

表3 米糠油的甘油酯组成(以甘油酯总量计)/%
精炼植物油的主要成分是甘油酯,一般其含量在油脂质量的98%以上。在甘油酯中,甘油三酯又是主要成分,而甘油二酯、甘油一酯则是微量成分,其含量随着精炼工艺而异。由表3可看出,通过酶法与化学法获得的成品米糠油中,甘油一酯的含量与毛油没有明显差异。
酶法获得的油品中甘油二酯含量相较于毛油有所提高,这是由于酶法酯化脱酸过程中,脂肪酶催化甘油、甘油一酯等与游离脂肪酸反应,可生成一定量的甘油二酯,且较多地保留在油中。当然,油中甘油二酯的含量也可以采用特殊精炼工艺来降低。但实际生产中对甘油二酯一般予以保留,这样一方面可以提高油脂的精炼得率,另一方面,甘油二酯在降血脂、减少内脏脂肪、抑制体重增加等方面有重要功能[19],不必刻意去除之。
两种方法获得的成品米糠油的甘油三酯含量与毛油没有明显差异,说明这两种方法均没有改变米糠油的甘油三酯组成。
2.4 甘油三酯组成
酶法、化学法脱酸油分别经后续常规精炼处理,即得到成品米糠油,测定它们的甘油三酯组成,并与米糠毛油、市售成品米糠油进行对比,结果见表4。
尽管目前国家标准并没有规定植物油的甘油三酯组成情况,但甘油三酯组成反映了植物油的甘油三酯结构特征,可用于评判油脂真实性。由表4可看出,与市售成品米糠油和毛油相比,酶法脱酸没有改变米糠毛油的甘油三酯组成。

表4 米糠油的甘油三酯组成/%
注:P-棕榈酸,O-油酸,L-亚油酸,S-硬脂酸。
2.5 品质指标
酶法、化学法脱酸油分别经后续常规精炼处理,即得到成品米糠油,测定其各项品质指标,并与米糠毛油、市售成品米糠油、现行米糠油国家标准进行对比,结果见表5。

表5 米糠油的品质指标
米糠油的品质指标与精炼程度有很重要的关系[20]。二级油属于高级食用油,精炼程度较深,从表5可看出,酶法酯化脱酸并经后续常规精炼处理得到的成品米糠油,其质量指标符合国标二级油要求。加热实验(280 ℃)和冷冻实验(0 ℃储藏5.5 h)在现行二级米糠油的国标中未作要求[17],故未予以评价。新国标报批稿对烟点的要求放宽至190 ℃[18],酶法获得的产品的烟点为195 ℃以上,符合新国标的要求。
AOM值是反映油脂氧化稳定性的一个指标,数值越大说明油脂的氧化稳定性越好[21]。从表5可看出,酶法酯化脱酸的成品油较化学法高,这是由于酶法脱酸获得的米糠油较大程度的保留了内源性的抗氧化物质,提高氧化稳定性。
2.6 油脂伴随物组成
酶法、化学法脱酸油分别经后续常规精炼处理,即得到成品米糠油,测定其维生素E、植物甾醇、角鲨烯、谷维素等含量,并与米糠毛油、市售成品米糠油进行对比,结果见表6。
米糠油之所以被世界卫生组织列为最健康的3种食用植物油之一,正是因为其含有丰富的营养伴随物,如谷维素、角鲨烯等。由表6可以看出,酶法很好地保留了米糠油中谷维素,保留率达到84.37%,而化学法仅37.72%,这是因为化学法中加入的碱可与谷维素反应,破坏谷维素的结构,碱炼时形成的皂膜则吸附谷维素(以及其他不皂化物),造成谷维素大量损失。
酶法避免了化学法的缺陷,并使后续脱色、脱臭等精炼处理的程度降低,减少了甾醇、角鲨烯、维生素E等不皂化物的损失。由表3可算得酶法的维生素E保留率为86.05%,甾醇保留率为81.81%,角鲨烯保留率为84.35%,而化学法的维生素E保留率为75.98%,甾醇保留率为46.11%,角鲨烯保留率为73.51%。与化学法相比,酶法中有益伴随物得到了更好保留,体现出优势。
2.7 食品安全指标
酶法、化学法脱酸油分别经后续常规精炼处理,即得到成品米糠油,测定其反式脂肪酸、3-MCPD、GE等风险因子含量,并与米糠毛油、市售成品米糠油进行对比,结果见表7。
表7 米糠油的安全指标
米糠和米糠油本身不含有毒有害成分,若在油脂加工过程中操作得当,就可以有效控制食品风险因子的引入。由表7可看出,与市售油品和化学法获得的成品米糠油相比,酶法获得的成品米糠油中反式脂肪酸、3-MCPD、GE等风险因子的含量均较低,这是因为酶法脱酸过程操作条件柔和,前期有效去除了油中的游离脂肪酸,降低了后期后续常规精炼处理的负荷和脱色脱臭工段的温度、时间,从而能够有效避免反式脂肪酸、3-MCPD、GE等安全风险因子的大量生成[20]。
2.8 工艺指标
由于米糠中含有较高活力的解脂酶,使得米糠毛油具有较高的酸价,普遍在20 mgKOH/g左右,有的甚至高达40 mgKOH/g以上,为此,GB 2716—2018中将米糠毛(原)油的酸价限定在25 mgKOH/g以下[3],而其他植物毛油酸价一般均限定在4 mgKOH/g以下,以保证米糠制炼油生产的顺利进行。
对于酸价为17.8 mgKOH/g的毛油,对比了2种精炼方式的得率、辅料消耗、能耗等,结果见表8。

表6 米糠油的油脂伴随物/mg/kg
注:TP-生育酚,TT-生育三烯酚。
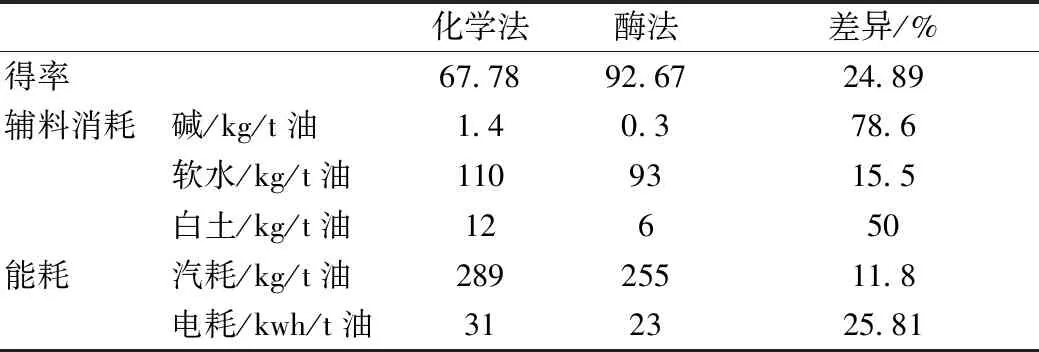
表8 2种精炼方式的得率、辅料消耗、能耗对比
由表8可以看出,与传统的化学法相比,在保证米糠油质量前提下,酶法炼油的得率提高了24.89%,吨汽耗降11.8%,吨电耗降25.81%,白土用量减少50%,软水消耗降15.5%,尤其用碱量降78.6%,具有明显的经济与社会效益。
3 结论
米糠毛油采用酶法酯化脱酸工艺并经后续常规精炼处理,可获得高质量的成品米糠油,成品米糠油的特征指标、质量指标均符合我国米糠油国家标准的要求。与传统的化学法相比,酶法有效保留了生育酚、甾醇、角鲨烯、谷维素等营养伴随物,而反式脂肪酸、3-MCPD、GE等风险因子生成量减少,使油品的营养价值和安全性提高,精炼得率大幅度提高,辅料消耗、能耗下降,具有很好的经济和社会效益。
猜你喜欢
节能与环保(2021年2期)2021-03-09
兰台世界(2020年1期)2020-03-08
中国油脂(2019年4期)2019-04-29
中国油脂(2019年3期)2019-04-29
分析化学(2018年8期)2018-11-01
科学与财富(2016年21期)2017-03-02
中国妇幼健康研究(2017年10期)2017-01-15
科教导刊·电子版(2016年5期)2016-04-19
科技资讯(2015年8期)2015-07-02
食品工业科技(2014年21期)2014-03-11
