
基于RFID自动识别技术在航空工业中的应用研究
2019-09-10 07:22张慧岳曾佳刘云波
航空科学技术 2019年3期
张慧岳 曾佳 刘云波



摘要:本文介绍了RFID在航空工业制造领域的应用前景、产业价值及国内外的技术标准,分析了RFID技术在航空在制品管理和刀具管理中的典型应用,对于RFID自动识别系统提出了一种基于射频芯片AS3993与单片机PIC24FJ64GB002的设计方案,具体阐述了ISO/IEC 18000-6C通信协议和软硬件设计。最后,对RFID技术在航空领域的发展进行了展望。
关键词:RFID;自动识别技术;航空工业应用;技术标准;生产管理;AS3993
中图分类号:V19 TN919 文献标识码:A DOI:10.19452/j.issn1007-5453.2019.03.008
随着人类社会步入了“互联网+”时代,人们已经不能满足单一的信息交互方式,物联网成为学界关注的重点。物联网中非常重要的支撑技术是自动识别与数据采集技术(Automatic Identification and Data Capture,AIDC),即通过将某种可辨识的装置(标识)与人员或者物品进行一一绑定,通过自动化的接触式/非接触式手段自动识别人员或物品的身份及属性等相关信息,并交由计算机系统进行处理的技术。射频识别(Radio Frequency Identification,RFID)技术是自动识别与数据采集技术的一个重要分支。作为一种新兴的非接触式电磁耦合自动识别技术,其与实现普及率更高的光识别条码和二维码相比,具有识别速度快、识别距离远、无须表面对准、可在运动中识别和存储空间大等优势。近年来推广应用逐渐普及,目前在航空、生产、物流和仓储等领域蓬勃发展,在我国航空工业中也蕴含着巨大的应用潜力。从国际来看,RFID技术已经广泛在航材库存、航材生产、航材维修和运输管理等多个场景下应用。
目前,中国航空技术信息化发展要求对航材生产信息集成提出了更高的目标。应用RFID技术提高航空装备的生产、运输和储备效率,减轻航空生产技术人员的操作难度,促进管理信息化和自动化水平的提升,从而降低人力和管理成本,提升企业的经济效益。RFID技术在航材生产全寿命周期管理中具有广阔的前景。
1 RFID技术介绍
1.1 RFID技术特点
RFID是20世纪90年代兴起的一种非接触自动识别技术,作为雷达技术的延伸,其利用射频信号及电磁空间耦合的传输特性实现无接触信息传递。标签进入读写器电磁辐射区域,凭借电磁感应电流的能量激发,将存储器中的信息通过天线发射到空间中被读写器接收。读写器经调制解码后,交由信息系统进行数据处理,达到信息捕捉与自动识别的目的。
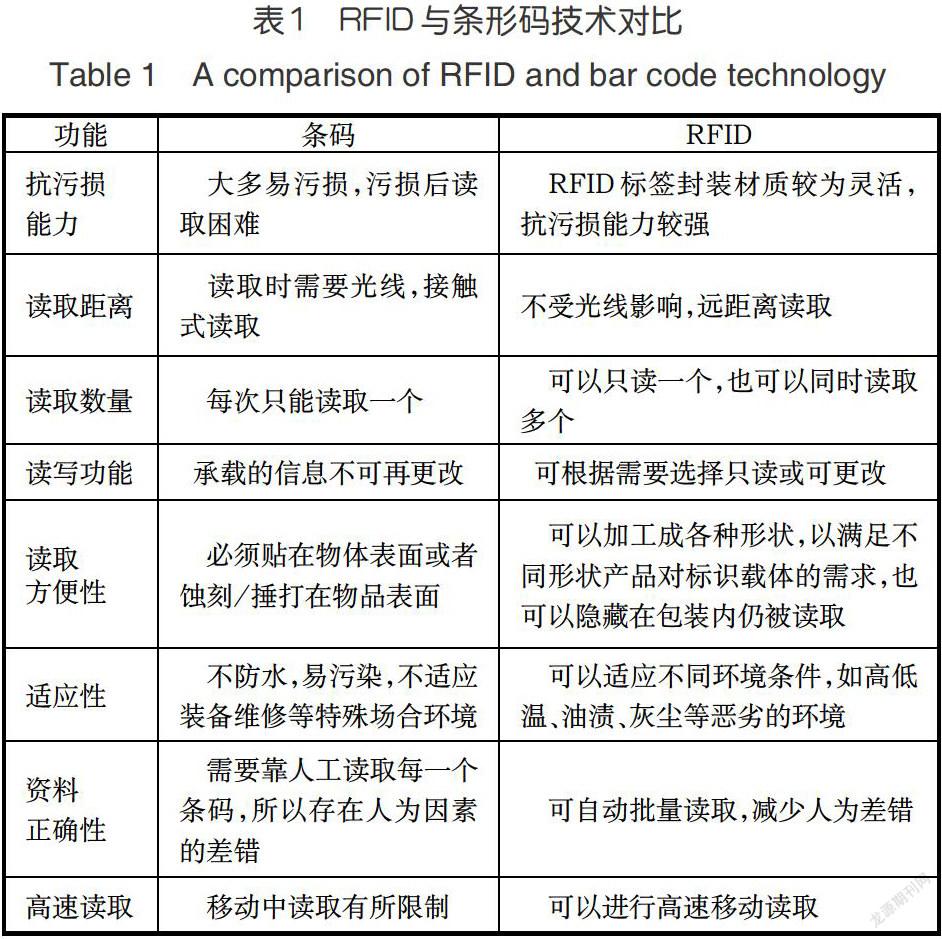
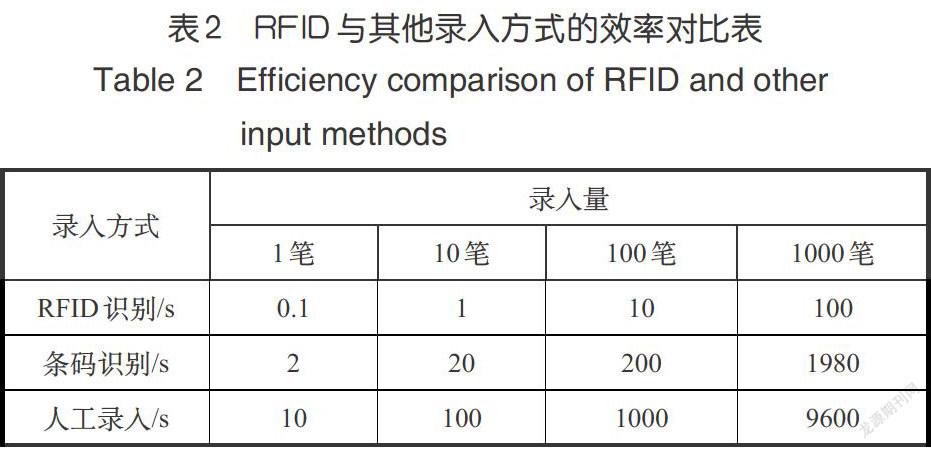
RFID技术在航材生产的全生命周期中可用于在制品定位管理、刀具管理和量具管理等,较其他自动识别技术,RFID技术具有很大的优势。以条形码技术为例进行对比研究,详见表1。RFID自动识别与条形码识别和人工识读录入相比較,在工作效率方面优势明显,以仓储管理为应用场景进行分析,表2给出了具体的试验数据。
1.2 RFID技术现行标准
由于航空工业生产性质的特殊性,对于RFID技术的标准应用要求十分严格。航空材料一般含有金属元素,这就要求所使用的RFID标签必须具有良好的金属抗性,保证整个系统可以在金属环境中很好地工作。再者,航材需要通过严格的适航性验证,标签在其中不能对航材产生任何影响。
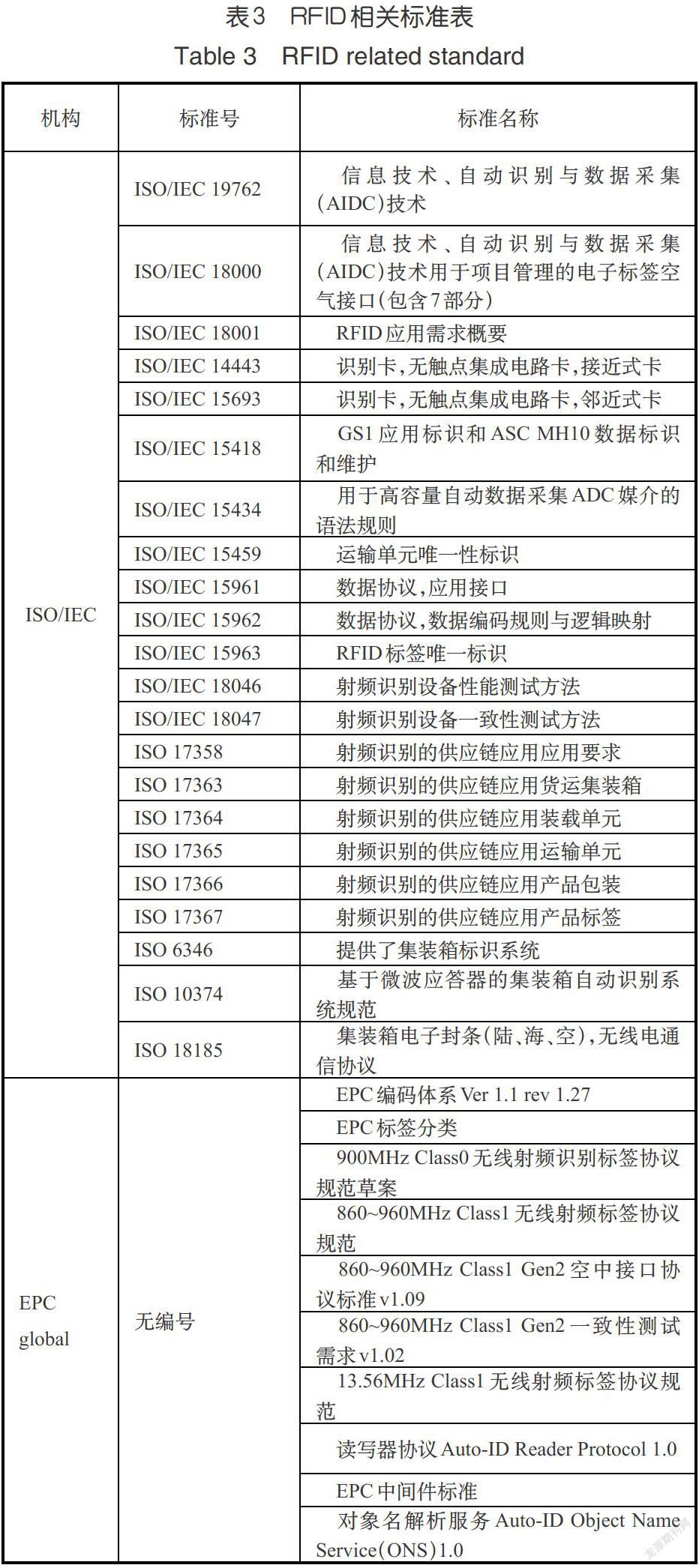
目前,全球有5个主要的RFID技术标准化组织,它们分别是ISO/IEC、EPC Global、Ubiquitous ID Center(UID Center)、AIM Global和IP-X,其中占据领导地位的是前三个组织。ISO成立ISO/IEC JTC1/SC31自动识别和数据采集技术委员会,该委员会负责制定RFID技术基础性和通用性标准。以美国为首的全球最具实力的RFID技术标准化组织是EPC Global,即全球产品电子代码管理中心。与ISO/IEC相比,EPC Global更注重物流供应链领域的标准化研制,目的是解决物流的实时跟踪问题,在各供应链节点实现透明化和数据共享。UID拥有自主知识产权的RFID标准,其在数据格式方面制定了ucode编码体系。目前主要标准组织已发布的标准见表3。
2 RFID在航空工业生产管理中的应用
2.1 RFID在制品定位管理系统
在制品是待加工品从原材料投入生产到成品之间,存在于生产过程中的各个环节的半成品。在制品的有效管理对于航空制造企业至关重要,是车间生产过程控制与生产调度的基础要素,也是生产计划管理的重要支撑。
目前,航空企业车间在制品管理普遍存在因人工录入而导致的数据不一致的问题,由于信息传递缓慢而造成的生产效率低下和在制品积压滞留的问题,由于在制品动态反馈不及时而造成的工件丢失、生产调度滞后以及生产计划不符合实际生产状况无法指导生产的问题。因此,利用RFID自动识别技术来实时监控、调节、优化在制品的生产过程,是解决航空制造企业管理中存在的问题的有效方法。
全球定位系统(GPS)是全球普及度最高的定位服务系统,只要被4颗或更多的卫星覆盖即可获取位置信息。然而,被测物在室内被遮挡或被阻挡物多次折射,全球定位系统则会变得不可靠或不能使用。据悉,大多数的生产均设置在室内厂房进行,所以全球定位系统不适合工业应用。如今,有很多关于室内定位系统(Indoor Positioning System,IPS)的研究,研究在无法接收到卫星信号的封闭空间如何对物体进行跟踪管理,RFID在制品定位管理系统就是当下流行的方案之一。
根据应用场景的不同,RFID位置管理系统的组成也会有所不同。航空制造属于涉密管理范畴,所以标签携带大量可读信息的方式并不可取。在制品定位系统由有源标签、激励器、读写器和服务终端组成,如图1所示。
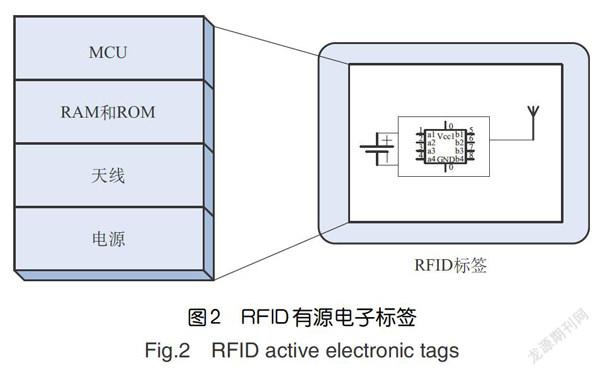
激励器是RFID位置管理系统的重要组成部分,其工作于125kHz的低频端,发射含有位置信息的激励信号将处于休眠状态的标签激活。它具有激励区域可调功能,可以通过调节激励器的辐射功率来实现激励区域的大小设置、区域分区和无缝覆盖。激励器在无外部干扰的状况下,一般可以激励1〜5m的区域。电子标签在激励器辐射区域内被激活后,接收此激励器的位置编码,由控制器将接收到的激励器编码与储存在标签存储器中的标签编码合成加密后,将加密信息以微波频段2.45GHz传递给读写器。标签采用有源电子标签,其中包含控制器(MCU)、储存器、天线和电源组成,如图2所示。读写器基本的功能就是提供与电子标签进行数据传输的途径,当读写器正确接收标签信息及译码后,读写器通过串口、网线和USB等将信息送给上位机。上位机中的数据处理系统主要对所采集的数据进行分析整理,将标签所在位置显示在定位管理软件的地图对应的区域中。在车间中,将附有RFID标签的工单与在制品一同在生产线中流转,就可以准确地定位它们的所在位置。
2.2 RFID刀具管理系统
随着自动化生产的发展和柔性生产的普及,在航材生产过程中应用多种多样和数量繁多的数控机床刀具,如车刀、铣刀和钻削刀等。刀具的性能和质量直接决定在制品的合格品数量,也会影响到生产的节拍和效率。航材加工厂经常会因为一把关键刀具未能按时供应而造成整条机加工生产线受到影响,如果应急措施不完善还可能造成总装配线的停产,因此能否有效的管理和调动刀具将影响航空工业加工的生产效率。有效的刀具管理也可以为企业节省大额开支,一个大型航空发动机生产工厂每年花在刀具上的费用达到几千万甚至上亿元。
由于RFID的读写性能受刀具金属的影响,因此刀具标签选用抗金属材料标签,所谓抗金属标签就是在普通的标签基础上加一层抗金属材料,这种处理可以避免电磁波被金属刀具完全吸收。虽然有源电子标签的抗金属能力强,但因其自身重量和体积大的原因不适用于捆绑在高速旋转的刀具上。为使电子标签能稳定地附着于刀体的表面而不至于影响到刀具工作,应采用在刀柄上打出一个与标签形状一致的槽,将标签镶嵌在刀柄里的方式进行安装。有些刀具出厂就已在刀柄处预留有抗金属便签孔位,而没有预留孔位的刀具需在刀柄上打孔安装,为保证生产加工精度需在使用前进行动平衡测试。刀具标签安装方法如图3所示。
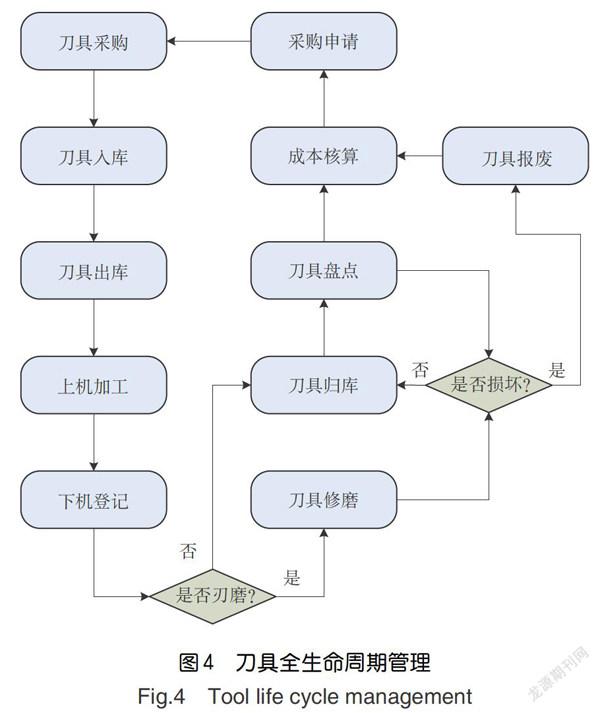
基于RFID技术的刀具管理方案应用数据库表单管理模式,在该模式下摒弃仅凭电子标签作为刀具信息载体的存储方式,协同企业内网数据库存储刀具全生命周期详细信息,刀具电子标签只保存刀具身份信息和少量属性信息,用户可通过刀具唯一编码访问数据库中对应信息或对相关信息进行修改。刀具被采购入厂后需对他们进行基本信息的录入,通过加工中心的RFID读写器将刀具编码、刃数、长度和直径等关键字段写入电子标签内,并通过读写器导入机床系统中方便数据更新操作,剩下的信息均在内网数据库中保存。信息录入完毕刀具就可以按厂区管理流程进行借刀,刀具出库时通过在仓库门口的固定式RFID读写器或用手持型PDA扫描刀具标签更新出库状态。刀具上机时通过安装在数控机床上的固定式RFID读取刀具信息并导入机床数据系统,同时对刀具位置信息在内网数据库中进行更新。当刀具完成加工任务下机时,通过固定于数控机床的RFID读写器对刀具加工次数与寿命进行更新并发送给内网数据库更改对应的刀具信息。在刀具归库之前如需修磨,要将此刀具送往修磨室进行磨刀,同时将刀具位置信息更新,归库的刀具在进入库房大门时更新在库状态。刀具管理人员对刀具库存进行清理维护,通过手持PDA对刀具的种类和数量进行盘点,如有刀具不能满足加工精度要求就要对其进行报废处理,被报废的刀具通过RFID上位机系统对电子标签内信息进行清除,并将对应的数据库中信息转移至历史信息保存,刀具全生命周期的管理流程如图4所示。
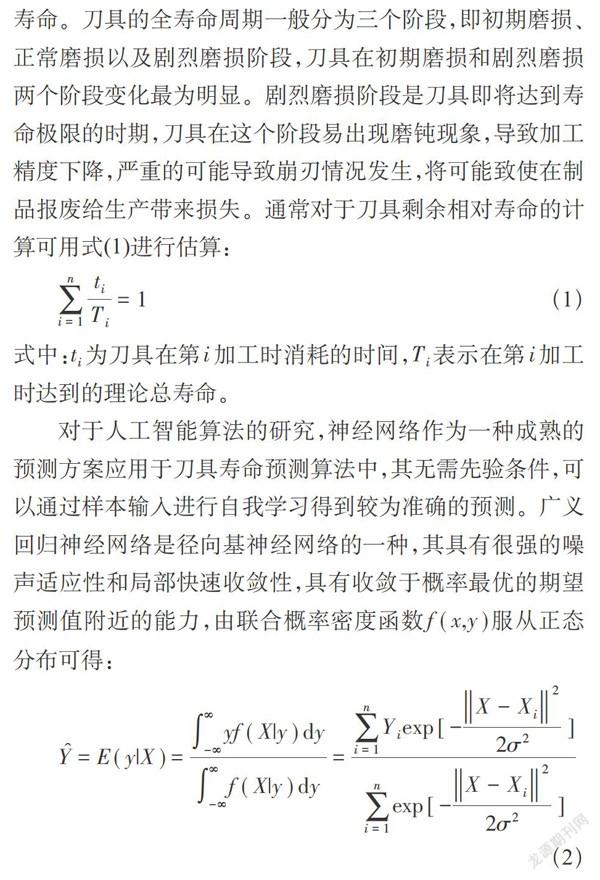
对于刀具寿命的预测和管理是生产加工研究的热点,通过RFID刀具管理系统收集的刀具参数分析刀具的相对寿命。刀具的全寿命周期一般分为三个阶段,即初期磨损、正常磨损以及剧烈磨损阶段,刀具在初期磨损和剧烈磨损两个阶段变化最为明显。剧烈磨损阶段是刀具即将达到寿命极限的时期,刀具在这个阶段易出现磨钝现象,导致加工精度下降,严重的可能导致崩刃情况发生,将可能致使在制品报废给生产带来损失。通常对于刀具剩余相对寿命的计算可用式(1)进行估算:
式中:t为刀具在第i加工时消耗的时间,T表示在第i加工时达到的理论总寿命。
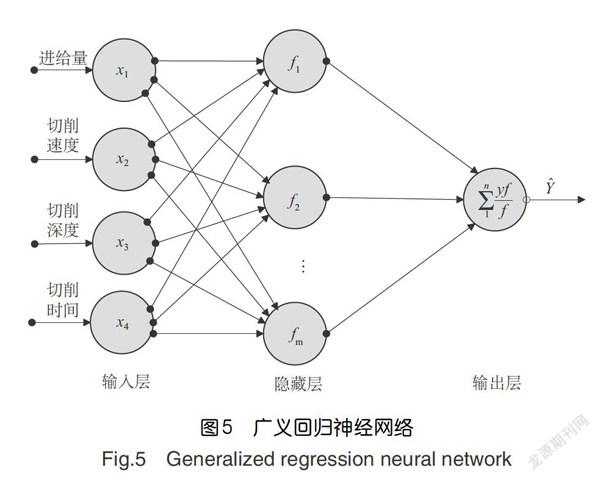
对于人工智能算法的研究,神经网络作为一种成熟的预测方案应用于刀具寿命预测算法中,其无需先验条件,可以通过样本输入进行自我学习得到较为准确的预测。广义回归神经网络是径向基神经网络的一种,其具有很强的噪声适应性和局部快速收敛性,具有收敛于概率最优的期望预测值附近的能力,由联合概率密度函数f(x,y)服从正态分布可得:
式中:f(x,y)为高斯函数,y为随机变量,输入量X是由进给量、切削深度、切削速度和切削时间组成的。广义回归神经网络结构图如图5所示。
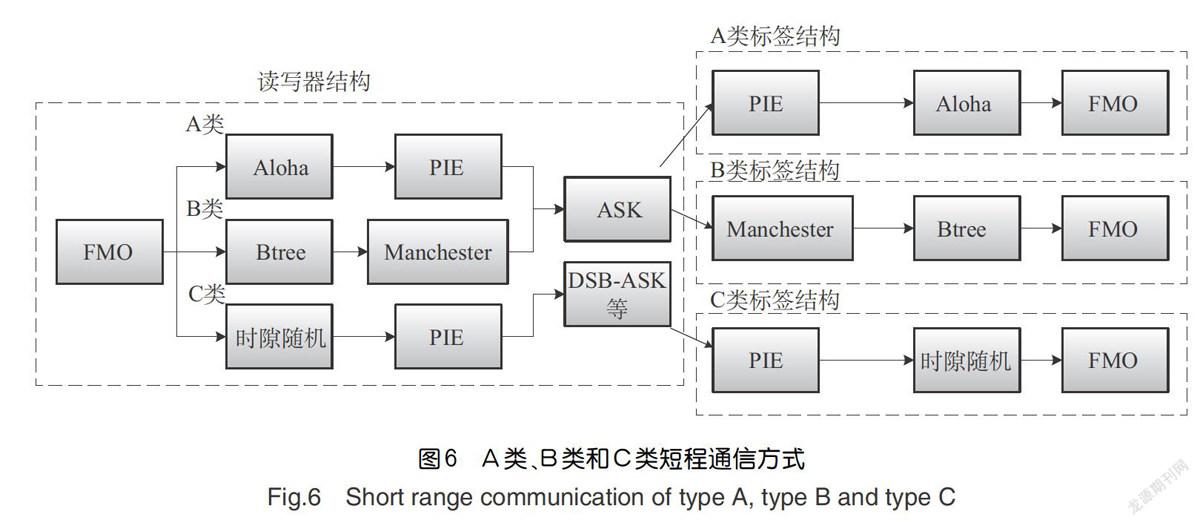
ISO/IEC 18000-6标准的短程通信空口都遵循一个公共的前向链路和读写器先发言的模式。A类短程通信的前向链路采用脉冲间隔编码(PIE)与Pure ALOHA防碰撞算法,B类采用曼彻斯特码(Manchester)和Btree(Binary tree)防碰撞算法,C类采用脉冲间隔编码与时隙随机防碰撞算法,A类、B类和C类短程通信方式如图6所示。
3 RFID软硬件系统设计
3.1 ISO/IEC 18000-6C协议分析
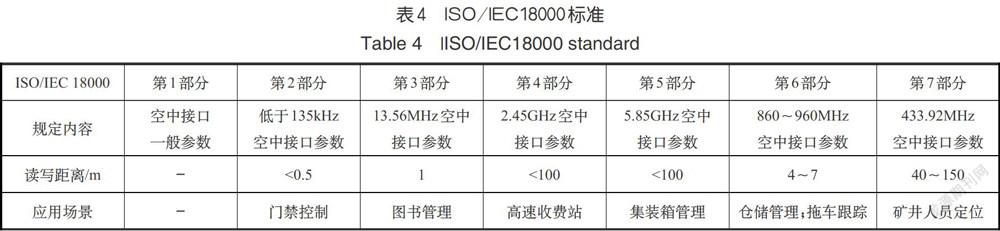
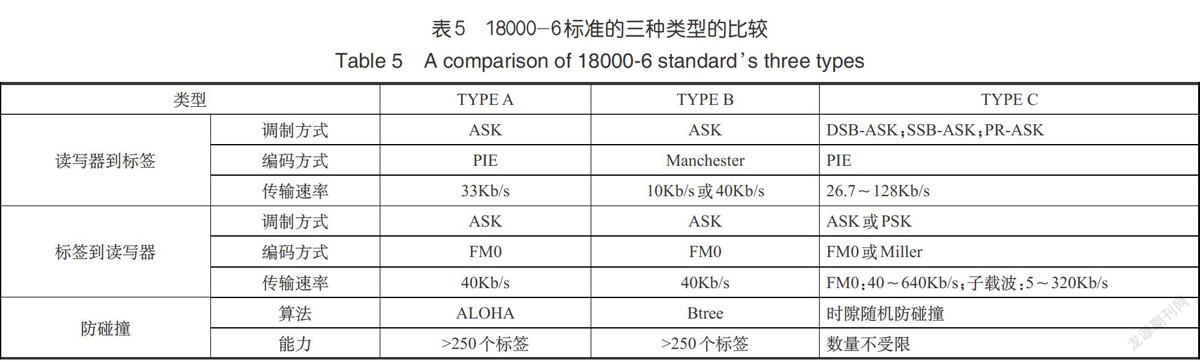
为适应我国工业发展对RFID技术的需求,根據我国无线电频率划分情况,制定了“800/900MHz频段RFID技术应用试行规定(无[2007]205号)”。由于不同频段的RFID设备在识读速度、距离和适应能力上有较大的差异,可知单一频率不能满足RFID在工业生产中的应用需求,所以多种频率的空口协议被纳入ISO/IEC标准的范畴,见表4。ISO/IEC 18000为国际标准化组织针对物品管理的RFID技术的空中接口通信协议国际标准,其中第6部分是针对860/960MHZ无接触通信空口之间的物理接口、协议、命令和防碰撞制定的机制。ISO/IEC在发展过程中不断吸收EPC内容进行自身完善和融合,ISO/IEC 18000-6C继承了EPC推出的Class1 Gen2标准全部的内容并对局部技术特点进行了修正。相比于6A和6B,ISO/IEC 18000-6C在技术性能和指标上都更加的完善并得到市场的广泛认可,ISO/IEC 18000-6标准的三种类型比较见表5。
为保证信息传递的安全性以及多读写设备同时通信,规定读写器采用跳频(FHSS)工作模式,这种通信方式的载波频率按照某种特定规律进行离散变化产生伪随机变化码,其具有较强的抗干扰能力和保密性能。ISO/IEC 18000-6规定在跳频模式下,信道宽度必须满足500kHz,并在协议规定的频率间分出50个信道。
多个读写器与单个标签进行通信时就会产生碰撞,使用跳频规则通信必须在不同载波频率下进行,若读写器载波频率与标签返回的调制信息频率不一致则读写器不响应,因此避免了碰撞的发生。多个标签同时向一个读写器发送信息也会产生碰撞,在多个标签槽时隙存入相同的随机数时标签在同一个时间向读写器发送信息。解决这种碰撞问题有4种方法,分别为码分多址(CDMA)、时分多址(TDMA)、频分多址(FDMA)和空分多址(SDMA)。
3.2硬件设计
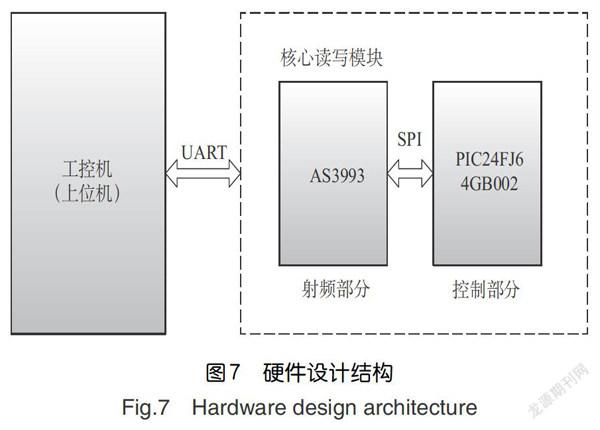
硬件设计由上位机管理模块和核心读写模块组成,射频部分选用奥地利微电子公司推出的RFID收发芯片AS3993,其具有成本低、功耗小、易集成和支持多协议等特点,该芯片支持ISO/IEC 18000-6C协议。控制部分选用Microchip公司的16位哈弗结构单片机PIC24FJ64GB002,具有通用串行总线和特殊的功耗管理模块。核心读写模块中的射频部分和控制部分通过串行外围设备接口(Serial Peripheral Interface,SPI)通信,核心读写模块和上位机通过通用异步收发传输器(UART)接口通信,如图7所示。
AS3993支持包含ISO/IEC 18000-6A/B/C及ISO 29143等相关的RFID空P协议,在标准模式下,调用集成在芯片中的ISO/IEC 18000-6C协议,控制单元在信号发射阶段,将数字基带装入AS3993的两个FIFO寄存器,其内部自动将信息转换成符合协议的命令帧,并在内部进行调制后以模拟信号形式输出。当有射频信号待接收时,模拟信号经过AS3993零中频I/Q接收机解调后,由协议处理器处理成数字基带信息再存入FIFO寄存器,单片机通过SPI中断读取数据。工控机通过RS232接口与读写器相连接,通过UART协议将读写器获得的数据传送给工控机。
为保证AS3993射频输出可以达到足够大的功率,采用内部低功耗信号驱动外部功率放大器实现功率信号输出的方式。巴伦的主要作用是实现单端信号与差分信号之间的相互转换,AS3993输出差分平衡信号通过巴伦转换成单端不平衡信号。本设计采用Johanson公司推出的0900BL18B100E巴伦集成电路,其工作频率在800〜1000MHz,阻抗比为2:1,输入阻抗10011,输出阻抗为50Ω,AS3993通过RFOPX和RFONX输出差分信号。从巴伦电路输出的信号要经过定向耦合器传输端输出,一体收发天线还需经定向耦合器将外部信号接收到内部通道中。本设计选用的是Johanson公司推出0910CF15B0100E型定向耦合器,其工作频率为860〜960MHz,满足设计要求,射频收发电路原理图如图8所示。
3.3软件设计
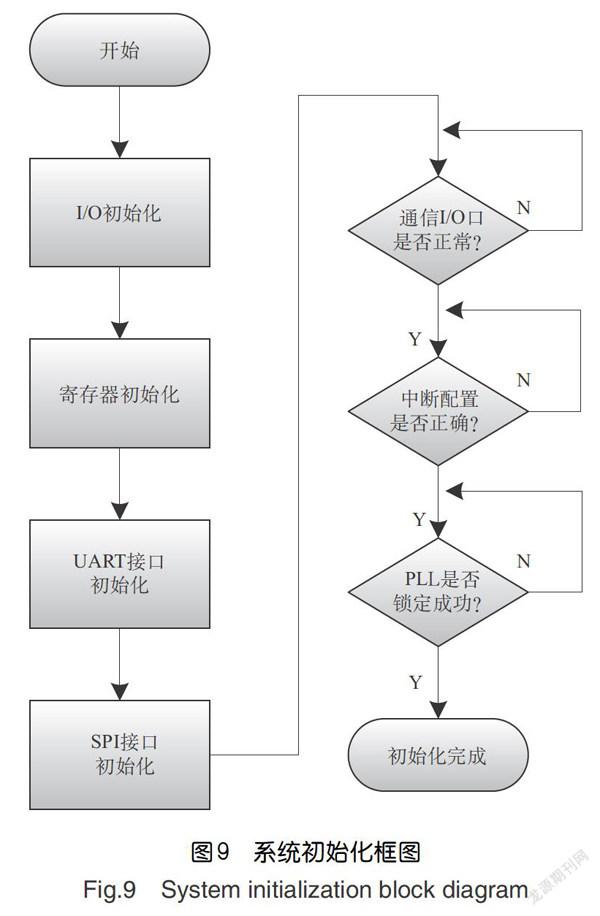
在整个系统中,PIC24FJ64GB002单片机作为主控制器对射频收发芯片AS3993进行控制,单片机作为主控芯片通过SPI将控制命令发送给从属芯片执行,首先进行单片机的硬件配置,有UART初始化配置、SPI初始化配置、中断配置,再通过SPI对AS3993芯片进行初始化,如图9所示。
数据传输可以通过90、91和92进行传输的循环冗余校验(CRC),发送90再将字节数和数据写入,将字节长度写入T长度寄存器(3D,3E),将数据写入FIFO寄存器(3F),当第一个数据字节被写入时FIFO开始工作。完成通信后,通过通信协议命令实现收发。
4结论
RFID自动识别技术集计算机技术、无线射频技术和数据管理技术等于一身,应用于航空制造业与在制品流程跟踪领域,系统通过自动采集生成生产过程数据及设备状态数据,为生产计划、生产管理、仓储管理等提供了实时数据支撑,提高生产效率、节约环节成本以及提高产品质量。随着“互联网+”和军民融合的深化推进,RFID的应用门槛和成本逐步降低,RFID技术在航空领域的应用也必将全面普及。
参考文献
[1]郭萍.物流信息系统中信息交换协议的研究与分析[D].南京:东南大学,2008.
Guo Ping.Research and analysis of information exchange protocol in logistics information system[D].Nanjing:Southeast University,2008.(in Chinese)
[2]庚桂平,苗建军.无线射频识别(RFID)技术标准化工作介绍[J].航空标准化与质量,2007(02):47-51.
Geng Guiping,Miao Jianjun.Introduction to standardization of radio frequency identification(RFID)technology[J].Standardization and Quality of Aviation,2007(02):47-51.(in Chinese)
[3]刘俊,吴超.航材管理中射频识别技术应用标准化需求初探[J].航空标准化与质量,2011(05):22-24.
Liu Jun,Wu Chao.A preliminary study on the application standardization requirements of RFID technology in aviation material management[J].Standardization and Quality of Aviation,2011(05):22-24.(in Chinese)
[4]熊昕.数控刀具全生命周期智能管理系统研究[D].重庆:重庆大学,2017.
Xiong Xin.Research on intelligent management system of the whole life cycle of numerical control tools[D].Chongqing:Chongqing University,2017.(in Chinese)
[5]张慧岳.电力有源滤波器快速跟踪算法的研究[D].北京:北方工业大学,2018.
Zhang Huiyue.Research on fast tracking algorithm of active power filter[D].Beijing:North China University of Technology,2018.(in Chinese)
[6]于銀山.低信噪比环境下超高频RFID系统建模与抗干扰研究[D].南京:南京航空航天大学,2012.
Yu Yinshan.Research on modeling and anti-interference of uhf RFID system in low SNR environment[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2012.(in Chinese)
[7]彭梅.基于AS3993的超高频RFID读写器设计与实现[D].南京:南京航空航天大学,2015.
Peng Mei.Design and implementation of an UHF RFID reader based on AS3993[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2008.(in Chinese)
猜你喜欢
装备维修技术(2021年47期)2021-07-12
卷宗(2016年10期)2017-01-21
青岛科技大学学报(社会科学版)(2016年4期)2017-01-17
中国高新技术企业(2016年32期)2016-12-27
现代商贸工业(2016年11期)2016-12-26
科技创新与应用(2016年34期)2016-12-23
现代企业文化·理论版(2016年14期)2016-10-21
商(2016年15期)2016-06-17
