无夹层复合基体金刚石锯片噪声研究
2019-09-06 02:12邹新光刘一波刘志海
超硬材料工程 2019年3期
邹新光,刘一波,刘 锟,刘志海,黄 霞
(安泰科技股份有限公司,北京安泰钢研超硬材料制品有限责任公司,北京昌平 102200)
0 前言
金刚石圆锯片作为切削工具广泛应用于石材、建材等硬脆材料的加工。随着环保及人力资源成本的提高,以及材料技术和制造业技术的发展,对切削工具的要求越来越高,其中降低噪音问题也越来越受关注。金刚石锯片在切割过程中会产生噪声,对环境造成一定的污染,也会影响人们的身体健康。所以降低金刚石锯片在切割过程中产生的噪声是非常必要的。
金刚石锯片的噪声问题,一直是我们关注的话题,国内外学者也做了大量的研究,研究证明夹层复合基体锯片降噪效果比较明显,但夹层基体价格比较高,是普通基体的三倍,所以本文提出了无夹层复合基体锯片。无夹层基体比夹层基体少了中间层的阻尼材料,并以空气作为阻尼,降低了成本。无夹层复合基体有一定的降噪效果,但降噪效果不太明显,所以本文通过对锯片降噪来源和降噪方法进行分析,对无夹层复合基体提出了切缝方法的改进,以达到更好的降噪效果。通过实验数据分析验证了无夹层复合基体锯片有一定的降噪效果,切交错缝的无夹层复合基体锯片降噪效果更好。
1 噪声的来源
金刚石锯片不管应用在何种材料上,锯片本身噪声的来源基本上是相同的。锯片无论是空转还是切割时都会产生噪声,归结起来其噪声主要来源分为三种:一是空气动力噪声;二是锯片本身振动产生的噪声和锯片在切割时与被切割对象冲击产生的噪声;三是锯片与切割对象产生的摩擦噪声[1]。
1.1 空气动力噪声
金刚石圆锯片不管是空转,还是做切割运动,都会与空气接触,从而使空气流动产生噪声。在高速旋转下的圆锯片会对空气产生强烈的扰动,例如:基体的水槽会对空气产生一定的吸力,从而产生涡流;异形的圆锯片的齿尖部分也会对空气产生一定的影响。空气流动产生的噪声可以分为涡流噪声、齿尖噪声、周期性排气噪声等[2]。
1.2 锯片振动噪声
锯片在旋转时就会产生振动,而振动主要来源于自身的旋转频率,其次是工作时切割对象作用力,因此伴随着会产生振动噪声。振动噪声主要分为共振噪声和强迫振动噪声。圆锯片无论是空转或工作状态,转动频率与锯片的固有频率相接近时,就会产生共振噪声。共振会产生刺耳的噪声,由于不同的锯片会对应不同的转速,所以这种刺耳的噪声也会不同[3]。
锯片在工作状态下,由于锯片与被切割对象的相互作用,锯片会受到被切割对象的冲击,从而使锯片产生振动噪声。由于冲击频率比较高,因此这样一个冲击过程也成为了锯片的主要激振源[4]。
1.3 摩擦噪声
摩擦噪声是由锯片和被切割对象之间的摩擦引起的。由于被切割开的切割对象表面比较粗糙,会使圆锯片表面与被切割对象产生摩擦,从而产生摩擦噪声,特别是在切割钢筋混凝土等粗糙材料时;另外由于人为的干扰使锯片在切割过程中产生偏移,也会使锯片表面与被切割对象产生摩擦噪声[3]。
2 锯片降噪方法
根据上述对噪声来源的分析,要想降低噪声,就需要从产生噪声的根源上来解决问题,这也是降低噪声最根本、最有效及最经济的方法。
降低锯片噪声主要有两个途径:一是降低锯片空气动力噪声;二是降低锯片振动噪声。经国内外学者研究表明,降低锯片的噪声主要有三种方法:一是设置合适的加工参数;二是基体上打孔、切缝;三是改变基体的阻尼[5]。
2.1 设置合适的加工参数
锯片的加工参数主要包括旋转与切深等参数。在质量和效率都允许的情况下,可以适当的降低圆锯片的转速,这样会降低齿尖、水口与空气的摩擦,从而会降低空气流动引起的噪声[6]。Ruzica 等人[7]针对圆锯片转速增量的情况下,得出了对空转圆锯片影响较大的转速。Reiter[8]通过大量的实验得出了一个可以预测圆锯片几何尺寸和运动参数下的辐射噪声水平的方程。因此设置合适的加工参数可以有效降低圆锯片的噪声。
2.2 基体打孔和切缝
基体打孔是在基体的径向和圆周方向上打一些孔,这些孔不仅可以起散热的作用,还能起消音的作用。基体切缝是在基体上利用激光切割机切割一些窄缝(缝隙宽度通常≤0.3),从而降低噪声。研究表明,基体打孔不仅改变了圆锯片的热应力分布状况,也可以阻止驻波共振[9];圆锯片基体上的切缝可以割断基体周边到中心的振动线,从而噪声会被共鸣反弹;因此,在基体水槽不变的情况下,基体打孔和切缝都会在一定程度上降低噪声。
2.3 改变基体阻尼
通俗地说,阻尼就是阻止物体继续运动。当物体受到外力作用而振动时,会产生一种使外力衰减的反力,称为阻尼力。圆锯片的噪声主要是由振动引起的,改变基体的阻尼可以适当地降低噪声,目前应用最广泛的是基体阻尼夹层的设计。汉诺威大学的Tonshoff[10]等人研究了三明治消音基体,夹层采用粘弹性材料,通过夹层与基体间空气层中空气的流动和摩擦来减少噪音的辐射;李长龙[11]等开发了一种合金夹层基体,降低了锯片的噪声。
3 改进复合基体
根据以上分析,在一定的切割工况下,改变基体切缝和阻尼可以降低锯片的噪声。基体切缝是通过改变基体的结构来实现降噪的,基体切缝能够切断振动的传播[12],但这种改变只是改变几何的不连续性,使得振动在传播上会断断续续的,但实际上振动的能量却没有消除;复合基体是通过改变基体的材质或增加阻尼材料的方法来实现降噪的,改变基体阻尼能够吸收振动的能量,能把高频的能量降低[13]。根据上述分析,切缝的复合基体不仅能够切断振动的传播还能吸收振动的能量,本文提出的无夹层复合基体是把空气作为阻尼,所以针对无夹层复合基体进行了切缝方法的改进。但无夹层复合基体如果切通缝在锯片切割过程中对空气会产生一定的吸力,气流会直接穿过基体从另一侧排出去,从而也会产生一些空气动力噪声,虽然能起降噪效果,但也会增加一些空气动力噪声;无夹层复合基体如果切交错缝在锯片切割过程中虽然会对空气产生一定的吸力,但吸入的空气会在复合基体的夹层之间,夹层之间的空气也会起一定的阻碍作用,产生的空气动力噪声也会相对减小。
本文主要通过对无夹层基体切交错缝方法的改进,以达到无夹层基体锯片更好的降噪效果,并通过实验,验证了此方法的有效性。
4 实验分析
本文设定复合基体外圆的水槽为钥匙孔,切缝为M形切缝,切割方式为干切。实验方案主要分为以下几种:一是常规基体锯片;二是无夹层复合基体锯片;三是无夹层复合基体切交错缝锯片。将三种锯片进行切割实验,二、三种方案分别与一方案数据进行对比。
常规锯片为基体不做处理的锯片,如图1所示;本文提到的无夹层复合基体主要是通过两片薄的基体利用粘胶或点焊等方式进行复合,如图2所示;无夹层复合基体切缝制备方法为两片薄的基体分别切缝,切缝在基体径向的圆周上切小于0.3mm的窄缝,两基体的缝与缝成一定角度不相交,并利用粘胶或点焊等方式进行复合,如图3所示。

图1 常规锯片Fig.1 Conventional saw blades

图2 无夹层复合锯片Fig.2 Sandwich-free composite saw blade
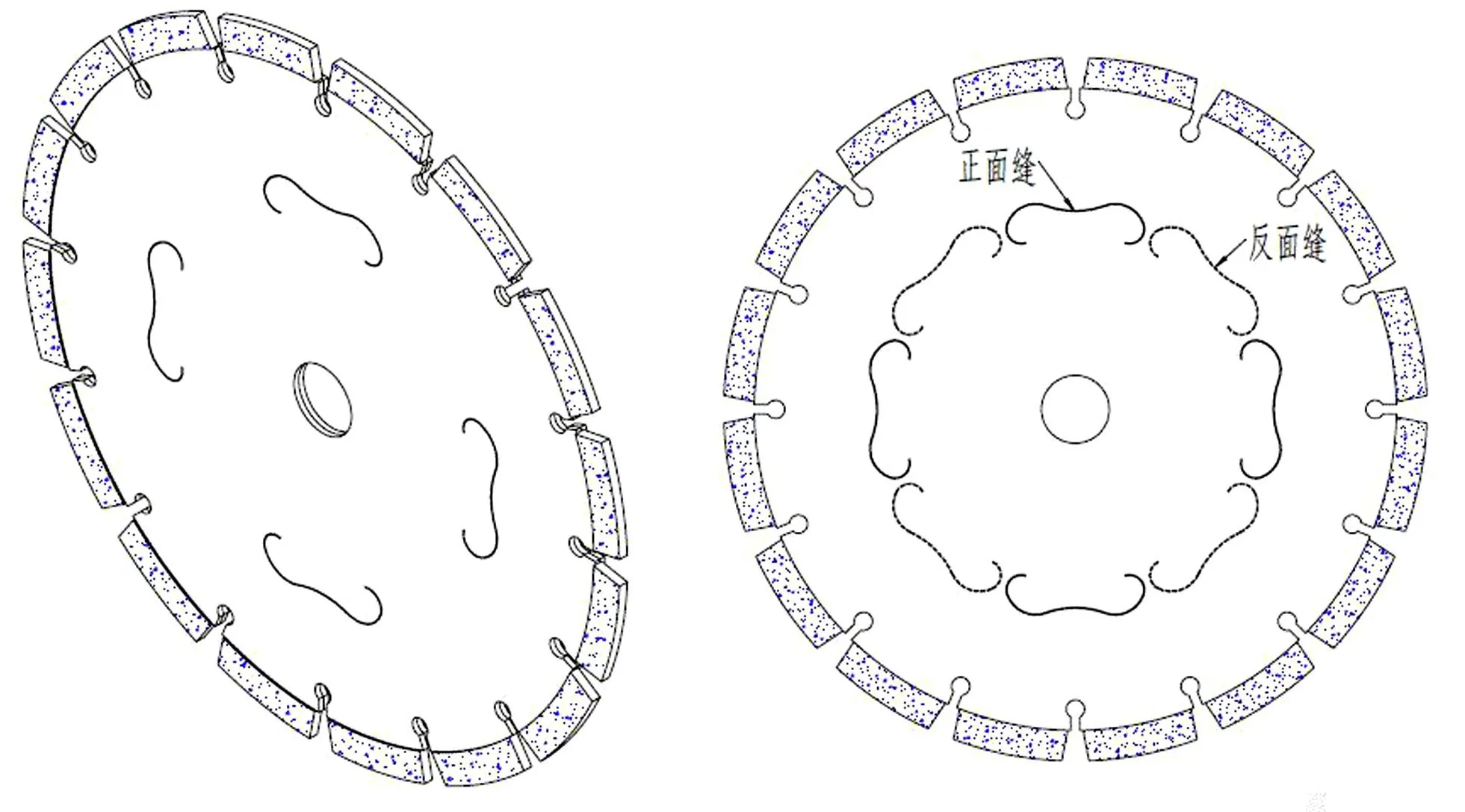
图3 无夹层复合基体切交错缝锯片Fig.3 Saw blades without sandwich composite matrix for cutting staggered crevice
根据上述的实验方案,选用同规格、同粉类的Φ230锯片,使用2000W的手持锯在实验平台上干切白石,白石规格为长600mm×厚10mm,并用噪声接收器来接收噪声,噪声接收器放置在离切割平台2米处。将上述三种锯片分别命名,常规基体锯片编号为A1,无夹层复合基体锯片编号为A2,无夹层复合基体切交错缝锯片编号为A3。实验数据见下表。
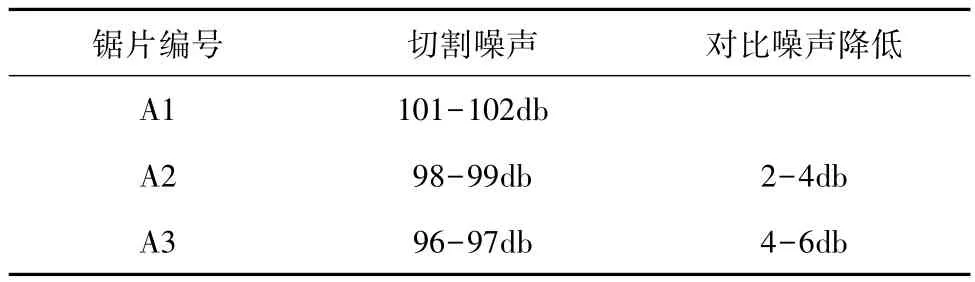
表1 切割噪声对比Table 1 Comparison of cutting noise
从上述数据来看,无夹层复合基体锯片比常规锯片降噪2~4db,无夹层复合基体切交错缝锯片比常规锯片降噪4~6db,无夹层复合基体切交错缝锯片比无夹层复合基体锯片降噪1~3db。虽然小规格的锯片本身切割的功率就比较小,降噪的幅度比较小,没有大规格的锯片降噪数值那么明显,但不影响实验的对比结果。
5 结论
针对夹层复合基体的制造成本问题,本文提出了一种无夹层复合基体锯片,根据金刚石锯片噪声原理以及降噪方法的分析,针对切缝对无夹层复合基体进行了切交错缝的改进,以达到更好的降噪效果。通过对比常规锯片实验验证了无夹层基体有一定的降噪效果,切交错缝的无夹层复合基体降噪效果更好。
本文只是考虑了对相同形状的交错切缝复合无夹层基体锯片对噪声的影响,验证了切交错缝的无夹层复合基体锯片的降噪效果,不同交错切缝对无夹层复合基体锯片的降噪效果尚还需要国内外学者做进一步的研究。
猜你喜欢
制造技术与机床(2022年10期)2022-10-11
石材(2022年4期)2022-06-15
建材发展导向(2021年11期)2021-07-28
山西冶金(2021年3期)2021-07-27
舰船科学技术(2021年12期)2021-03-29
工程爆破(2020年6期)2021-01-05
心肺血管病杂志(2019年9期)2019-12-09
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年3期)2017-06-23
汽车文摘(2016年5期)2016-12-06