一种拉刀用陶瓷结合剂cBN砂轮的制备及应用
2019-09-06 02:12刘宏伟吕升东
超硬材料工程 2019年3期
刘宏伟,李 涛 ,吕升东
(沈阳中科超硬磨具磨削研究所,辽宁沈阳 110179)
1 前言
随着21世纪机械装备制造业技术的迅猛发展,带动了自动化技术的飞速发展,磨削加工的工件精密化程度也越来越高。陶瓷结合剂cBN砂轮因为其优良的磨削性能,在超高速、高速磨削难以加工的工件材料等加工领域中得到了广泛的应用。陶瓷结合剂cBN砂轮是将陶瓷结合剂与cBN磨料、造孔剂混合均匀按规定尺寸压制成型并经特定适宜的温度曲线烧结而成的固结磨具。目前,国内研究的陶瓷结合剂cBN砂轮与国际先进产品在使用性能上还存在着一定的差距。而另一方面,随着装备机械零部件的生产效率与加工精密度的产品要求越来越高,也使得国内的拉削加工与刀具技术得以迅速发展。
当今拉削加工技术正快速向高速高效精密加工方向发展,高性能磨具是加强高速效精密拉刀拉削加工的关键和保障。金刚石(DIAMOND)和立方氮化硼(cBN)是迄今为止已工业应用的两种超硬材料[1]。这两种超硬材料由于其硬度、强度很高,用其制造的砂轮具有磨削效率高,磨削精度高,磨具磨损小,形状保持性好以及使用寿命长等优点,所以其在磨削加工拉刀方面显示了很大的优势。因此,在磨具制造和磨削应用方面,世界上日益呈现B(cBN/cubic boron nitride)取代A(刚玉/aluminum oxide)、D(金刚石/diamond)取代C(碳化硅/silicon carbide)的趋势,超硬材料磨具的发展速度较快[2-4]。
本研究采用气氛(抽真空通氮气)烧结技术,通过控制特定温度曲线来调节陶瓷结合剂的晶型转变,使得陶瓷结合剂cBN砂轮对拉刀刀具容屑槽、分屑槽及齿面等的磨削加工能力改善,能极大提高对拉刀的加工效率及刀面质量,大大降低了磨削烧伤的产生。
2 实验
2.1 实验方案
本实验研究的陶瓷结合剂cBN砂轮为Y2O3-Na2O-Li2O-Al2O3-B2O3-SiO2硼铝硅酸盐微晶玻璃体系,实验分别测定了其硬度、磨削拉刀性能等。通过磨削加工高速钢、硬质合金钢材质拉刀,有望通过科学的研究方法制备出磨削加工拉刀优质的陶瓷结合剂cBN砂轮。
2.1.1 实验仪器及设备
实验的仪器及设备见表1。

表1 实验仪器及设备Table 1 Experimental instruments and equipment
2.2 砂轮制备
本实验砂轮结合剂部分使用分析纯原料并采用高温熔融水淬制得,砂轮制备工艺步骤如下:
(1)先将 Y2O3-Na2O-Li2O-Al2O3-B2O3-SiO2硼铝硅酸盐微晶玻璃体系的原料按一定比例在高温电阻炉中熔融水淬后经过研磨过筛处理;
(2)按一定比例将陶瓷结合剂与造孔剂(50μm的PMMA微球)、cBN磨料140/170及临时粘结剂等放入物料混合机中混合充分;
(3)将混好的物料按一定比例添加适量润湿剂充分润湿均匀;
(4)放入砂轮模具中摊平,用适当压力在压机上压制成型;
(5)将压制好的砂轮坯体放入通风良好的干燥室内干燥,等待干燥完毕;
(6)将干燥好的砂轮坯体放入SG-XQL1200型箱式真空气氛炉中按适当的温度曲线进行烧结;
(7)将烧结完毕冷却到室温的砂轮部分与金属基体进行粘胶固化处理;将粘胶好的砂轮放入真空干燥箱中(80℃)干燥;
(8)将干燥好的砂轮放在万用磨床上修正后,砂轮制备完成。
3 实验过程结果与分析
3.1 砂轮结构硬度结果与分析
本实验砂轮采用NEMESIS 9800型布洛维硬度计分别测定砂轮与砂轮基体的洛氏硬度,选取理想砂轮作为本次研究对象,砂轮与基体分别选取32个点进行洛氏硬度测试,通过这些点分析砂轮的过程能力指数CPK。CPK(Process capability index制程能力指数/工序能力指数/过程能力指数),表示制程能力满足技术标准的程度。其中过程能力指数的值越大,表明产品的离散程度相对于技术标准的公差范围越小,因而过程能力就越高;过程能力指数的值越小,表明产品的离散程度相对公差范围越大,因而过程能力就越低。因此,可以从过程能力指数的数值大小来判断能力的高低。从经济和质量两方面的要求来看,过程能力指数数值并非越大越好,而应在一个适当的范围内取值[5]。
3.1.1 砂轮基体硬度结果与分析
砂轮基体硬度HRB(4组8元)数据见表2:

表2 砂轮基体硬度HRB(4组8元)数据Table 2 Hard disk matrix hardness HRB(4 groups of 8 yuan)data
砂轮基体硬度CPK见下图1:

图1 砂轮基体硬度过程能力图Fig.1 Hardness process diagram of grinding wheel base
通过表2可知,砂轮基体硬度范围在33~35HRB之间,通过对其过程能力进行测试,如上图1,砂轮基体的CPK值为1.36,大于1.33,可知工序在一定的时间范围内,砂轮基体在稳定状态下的硬度满足产品质量标准化的要求。
3.1.2 砂轮硬度结果与分析
砂轮硬度HRA(4组8元)数据见表3:
砂轮硬度CPK见图2:

表3 砂轮硬度HRB(4组8元)数据Table 3 Hard wheel hardness HRB(4 groups of 8 yuan)data
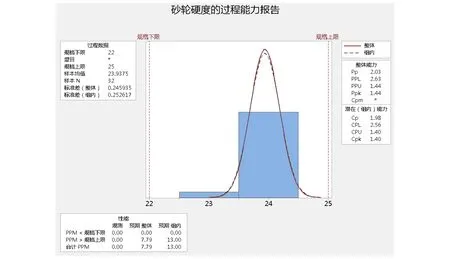
图2 砂轮硬度过程能力图Fig.2 The process capability diagram of grinding wheel hardness
通过表3可知,选取的砂轮基体硬度范围在23~24HRA之间,通过对其过程能力进行测试,如上图2,砂轮基体的CPK值为1.40,大于1.33,可知工序在一定的时间范围内,砂轮基体在稳定状态下的硬度满足产品质量标准化的要求。为了砂轮更能够适应精细化发展,需要砂轮的硬度稳定性能再次提升。
3.2 陶瓷结合剂cBN砂轮显微组织结构与分析
陶瓷结合剂cBN砂轮的SEM形貌见图3:

图3 陶瓷结合剂cBN砂轮SEM图Fig.3 the SEM of ceramic bond CBN grinding wheel
如图3所示,图3中(a)、(b)、(c)为陶瓷结合剂cBN砂轮的不同放大倍数XRD图,(d)为陶瓷结合剂与砂轮相同温度曲线烧结后的SEM图。从图中可以明显看出陶瓷结合剂cBN砂轮的显微组织结构,如陶瓷结合剂、cBN磨料、气孔。其中气孔是由PMMA微球通过高温熔融挥发后形成的,陶瓷结合剂经过熔融开始附着于cBN磨料表面,当熔融液相逐渐在cBN磨料表面向固相转变时,开始有晶核产生,随着不同的析晶与晶核生长,增强了cBN与cBN间的粘结能力。cBN磨粒经过镀镍处理表面形成树突状毛刺结构,增大了磨粒的比表面积,因此增大了与陶瓷结合剂的接触面积,亦增强了陶瓷结合剂cBN砂轮的结构稳定性,使砂轮在有大气孔的条件下磨粒同时具备高的把持力,增大了砂轮的耐磨性。
3.3 陶瓷结合剂cBN砂轮磨削拉刀的结果与分析
本课题研究特种陶瓷结合剂cBN砂轮作用于拉刀刀具的刃面磨与刀槽磨削,选用的机床为日本NACHI不二越拉刀刃磨床,在磨床上用同一片砂轮磨削不同组拉刀工件所得磨削数据(表面粗糙度、拉刀齿尺寸公差)如表4、5所示,结果表明,该种陶瓷结合剂cBN砂轮适宜磨削拉刀的花键槽,磨削精度高,能大大提高磨削的效率。
针对上述陶瓷结合剂cBN砂轮精密的磨削问题,我们以平面拉刀为研究对象,通过对陶瓷结合剂cBN砂轮制备与磨削拉刀槽刃及其刃面表面粗糙度、拉刀刃间的尺寸公差的测量结果,从拉刀加工工艺的角度去研究和探索,最终提出一套工艺改进的方案,设计出一款既能保证质量,又能提高生产效率与精密度的陶瓷结合剂cBN砂轮。
3.3.1 拉刀刀刃面的表面粗糙度结果与分析
选取5组相同拉刀在相同砂轮机床上进行磨削加工,每组拉刀样品中测量40个拉刀刀刃面的表面粗糙度Ra(μm)值,数据见表4。
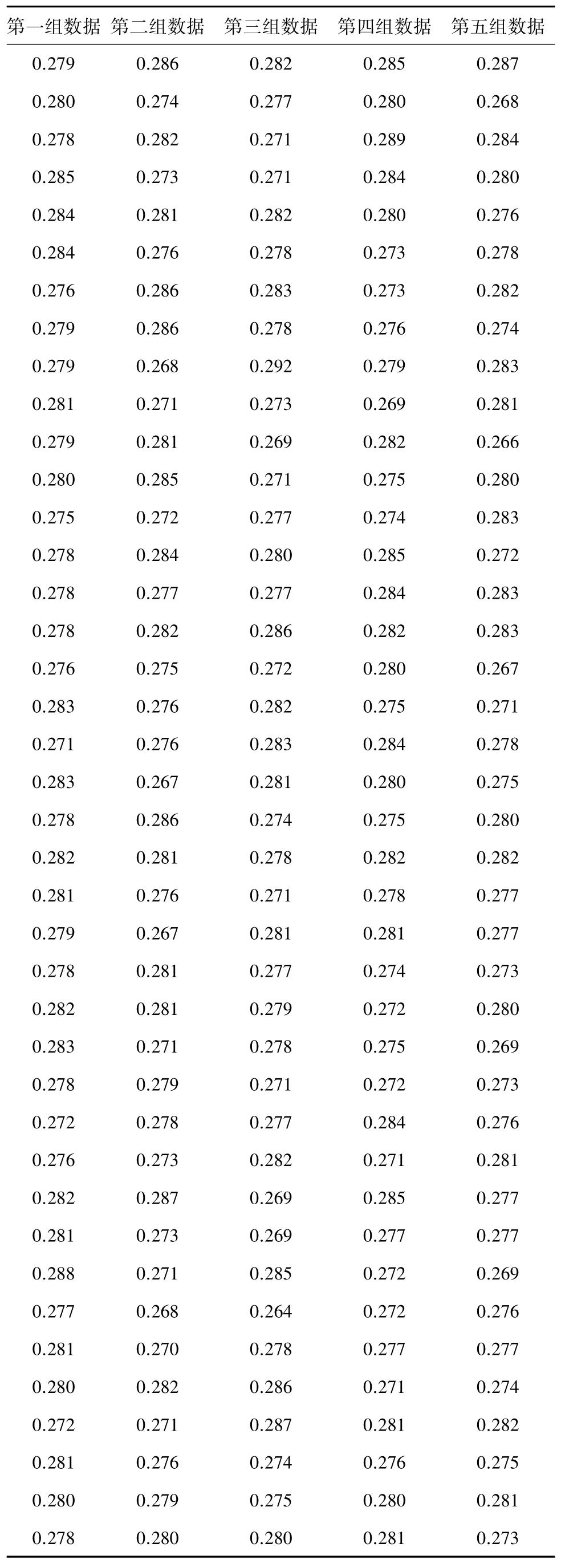
表4 拉刀刀刃面的表面粗糙度Ra值(μm)Table 4 Surface roughness Ra value of the broach blade surface(μm)
用表4所得数据通过软件Minitab进行画图,计算出拉刀刃面的表面粗糙度过程能力,如图4所示。
结合表4及图4可知,选取的拉刀刃面表面粗糙度范围在0.25 ~0.31μm 之间,通过对其过程能力进行测试,陶瓷结合剂cBN砂轮对拉刀刃面磨削所测的粗糙度CPK值为1.80,大于1.67,可知工序在一定的时间范围内,拉刀刃面表面粗糙度在稳定状态下满足产品质量标准化的要求。
3.3.2 拉刀刃间的尺寸公差结果与分析
选取5组相同拉刀在相同砂轮机床上进行磨削加工,每组拉刀样品中测量40个拉刀刀刃间的尺寸公差值(μm),见数据表5。
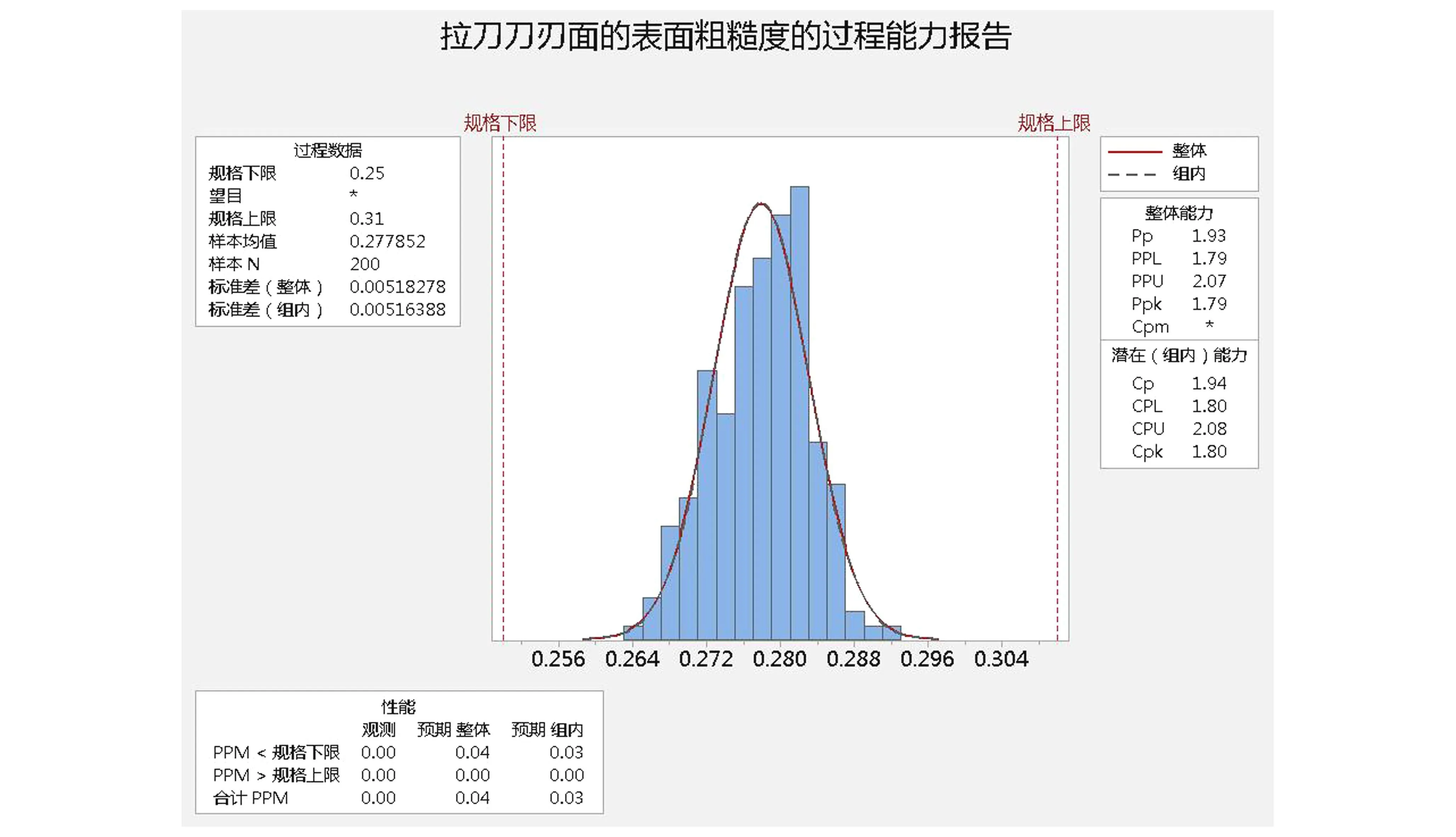
图4 拉刀刃面的表面粗糙度过程能力报告Fig.4 Surface roughness process capability report of the blade face

表5 拉刀刃间的尺寸公差值(μm)Table 5 Dimension tolerance values between the blades(μm)
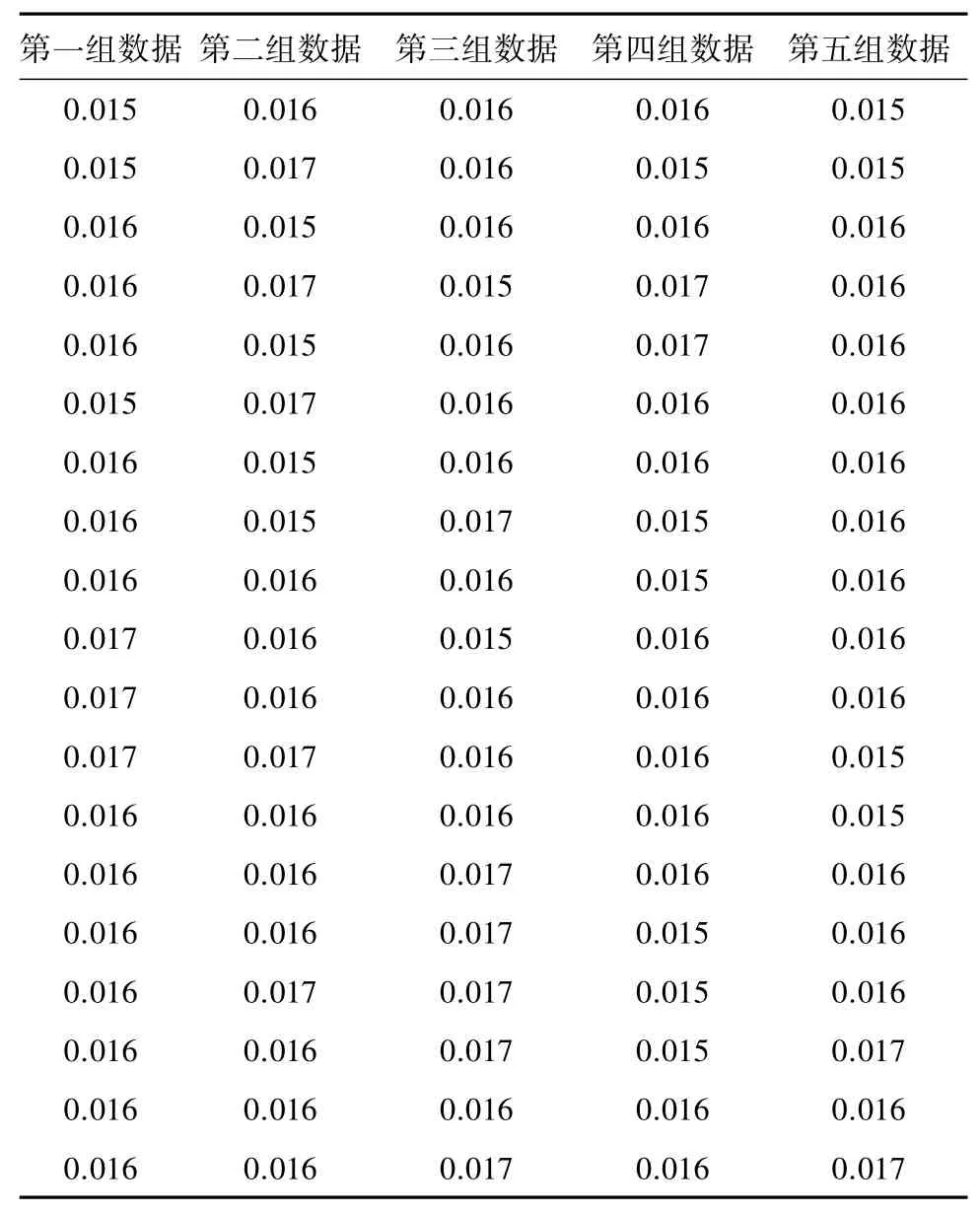
续表5
表5数据用软件Minitab进行画图,计算出刃间的尺寸公差过程能力,见图5。
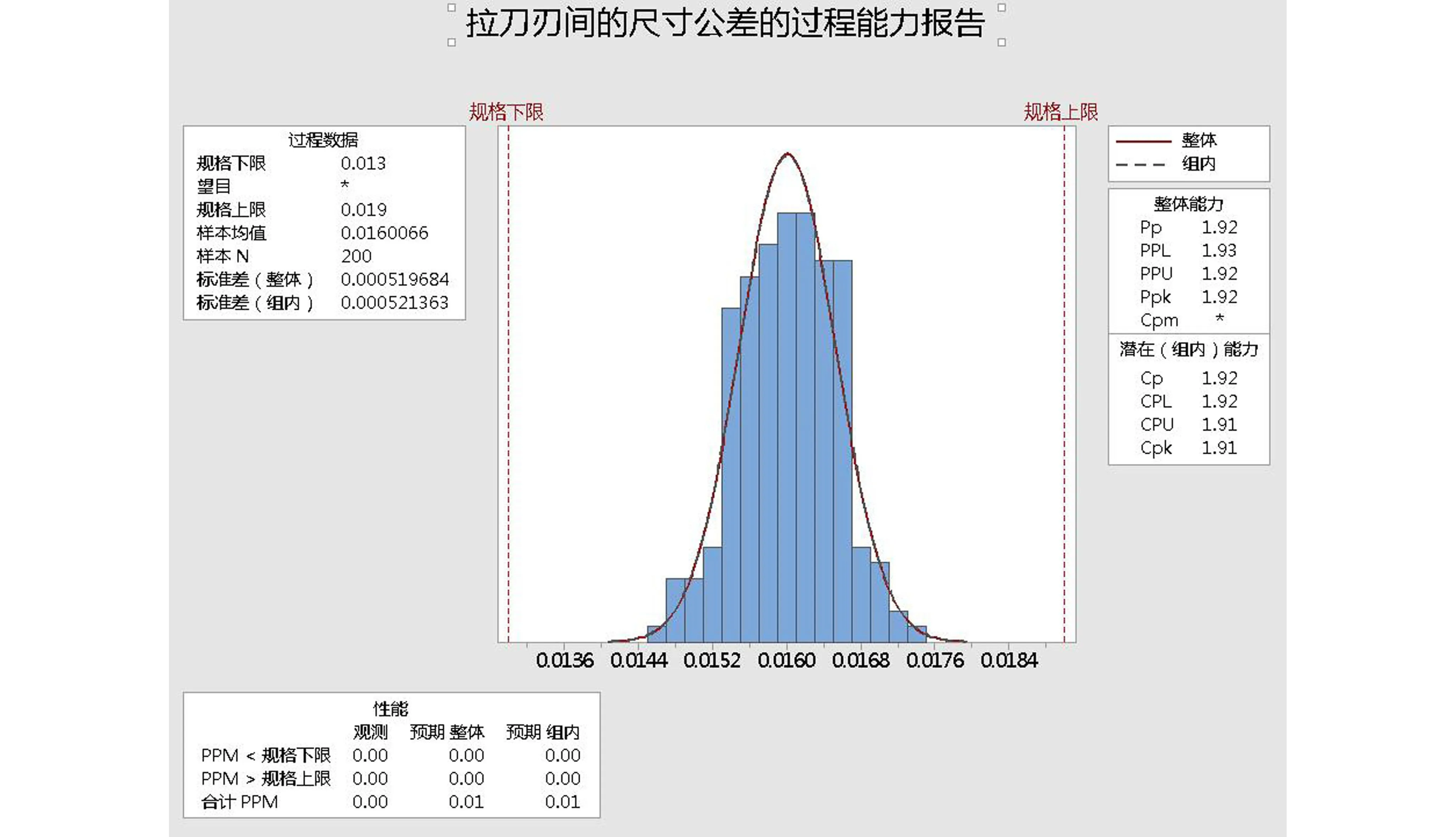
图5 拉刀刃间的尺寸公差过程能力报告Fig.5 The process capability report of dimensional tolerance between the blades
结合表5及图5可知,上图中选取的拉刀刃间的尺寸公差范围在 0.013~0.019μm 之间,通过对其过程能力进行测试,陶瓷结合剂cBN砂轮对拉刀刃面磨削所测的拉刀刃间的尺寸公差CPK值为1.91,大于1.67,可知工序在一定的时间范围内,拉刀刃间的尺寸公差在稳定状态下满足产品质量标准化的要求。
4 结论
因为超硬磨料本身具有极高的硬度和耐磨性等优点,使得陶瓷结合剂cBN砂轮本身具备了磨削能力优、耐磨性强和使用寿命长等优点。通过本研究中的砂轮在磨削拉刀方面的应用,不仅使磨削效率得到了提高,也使得磨削加工精度和表面磨削质量得到了提高。通过本实验的研究,当砂轮的硬度质量CPK均在1.33以上时,砂轮表面稳定性优良,使得砂轮在磨削工件拉刀时所测量的刃面粗糙度及刀刃间的尺寸公差CPK均大于1.67,可以看出砂轮磨削后的拉刀一致性非常优秀,达到了国际先进水平,生产的拉刀可替代国外进口产品。随着高精尖磨削设备不断地研究出现与推广应用,陶瓷结合剂cBN砂轮的优越性能应用于汽车、轴承、机床、空调、冰箱、军工、航空、电子产品等许多领域部件的磨削加工中。并且这类陶瓷结合剂cBN砂轮产品在成型磨削、高效高精磨削等各类磨削领域中的应用也越来越强。
猜你喜欢
椰城(2021年12期)2021-12-10
重型机械(2020年3期)2020-08-24
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
当代陕西(2019年16期)2019-09-25
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
综合智慧能源(2017年10期)2017-01-18
统计科学与实践(2016年4期)2016-03-01
综合智慧能源(2016年1期)2016-02-03