哈萨克斯坦PKOP 炼厂自卸式捆绑火炬安装工艺
2019-08-30 01:41:06庞学龙
石油工程建设 2019年4期
庞学龙
中国石油天然气第七建设有限公司,山东青岛 266300
1 火炬系统介绍
哈萨克斯坦PKOP 奇姆肯特炼油厂现代化改造项目是中国石油最大的海外炼油项目,在项目改造过程中对于火炬装置采用了自卸式捆绑火炬系统,自卸式捆绑火炬系统由火炬塔架、滑道、火炬以及自动控制系统等组成,火炬筒体可沿着H型滑道上下滑动。
奇姆肯特炼油厂自卸式捆绑火炬塔架共捆绑三台套火炬,分别为高压火炬、低压火炬和酸性气火炬,每台火炬分别由七段筒体和一个火炬头组成,每段火炬筒体长度为19 m,组装后总高度达到135 m[1]。高压火炬和低压火炬筒体公称直径为1 300 mm,单节筒体质量17 t,每台火炬总质量125 t;酸性气火炬筒体公称直径为400 mm,单节筒体质量6 t,总质量55 t。自卸式捆绑火炬系统结构形式见图1。

图1 自卸式捆绑火炬系统结构形式
2 火炬常规安装工艺分析
自卸式捆绑火炬系统的火炬安装常见形式有两种:其一,采用自带火炬筒体翻转、提升系统进行安装[2];其二,采用吊装设备翻转直立后再采用大型吊车整体提升法进行安装[3]。
采用自带火炬筒体翻转、提升系统安装需设置火炬翻转系统和提升系统,每安装一段筒体就需重新牵引一次翻转系统和提升系统的动滑车,安装工艺繁琐且施工效率低;采用大型吊车整体提升法进行安装,对大型吊车规格要求高、使用周期长、施工成本高且存在高空作业安全隐患。
对于海外施工成本高且资源匮乏的国家,如何提高施工效率、降低施工成本、保证施工工期是火炬安装的重点。
3 火炬安装创新方法
对于该改造项目中自卸式捆绑火炬塔架捆绑三台火炬的安装,借鉴了两种常规安装方法的经验。火炬翻转时,利用火炬自带的翻转机构并采用起重设备进行翻转,这可提高翻转效率,缩短施工工期;火炬提升时,采用塔架自带的火炬提升系统进行火炬提升,这可节省大型吊车的使用费用,降低施工成本,并避免了高空作业[4]。
需提前制作翻转吊点工装、设置动滑车牵引点以及进行火炬提升系统的试运行。安装时首先采用2 台50 t 履带吊车将火炬每段筒体吊装至水平支撑平台上;其次采用1 台50 t 履带吊车配合翻转机构将筒体翻转直立;最后利用火炬提升系统将火炬筒体依次提升,并与下段火炬筒体进行连接固定,通过多次翻转、提升即可完成火炬的安装工作。
4 火炬安装工艺原理
4.1 制造厂预组装
三台火炬全部在国内预制,在国外施工。每段火炬筒体整体长19 m,因运输限制无法整段运输,因此每段火炬需分两节运输。为保证国外现场安装精度,在国内制造厂进行整体预组装,合格后对每个部件进行逐一检查和编号,在现场组装过程中按照图纸对应编号进行组装,以保证现场组装精度要求。火炬在制造厂预组装见图2。

图2 火炬在制造厂预组装
4.2 现场组装
火炬塔架和滑道安装完毕后,在地面上搭设临时平台,先将每台火炬七段筒体的中间连接处组对焊接完,再进行每台火炬的整体组装,合格后进行管道防腐保温。火炬在现场组装见图3。

图3 火炬在现场组装
4.3 工装制作
火炬筒体翻转采用履带吊车进行翻转,火炬本体自带的翻转吊耳不能满足吊车翻转要求,需自行制作翻转工装,翻转工装采用螺栓连接在火炬每段筒体上部的法兰面底部,工装可重复使用,同规格制作一套即可满足使用要求。翻转工装见图4。
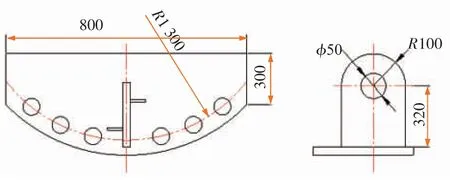
图4 翻转工装
4.4 提升系统设置
三台火炬安装时共用一套200 t 提升滑车组。首先,在地面上按照钢丝绳穿走示意图将定、动滑车钢丝绳穿好,并进行临时固定;其次,采用吊车吊装滑车组,将滑车组用销子连接在火炬塔架33 m标高的连接点上;最后,安装配套的导向滑车,并将进卷扬机端的钢丝绳盘入卷扬机卷筒内。提升系统设置见图5。

图5 提升系统设置
4.5 滑车牵引点设置
提升系统滑车组的动滑车需牵引才可下行,所以在火炬基础施工时,在每个火炬筒体基础底部预埋了牵引滑车固定板,在设置滑车牵引点时在每个预埋板上焊接一个20 t 级板式吊耳并配备导向滑车即可满足滑车牵引要求。
4.6 安装前准备
4.6.1 报验保温工序
每台火炬筒体在地面整体组装合格后进行管道保温,安装前应进行保温等工序报验,合格后方可进行安装。
4.6.2 制作临时平台
对各段火炬筒体,在正式翻转前应将筒体水平放置在平台上并连接底部翻转机构的螺栓,因设计中没有将摆放平台进行单独设计,所以需用钢结构制作临时平台,以放置火炬筒体,临时平台应放置在火炬筒体各段的底部支撑结构位置。
4.6.3 安装翻转机构
安装每台火炬的翻转机构并进行试翻转,合格后利用50 t 履带吊车将翻转机构的上旋转面翻转90°。
4.6.4 提升系统试运行
提升系统系挂完毕后在正式安装火炬筒体前进行空载试运行,检查各部件及卷扬机是否运行正常,试运行合格后方可进行火炬筒体安装。
4.7 工艺流程
4.7.1 第一段安装
利用2 台50 t 履带吊车将安装的第一段火炬筒体(火炬头与其连接的第一段筒体) 水平吊装至临时摆放平台上,利用螺栓将第一段火炬筒体底部与翻转机构连接固定,固定后摘除水平吊装索具,将吊装索具系挂至火炬头两侧的管式吊耳上,利用1 台50 t 履带吊车翻转直立后再安装滑道上下两侧固定滑块,滑块安装合格后摘除吊装索具。火炬第一段安装翻转见图6。
4.7.2 第一段提升
火炬筒体第一段就位后,采用200 t 卸扣将提升系统的动滑车与火炬筒体第一段下部的提升吊耳连接并预紧,预紧后检查提升系统,检查合格后拆除旋转机构连接螺栓,并启动卷扬机提升按钮,火炬筒体第一段在卷扬机的卷动下缓缓提升,提升过程中派专人监护,直至将火炬筒体第一段底部吊至高出旋转平台24 m 左右时(即火炬塔架第二层横梁位置) 停止提升,并按下卷扬机停止按钮。提升就位后完成固定。

图6 火炬第一段安装翻转
4.7.3 第二段翻转
首先,利用50 t 履带吊车将翻转机构的上旋转面翻转90°;其次,利用2 台50 t 履带吊车将安装的第二段火炬筒体水平吊装至临时摆放平台上;再次,利用螺栓将第二段火炬筒体底部与翻转机构连接固定,固定后摘除水平吊装索具;最后,将吊装索具系挂至第二段顶部的自制翻转工装吊耳上(见图7),利用1 台50 t 履带吊车翻转直立后安装滑道上下两侧固定滑块,滑块安装合格后摘除吊装索具。

图7 自制翻转吊耳
4.7.4 组对连接
翻转吊装索具摘除后,启动卷扬机降落按钮,第一段火炬筒体沿着滑道缓缓降落,直至降至第一段火炬筒体的底部法兰面与第二段火炬筒体的上部法兰面间隔200 mm 左右,而后按下卷扬机停止按钮,将法兰之间的连接垫片放在第二段火炬筒体的上部法兰面上,并调整好方位,检查合格后继续启动卷扬机降落按钮,直至第一段火炬筒体完全降落在第二段火炬筒体上,利用连接螺栓将第一段和第二段火炬筒体连接固定在一起。
4.7.5 穿电缆线、管道连接、完善保温层
螺栓连接固定后,将第一段火炬筒体携带的仪表电缆等穿入第二段筒体外侧的保护管内,并将多余的电缆盘在第二段筒体下部,火炬筒体之间连接端做好密闭,外侧的管道连接端放入垫片,并用螺栓连接固定,电缆线和管道连接合格后,按照技术要求完善保温层。
4.7.6 提升系统动滑车牵引
第一段火炬筒体和第二段火炬筒体连接工序全部完成后,启动卷扬机降落按钮,将提升系统的动滑车降落至松驰状态后按下卷扬机停止按钮,摘除动滑车与火炬筒体第一段下部的与提升吊耳连接的200 t 卸扣。
因提升系统的动滑车自身没有外力牵引,因此启动卷扬机降落按钮时动滑车不能自由降落,并且还将导致卷扬机卷筒上的钢丝绳松散不能正常使用,所以需设置外力向下牵引动滑车,才能降至下次提升筒体吊耳位置。牵引采用50 t 履带吊车配合完成,在动滑车底部系挂一根钢丝绳,通过基础底部提前设置的牵引点,再经过横向导向滑车后系挂到50 t 履带吊车吊钩上。牵引系统设置完毕后,启动卷扬机提升按钮,同时50 t 履带吊车慢慢向上起钩,通过卷扬机和履带吊相互配合将提升系统的动滑车牵引至下次提升筒体吊耳位置,动滑车到位后按下卷扬机停止按钮,并拆除滑车牵引钢丝绳。提升系统动滑车牵引布置见图8。
4.7.7 第一、 二段提升
火炬筒体提升系统的动滑车牵引就位后进行第一、二段筒体的提升,提升过程与第一段筒体提升过程相同,参照执行。

图8 提升系统动滑车牵引布置
4.7.8 第三段翻转
第三段翻转过程与第二段筒体翻转过程相同。
4.7.9 其他各段提升、翻转、安装
其他各段提升、翻转、穿电缆线、管道连接、完善保温层等工序与第一、二段筒体基本相同,利用上述方法将火炬筒体的七段全部安装就位。
4.7.10 其他火炬安装
本火炬塔架共捆绑三台火炬,每台火炬安装工序都是相同的,安装完一台后将提升系统的滑车组移动至下一台火炬的安装位置,采用相同工艺进行安装即可。
5 实施效果
采用此工艺流程提高了火炬筒体的翻转效率,每天能完成2 段火炬筒体的安装工作,无任何安全、质量事故发生,且解决了重复设置翻转系统的繁琐工序,缩短了施工工期,节约了施工成本,对今后安装或检修此类火炬筒体有非常好的借鉴意义。
6 结束语
自卸式捆绑火炬在国内外炼化项目多次使用,火炬安装有采用大型吊车提升的,也有采用自带系统提升的,安装方法各有不同,在未来的设计过程中应对以下三点进行改进:
(1) 翻转机构处设置平台。翻转机构上平面距离地面近2 m,并且每段火炬翻转前都需进行螺栓连接作业,施工人员在没有操作平台的基础上作业,安全隐患大并且施工效率低,因此,应设置操作平台。
(2) 增设动滑车牵引导向端。无论是提升系统动滑车还是翻转系统动滑车,仅依靠自重都无法自由下行,需加牵引力才可下行。为完善火炬自行翻转,提升系统需增设动滑车牵引导向端。
(3) 改进火炬头吊耳。火炬头外侧四周分布着点火器装置,吊耳设计在点火器装置内侧,在吊装过程中钢丝绳会刮碰点火器装置易造成损坏,设计过程中需改进火炬头吊耳型式。
猜你喜欢
中国设备工程(2023年2期)2023-02-13 06:22:32
中国特种设备安全(2022年5期)2022-08-26 09:19:28
起重运输机械(2021年22期)2021-12-03 10:52:40
锻压装备与制造技术(2021年3期)2021-08-13 08:40:00
中国医学影像技术(2021年10期)2021-03-28 11:16:08
智慧少年·故事叮当(2020年6期)2020-06-21 15:09:09
船海工程(2019年3期)2019-07-03 09:34:00
石油化工建设(2018年4期)2018-11-30 02:04:02
车迷(2018年11期)2018-08-30 03:20:36
石油化工建设(2018年2期)2018-07-11 01:24:56