
某车型发盖水滴造型包边模具结构设计
2019-08-28 07:44:58刘永根
锻压装备与制造技术 2019年4期
刘永根
(安徽江淮汽车集团股份有限公司 技术中心,安徽 合肥 230601)
1 汽车发盖包边形式
对于车身门盖类零件,在其轮廓周围都需进行包边工艺设计。目前采用的包边设备基本分为3种:压合模具、包边专机和机器人滚边,采用何种包边设备,需要综合考虑项目定义的生产节拍、设备开发周期和开发预算,以及车间生产线规划等诸多因素[1]。其中压合模具以其精度好、质量稳定、节拍高等优点被作为首选包边方式[2]。
汽车发盖的包边形式中,主要存在两种类型,一种是普通的包边,其形式如图1所示,另外一种是水滴包边,其形式如图2所示。可以看出,普通包边造型比较锋利,而水滴包边造型比较钝锉,水滴包边造型的目的除了匹配车身以美观造型,更重要是可以保护行人安全,降低伤害。
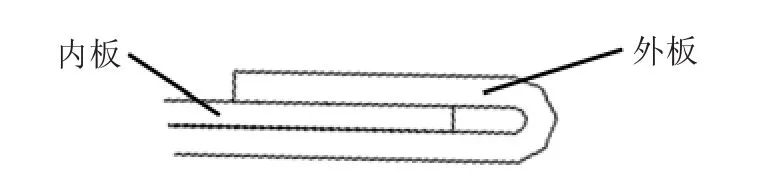
图1 普通包边形式
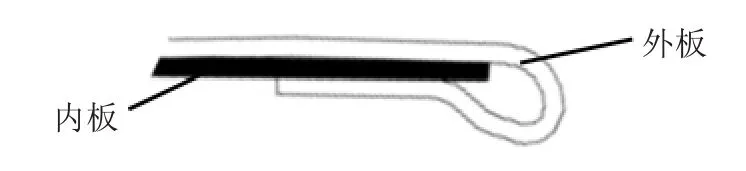
图2 水滴包边形式
对于图1的包边形式,包边模具一般采用先进行一次预弯,再进行一次压合完成包边工作,而对于图2所示的水滴包边,图1采用的包边结构无法实现,需设计一种新的包边结构来完成包边。
2 水滴型包边模具结构
2.1 包边模具结构形式选择
发盖包边总成零件包边部位剖视图如图3所示,包边位置型面切线与冲压方向夹角为40.9°。

图3 水滴包边剖视图
对于门盖类零件包边,主要存在三种包边预弯机构:
(1)边线是直线的包边,采用一般预弯机构,如图4所示。

图4 一般预弯机构
此种预弯机构较简单,驱动块通过推动滚轮,使预弯刀块绕着旋转轴旋转对工件进行预弯,由于刀块在旋转过程中受力不均匀,且方向时刻在变动,对于大面积的包边质量难以保证,只适合用来进行工件拐角位置的小区域包边。
(2)翻边线变化大的部位,采用平行预弯机构,如图5所示。
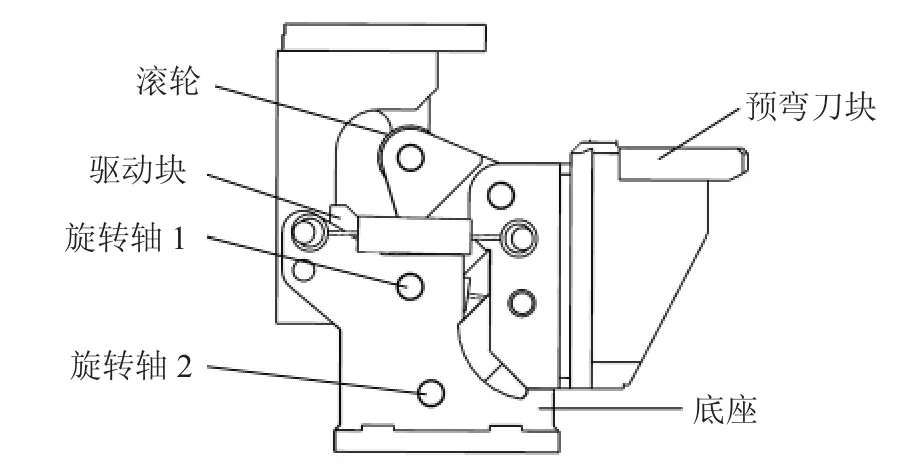
图5 平行预弯机构
平行预弯机构包含两个旋转轴,驱动块通过推动滚轮,使预弯刀块绕着轴1和轴2平行向前运动。由于刀块方向不变,受力均匀,适合进行包边面切线与冲压方向夹角大于55°的工件预弯。
(3)翻边线断面倾斜度较大的部位,采用双驱动型预弯机构,如图6所示。此种机构适合进行包边型面切线与冲压方向夹角小于或等于55°的工件预弯。

图6 双驱动型预弯机构
本文所述发盖的水滴包边位置,由图3可知包边位置型面切线与冲压方向夹角为40.9°,属于上述的第(3)种情况,即需要进行两次预弯工作,因此采用双驱动型预弯机构。
2.2 预弯刀块进入角度选择
根据外板零件包边前翻边角度的不同,需要选择不同的预弯刀块进入角度。如图7所示,α为外板的翻边角度,θ为预弯刀块的进入角度。

图7 预弯刀进入角度示意图
预弯刀进入角度选择可参考表1进行设定。

表1 预弯刀进入角度选择范围
2.3 水滴型包边模具结构
布置图如图8所示。
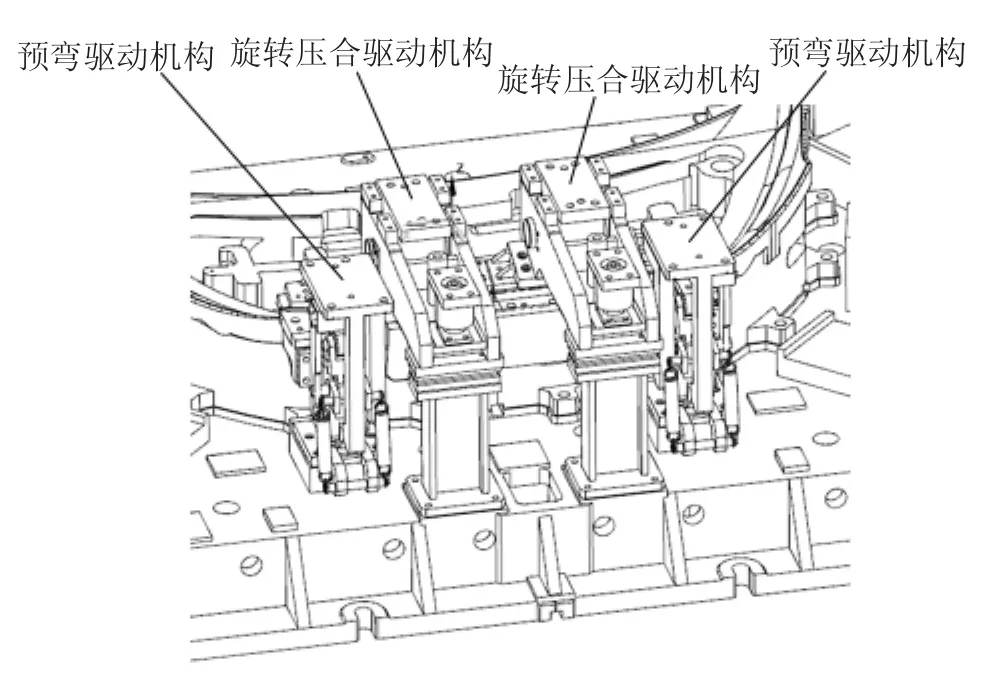
图8 水滴型包边模具结构
水滴包边机构包括四个部分,左右两个为预弯机构,中间两个为旋转压合机构。预弯刀块安装在预弯机构上面,压合刀块安装在旋转压合机构上面。包边模设计过程中需注意以下事项[3]:
①首先要注意预弯刀块与压合刀块在运动过程中是否存在干涉,同时注意其他部位的干涉问题;
②在包边完成后如果有包不实或是包边的厚度大于其他部位,除了要查找包边机成形镶块的缺陷外,还要注意外板翻边线处的R角大小,R角小,会导致包不实,R角过大,会导致包边厚;
③预弯角度的大小直接影响包边质量,理论上最佳的预弯边角度为35°~45°,预弯角度过大,在成形的过程中翻边线容易外凸,零件的边缘可能翘起,预弯角度过小,在成形的过程中会出现卷料的情况,同时对外板面品也有很大影响。
3 模具结构分解
预弯机构分解如图9、图10、图11所示。
图9预弯机构中,滚轮1、滚轮2和滚轮3中间均套有旋转轴,驱动块1和驱动块2固定在上模,其余部件固定在下模,预弯刀块通过螺栓固定在预弯机构上。包边进行之前,下模预弯部件通过弹簧的拉力,使刀块处于打开状态。

图9 预弯机构装配图
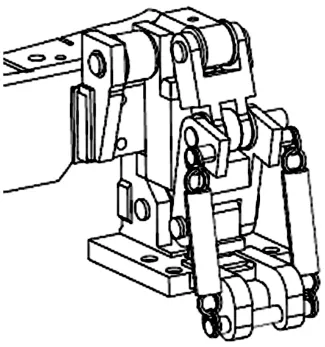
图10 下模预弯机构

图11 上模驱动机构
预弯过程为:上模下行,带动驱动块1和驱动块2向下运动。当下行到一定高度,首先驱动块1和滚轮1进行接触,推动下模固定的预弯部件绕着旋转轴进行旋转,带动预弯刀块对零件进行第一次预弯,同时滚轮1绕着自身内部旋转轴进行转动。上模继续下行,预弯机构维持在预弯状态,驱动块1与滚轮1不分离,直到驱动块2与滚轮2接触,再次推动预弯机构绕着旋转轴进行第二次预弯。外板件两次预弯前后状态如图12所示。
预弯过程完成以后,上模继续下行,旋转压合机构开始动作,完成压合包边。旋转压合结构分解如图13所示。

图12 零件预弯前后状态对比

图13 旋转压合机构分解图
氮气缸和旋转轴固定座通过螺栓安装在上模,旋转轴固定安装在固定座上,旋转基座通过旋转轴悬挂在旋转轴固定座上。压合刀块通过螺栓固定在旋转基座上,弧形导板通过螺栓安装在旋转基座上,平面导板通过螺栓安装在支架上,支架通过螺栓安装在下模。
旋转压合前,旋转压合机构通过氮气缸使压合刀块处于打开状态。预弯动作完成以后,旋转压合机构开始工作。首先,弧形导板和平面导板先接触,然后推动旋转本基座绕着旋转轴向下旋转,压合刀块在旋转基座的带动下,对包边部位进行旋转压合。旋转压合动作完成后,压合状态如图3所示。
4 结语
汽车门盖类零件包边是整个冲压生产的最后一个工序,其精度稳定性、表面质量对整车精度有很大影响,在保证产品质量的前提下,可根据零件特征选择合适的工装设备和工艺参数。
猜你喜欢
经纬天地(2022年3期)2022-07-20 01:17:02
作文中学版(2021年4期)2021-11-22 01:14:08
汽车工艺师(2021年7期)2021-07-30 08:03:28
作文·初中版(2021年4期)2021-05-07 03:13:10
制造技术与机床(2019年12期)2020-01-06 03:18:26
时代汽车(2019年12期)2019-09-13 07:50:06
星星·散文诗(2018年34期)2018-12-29 06:43:36
制造技术与机床(2017年2期)2017-05-04 04:17:37
光学精密工程(2016年4期)2016-11-07 09:04:52
诗林(2016年5期)2016-10-25 07:53:06
