EVA/PVC 合金树脂小试合成开发
2019-08-27 06:57:38王雅玲李霜梅王伟国
中国氯碱 2019年7期
王雅玲,李霜梅,王伟国
(新疆中泰化学股份有限公司,新疆乌鲁木齐830009)
PVC 树脂由于其性价比高而广泛应用于国民经济各个领域,硬质PVC 制品具有耐化学腐蚀、阻燃、节能环保等优点,广泛用作建材取代传统的钢材、木材。但普通硬质PVC 是硬脆性材料,其低温时抗冲击性能差、受力易发生脆性断裂等缺点限制了PVC 的进一步发展和广泛应用,因此,对PVC 树脂进行增韧改性研究有利于拓展PVC 应用领域。
国外从20 世纪60 年代就进行了釜内合成合金型PVC 树脂的研究,最早实现工业化的产品是EVA/PVC 合金,根据EVA 含量,形成了抗冲型和内增塑型产品。从80 年代开始,国外许多公司又对PVC/ACR 合金树脂进行了开发研究,形成了抗冲型产品。目前有关不同结构ACR 与PVC 的釜内合金化研究不断有专利报道,日本的一些公司还进行了PVC/TPU、PVC/耐热改性剂的釜内合金化研究,并相继实现了工业化生产。悬浮聚合是PVC 的主要生产方法,因此,国外开发的PVC 釜内合金化技术主要也是基于悬浮聚合技术,并根据改性剂与VC 的溶解或溶胀性,形成了悬浮溶解接枝共聚和悬浮溶胀接枝共聚技术。在接枝共聚合金化基础上,随着活性自由基聚合技术的发展,国外也出现了嵌段共聚制备PVC/PMMA、PVC/PBA 合金的研究报道,但仍未见工业化生产。
国内在釜内共聚制备PVC 合金树脂的研究相对较少,仅有浙江大学、河北工业大学、北京化工研究院等少数单位进行了这方面的研究,开发的主要是PVC/EVA 及PVC/ACR 合金。
釜内合金化是制备高性能高分子材料的有效途径,PVC/EVA、PVC/ACR、PVC/TPU等合金都可通过反应合金化进行制备,由于制备过程中形成一定比例的接枝共聚物,提高了组分间的相容性,釜内合金化制备的PVC材料性能往往都要优于相同组成的熔融共混制备相应PVC合金。本文采用EVA溶胀粉化-悬浮接枝聚合一体化釜内合成EVA接枝氯乙烯合金树脂技术,将氯乙烯链节接枝到EVA骨架聚合物上形成接枝共聚物,其EVA含量不同具有不同的高抗冲性和内增塑性特点。PVC/EVA合金树脂实际由未接枝EVA、均聚PVC和接枝PVC的EVA 3部分组成,制备过程中形成一定比例的接枝共聚物。
1 试验部分
1.1 主要设备及仪器
该试验主要设备和检测仪器一览表见表1。
1.2 主要原材料
该试验主要原材料一览表见表2。
1.3 EVA/PVC 合金树脂的合成
釜内加入配方量EVA、配方量的热去离子水、VC 单体、分散剂及pH 值缓冲剂等助剂,开启搅拌,将釜内物料升温进行EVA 的VC 溶胀和粉化;溶胀粉化完成后,加入引发剂,继续搅拌分散15 min 后,升温到聚合温度,调节搅拌转速为380 r/min 进行聚合;反应结束后加入终止剂终止出料;离心机甩干,在烘箱中65 ℃干燥12 h。
2 试验与讨论
2.1 EVA 溶胀粉化工艺的确定
2.1.1 EVA 树脂型号
EVA 的种类及用量对EVA/PVC 共聚物的改性效果有直接影响,据资料显示,在用于抗冲硬制品时,可使用醋酸乙烯含量为13%~15%的EVA 共聚物,对改进制品抗冲击强度效果显著,VA 含量高的EVA 树脂溶胀效果好,因此该实验选择台塑集团牌号为EU630 的EVA 共聚物,VA 含量为16%。

表1 主要设备和检测仪器一览表
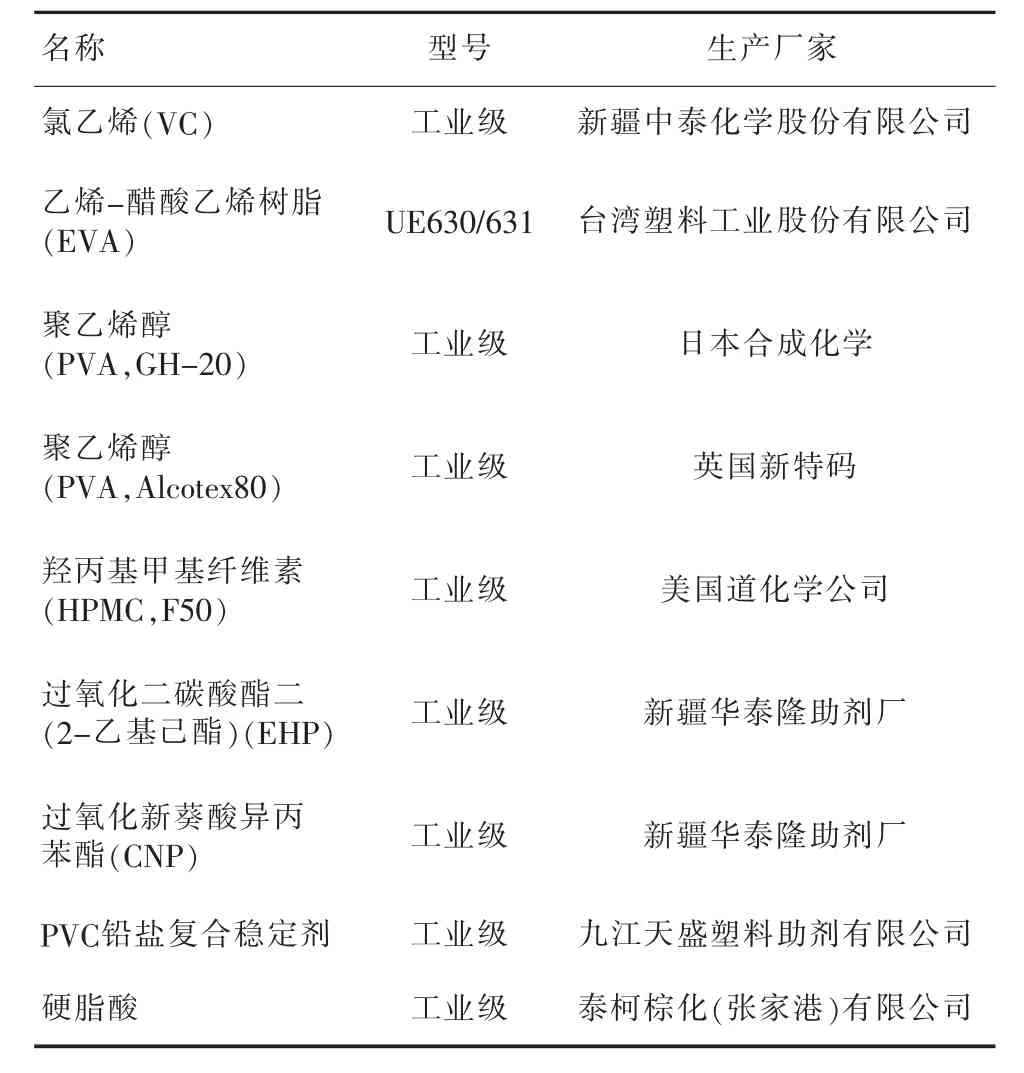
表2 主要原材料一览表
2.1.2 EVA 树脂加入比例
当PVC 合金中EVA 含量不足7.5%或采用不同加工方法使其中EVA 为颗粒态分散相时,可以测量其中银纹会增加到约20%,相应剪切带降低到不足80%,材料韧性大为降低。但是随着EVA 在合金当中含量的进一步提高(>8%),孔穴数量进一步增加又会让材料变得疏松,加速材料的断裂,使其抗冲强度快速下降。因此,在PVC/EVA 合金当中,适度的EVA 含量才能形成最佳的网络结构和最适度的孔穴化,从而达成最佳的增韧改性效果。
2.1.3 溶胀时间和温度
黄志明、刘松涛[1,2]等人的研究表明,提高粉化温度后,EVA 的溶胀效果变好,但当温度高于分散剂的凝胶化温度时,EVA/VC 溶胀体系的粘度很小,分散剂的分散和保胶能力下降,因此该试验选择在68 ℃下进行溶胀。
溶胀试验每30 min 取样电镜观察,确定最佳溶胀粉化效果时间为2 h,溶胀2 h 后继续溶胀其效果不显著。EVA 溶胀粉化电镜图见图1。

图1 EVA溶胀粉化电镜图
2.2 搅拌对EVA/PVC 树脂合成的影响
根据理论平均粒径随搅拌速率增加而呈现马鞍形变化,限于设备转速所限,该次试验并没有找到平均粒径最低点。该次试验所用50 L 聚合釜为三叶后掠式桨叶,特点是集中搅拌中循环量最大具备了最佳的混合能力,可以保证聚合釜内物料搅拌均匀,并解决沉降式聚合中固体粒子沉淀的问题,但三叶后掠式桨叶剪切力最小,因此,共聚需提高剪切力降低聚合体系粘度。聚合转速和树脂粒径对应图分别见图2 和图3。
2.3 EVA/PVC 合金树脂加工性能

图2 聚合转速和树脂粒径对应图

图3 聚合转速和树脂颗粒形态对应图

图4 合金树脂和SG-5型树脂流变性能图
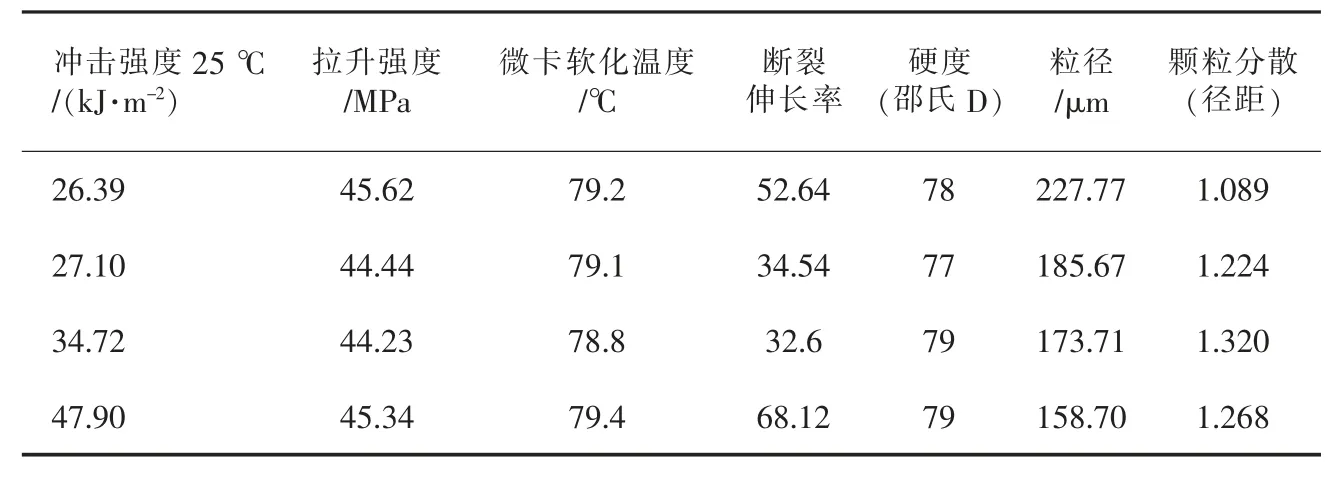
表3 EVA/PVC合金树脂力学性能表
合金树脂和SG-5型树脂流变性能图分别见图4a、b,从图4 流变数据可以看出,接枝共聚树脂熔融时间34 s,平衡扭矩36.9 Nm;普通五型树脂100 s,平衡扭矩34.8 Nm,EVA 接枝共聚树脂塑化快,加工性能好。硬质EVA/PVC 合金树脂的加工性能优于均聚PVC,加工温度较低,流动性好,但该冲击强度对加工条件也较为敏感,加工温度不宜太高,加工时间也不宜太长,如混炼加工时,温度一般以170~180 ℃、时间4~6 min 为宜。
2.4 EVA/PVC 合金树脂力学性能
EVA/PVC合金树脂力学性能表见表3,从表3中可以看出,该试验改性后的PVC 合金树脂力学性能比普通的SG-5 型树脂有大幅度提高,粒径分布等常规指标与普通树脂相似。
3 结语
EVA 树脂被氯乙烯单体溶胀粉化,氯乙烯单体在EVA 树脂颗粒间隙中聚合易于形成网状结构,接枝共聚物具有良好的物理性能,实现改性剂均匀分散、与PVC 界面良好结合的难度较大,且制备过程中形成一定比例的接枝共聚物提高了组分间的相容性,因此釜内合金化制备的PVC 材料性能往往都要优于相同组成的熔融共混制备相应PVC 合金。采用釜内合金化技术,可以在减少EVA 用量下,获得优良的抗冲改性效果,发展前景也较好。
在PVC 树脂的高性能(高抗冲)和环境友好化(无增塑剂迁移)等方面推动中国PVC 相关产业的技术进步,提高中高档产品所占比例,促进PVC 产业结构调整、提高整体技术水平和市场竞争力。随着人们对PVC 材料使用性能、卫生安全性和对环境影响要求的提高,PVC 的高品质化、高性能化和环境友好化日益受到重视,这就对PVC 树脂生产和加工企业提出了更高的要求。
猜你喜欢
化工机械(2023年4期)2023-08-21 10:41:08
佳木斯大学学报(自然科学版)(2022年6期)2022-12-15 10:33:14
化工机械(2022年5期)2022-11-02 08:43:20
山东冶金(2019年6期)2020-01-06 07:46:00
山东冶金(2019年1期)2019-03-30 01:34:54
上海金属(2016年2期)2016-11-23 05:34:35
中国塑料(2016年1期)2016-05-17 06:13:04
中国塑料(2015年11期)2015-10-14 01:14:12
中国塑料(2015年8期)2015-10-14 01:10:47
化工装备技术(2015年1期)2015-04-12 01:20:04