喷雾干燥法制备白术挥发油微胶囊
2019-08-19 07:47张志兴吴苏喜尹巧丽
中国粮油学报 2019年7期
方 芳 程 翎 张志兴 吴苏喜 尹巧丽
(长沙理工大学化学与生物工程学院,长沙 410114)
白术(AtractylodesmacrocephalaKoidz.)别名术、冬术、浙术、种术、祁术等,是菊亚纲菊科苍术属的一种植物[1]。我国白术生产历史悠久,载于《神农本草经》,被列为上品。白术味甘、苦,具有健脾益气、利尿、安胎等作用。最近研究表明,白术还有改善胃肠运动[2]、抗癌[3]、抗炎症,提高机体免疫力等多种功效[4]。白术挥发油是白术的主要有效成分之一,由于其在空气中极易氧化,见光分解,十分不稳定[5],影响药用效果。葛亮等[6]用水溶液法将白术挥发油包埋在β-环糊精里,并采用正交实验对微胶囊化工艺进行了优化。王菲娜等[7]采用超声波法包合白术挥发油,并通过响应面优化实验研究了包埋工艺的最优条件。将挥发油进行微胶囊化不仅可以防止被氧化,而且可以使之粉末化,有助于固体制剂的制备。但白术挥发油价格昂贵,使用β-环糊精进行包埋,包埋率低,浪费严重。喷雾干燥法是食品药品中最为广泛采用的微胶囊化方法,乳化液被雾化成微细液滴分散在高温热气流中脱水干燥,干燥过程由于微细液滴水分迅速蒸发使其实际温度不到100 ℃,而且干燥时间很短,非常适用于干燥热敏性物料。本实验研究了喷雾干燥法微胶囊化白术挥发油时工艺条件对包埋性能的影响,并利用响应面法对包埋工艺进行了优化,以期为白术的深加工寻求新的途径。
1 材料与方法
1.1 材料与试剂
白术;蔗糖、明胶:化学纯;其他试剂均为分析纯。
1.2 仪器与设备
STSRH-500高剪切乳化机;723型紫外分光光度计;JH-6000DS小型喷雾干燥机;HA420-40-96超临界CO2萃取装置。
1.3 方法
1.3.1 白术挥发油的萃取
将白术药材洗净烘干后,粉碎,过60目筛,称取白术粉末500 g,置于超临界流体萃取装置内,在萃取压力30 MPa,萃取温度40 ℃,流量25~30 L·h-1条件下连续提取2.5 h。所得萃出物经无水硫酸钠干燥,得黄色白术挥发油,过0.45 μm微孔有机滤膜,备用。
1.3.2 微胶囊的制备
称取一定量的挥发油,加入适量的吐温-80或司盘-80,称取明胶与蔗糖(两者质量比为1∶1)复合壁材溶解于少量蒸馏水中,配成一定浓度的壁材溶液,将芯材与壁材溶液混合,在高剪切乳化机下乳化20 min,经喷雾干燥制备微胶囊。
1.3.3 微胶囊包埋率的测定
测定波长的选择:取0.1 mL白术挥发油至容量瓶,用无水乙醇定容至10 mL,此时白术挥发油的质量浓度为0.01 g/mL,从中移取0.1 mL溶液稀释至10 mL,以无水乙醇为参比溶液,用紫外分光光度计在200 nm到300 nm波长范围内扫描,在206 nm处有最大吸收[8]。
标准曲线的制作:从0.01 g/mL的溶液中移取0.5 mL溶液定容至25 mL,配制成0.000 2 g/mL的母液,分别吸取0.4、0.8、1.2、1.6、2.0、2.4 mL,用无水乙醇稀释定容至10 mL,在206 nm处测定吸光度,得到线性回归方程:
C=0.052 9A+0.007 5R2=0.999 7
白术挥发油在0.008~0.048 μg/mL质量浓度范围内线性关系良好。
包埋率的测定:称取1.0 g左右微胶囊,加入研钵研磨,使微胶囊壁材破裂,加入20 mL无水乙醇溶解挥发油,取2 mL无水乙醇溶液于5 000 r/min离心,取0.2 mL上清液于10 mL容量瓶,定容摇匀,在206 nm处测定其吸光度A,并根据标准曲线算出挥发油的量。

(1)
1.3.4 单因素实验
1.3.4.1 芯壁比的影响
在进风温度为180 ℃,进料速度为560 L/h,乳化剂用量为3%,HLB值为13,固形物质量分数为25%,壁材中明胶质量分数为30%的条件下,分别研究芯壁比为1∶2、1∶3、1∶4、1∶5、1∶6时对包埋率的影响。
1.3.4.2 乳化剂用量的影响
在进风温度为180 ℃,进料速度为560 L/h,芯壁比为1∶3,HLB值为13,固形物质量分数为25%,壁材中明胶质量分数为30%的条件下,分别研究乳化剂用量为3%、4%、5%、6%时对包埋率的影响。
1.3.4.3 明胶含量的影响
在进风温度为180 ℃,进料速度为560 L/h,芯壁比为1∶3,乳化剂用量为3%,HLB值为13,固形物质量分数为25%的条件下,分别研究壁材中明胶质量分数为10%、20%、30%、40%时对包埋率的影响。
1.3.4.4 HLB值的影响
在进风温度为180 ℃,进料速度为560 L/h,芯壁比为1∶3,乳化剂用量为3%,固形物质量分数为25%,壁材中明胶质量分数为30%的条件下,分别研究HLB值为11、12、13、14、15时对包埋率的影响。
1.3.4.5 进风温度的影响
在进料速度为560 L/h,芯壁比为1∶3,乳化剂用量为3%,HLB值为13,固形物质量分数为25%,壁材中明胶质量分数为30%的条件下,分别研究进风温度为160、175、190、205 ℃时对包埋率的影响。
1.3.4.6 进料速度的影响
在进风温度为180 ℃,芯壁比为1∶3,乳化剂用量为3%,HLB值为13,固形物质量分数为25%,壁材中明胶质量分数为30%的条件下,分别研究进料速度为480、560、640、720 L/h时对包埋率的影响。
1.3.4.7 固形物含量的影响
在进风温度为180 ℃,进料速度为560 L/h,芯壁比为1∶3,乳化剂用量为3%,HLB值为13,壁材中明胶质量分数为30%的条件下,分别研究固形物质量分数为20%、25%、30%、35%时对包埋率的影响。
1.3.5 响应面优化实验
根据单因素实验结果选取对白术挥发油包埋率影响较大的芯壁比(A)、明胶含量(B)、固形物含量(C)、HLB值(D)4个因素,以挥发油包埋率为主要指标进行响应面优化实验,研究喷雾干燥法制备白术挥发油微胶囊的最优工艺方案,实验参数水平见表1。

表1 响应面因素水平表
1.3.6 统计分析
响应面实验结果利用 Design-expert 10.0.7 软件进行分析,其他实验结果用Origin7.5软件处理。
2 结果与讨论
2.1 单因素实验结果
芯壁比、乳化剂用量、HLB值及明胶含量对包埋率的影响见图1。由图1可看出,随着壁材比例的增加,包埋率呈先增后减的趋势,在芯壁比为1∶3时,包埋率最高达到85.21%。这是由于壁材过少会导致芯材不能完全被包埋,壁材过多会导致雾化效率下降,芯材在雾化时挥发[11],形成不含芯材的空囊造成壁材浪费,因此选取1∶3为最佳芯壁比。随着乳化剂用量的增多,包埋率呈先增后减的趋势,在乳化剂用量为5%时,包埋率最高达到87.78%。这是由于乳化剂用量偏低时,溶液乳化效果不佳,稳定性差,乳化剂过多时,挥发油在溶液中形成的液滴尺寸过细,容易在喷雾干燥过程中与水分同时蒸发,从而降低包埋率[12]。随着HLB值的增大,包埋率呈先增后减的趋势,在HLB值为13时,包埋率最高达到86.22%。因此,选择HLB的最佳值为13。随着明胶含量的增加,微胶囊的包埋率呈先增后减的趋势,在明胶质量分数为20%时,包埋率达到最佳值为86.52%。明胶含量的增加,导致乳液黏度明显增加,这可能导致喷雾干燥期间雾化效果变差,形成具有大粒径分布的不规则颗粒。由于较大颗粒所需干燥时间较长,因此导致腔壁上积聚一些干燥不完善的颗粒,影响微胶囊的品质[13]。

图1 各因素对微胶囊包埋率的影响
进风温度、进料速度和固形物含量对包埋率的影响见图2。由图2可看出,随着进风温度增大,包埋率呈先增后减的趋势,在进风温度为175 ℃时,包埋率最高达到87.78%。当进风温度超过175 ℃后,包埋率开始逐渐下降,其主要原因是温度过高,水分散失速度过快,囊壁表面会出现裂缝,部分产品甚至会被烤焦[14]。随着进料速度增大,包埋率呈先增后减的趋势,在进料速度为640 mL/h时,包埋率最高达到87.32%。进料速度太低,水分蒸发过度,在高温下造成芯材损失。进料速度太快,水分蒸发不彻底,不能形成良好的致密性和一定强度的囊壁,使得包埋率下降。随着固形物含量增大,包埋率呈持续上升的趋势,在固形物质量分数为30%以后上升趋势相对减缓,且喷雾干燥过程中排气管口扬出大量粉尘,微胶囊粉末减少,此外固形物浓度过高乳状液的黏度就会越大,影响产品喷雾干燥后的效果,因此固形物浓度控制在30%左右[15]。
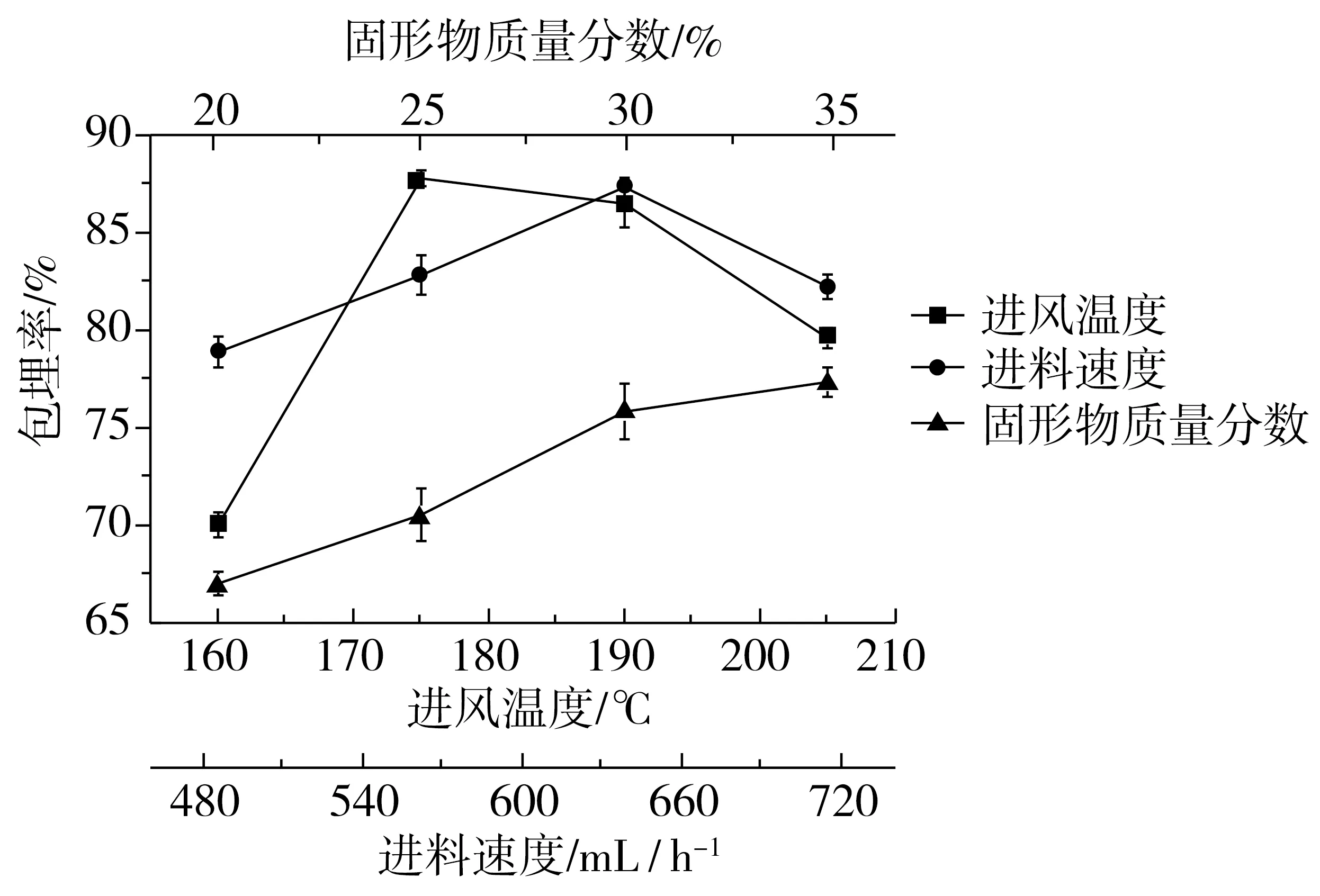
图2 各因素对微胶囊包埋率的影响
2.2 响应面优化实验结果
响应面因素水平表见表2。响应面结果分析使用软件Design-expert 10.0.7,以壁芯比、明胶含量、固形物含量、HLB值为变量,以包埋率为响应值,对表2 数据进行分析,得到回归方程方差分析表3。用该软件进行二次多项式拟合得到预测模型回归方程:
Y=84.94-3.64A+1.04B+2.14C+1.97D-3.03AB+0.17AC-0.063AD-3.21BC+3BD+3.06CD-4.41A2-2.6B2-1.64C2-5.12D2
对拟合方程进行相应的手动优化,剔除不显著项,得到简化模型方程为:
Y=84.94-3.64A+1.04B+2.14C+1.97D-3.03AB-3.21BC+3BD+3.06CD-4.41A2-2.6B2-1.64C2-5.12D2

表2 响应面优化微胶囊工艺中心实验设计及结果

表3 回归方程方差分析表
表3为回归分析结果。根据回归方差分析显著性检验,该模型的F=30.58,P<0.000 1,该模型为回归显著型;失拟项不显著,为0.154。该模型与实际实验有很好的拟合性,可用于白术挥发油微胶囊工艺条件优化的预测。
由表3可看出一次项A、C、D都达到极显著的水平,B达到显著水平,说明芯壁比、固形物含量、HLB值对微胶囊制备工艺有较大的影响;交互项AB、BD、BC、CD极显著,AC、AD项不显著;二次项均极显著。包埋时4个因素对微胶囊包埋率影响顺序为壁芯比>固形物含量>HLB值>明胶含量。
由RSM结果得出最优方案:芯壁比为0.32,明胶质量分数为21.13%,固形物质量分数为29.51%,HLB值为13.53,此时获得最佳包埋率为87.41%。对最佳方案进行实验验证,当芯壁比为0.32,明胶质量分数为21%,固形物质量分数为30%,HLB值为13.5时包埋率最大为 88.35%,与模型预测值十分接近,模型的可靠性得以验证。
3 结论
喷雾干燥法制备白术挥发油微胶囊的最佳工艺条件为:进风温度175 ℃,进料速度640 L/h,乳化剂用量5%,芯壁比0.32,明胶质量分数21.13%,固形物质量分数29.51%,HLB值为13.53,此时获得的包埋率最大(88.35%),与模型预测值十分接近,证明该模型有效。说明以明胶和蔗糖为壁材,采用喷雾干燥法制备白术挥发油微胶囊是可行的。
猜你喜欢
当代水产(2022年2期)2022-04-26
山西建筑(2022年3期)2022-02-12
食品安全导刊(2021年24期)2021-11-28
中国饲料(2021年17期)2021-11-02
食品安全导刊(2021年21期)2021-08-30
粮食与食品工业(2021年2期)2021-04-15
石油沥青(2021年1期)2021-04-13
天津化工(2021年1期)2021-01-05
食品安全导刊·下旬刊(2020年3期)2020-07-09
中国测试(2018年3期)2018-05-14