高温时效对9Cr/CrMoV异种钢焊接接头冲击性能的影响
2019-08-16 09:10李晓虹赵炳戈张元恒王远方高玉来
上海金属 2019年4期
李晓虹 丁 凯 赵炳戈 张元恒 王远方 高玉来
(1.省部共建高品质特殊钢冶金与制备国家重点实验室,上海 200444; 2.上海市钢铁冶金新技术开发应用重点实验室,上海 200444; 3.上海大学材料科学与工程学院,上海 200444)
超临界技术是在控制二氧化碳排放量的基础上,通过提高蒸汽温度和蒸汽压力提高发电效率,减少对环境的危害[1]。提高蒸汽温度和蒸汽压力对汽轮机部件产生较大的应力,因此对材料性能提出了更高的要求[2]。汽轮机转子是汽轮机的关键部件之一[3],高、中压转子材料要求较高的强度、良好的塑性和韧性[4]以及较高的疲劳强度和蠕变强度等[5],因此9Cr钢被广泛用于制造汽轮机结构材料[6]。但由于钴、硼等元素的添加,9Cr钢价格昂贵。为了充分发挥不同材料的性能优势、成本优势,低压转子一般采用综合性能良好的CrMoV钢制造。采用窄间隙焊接技术将不同的材料连接成一个整体,从而降低整锻的技术难度,且提高生产效率[7]。窄间隙埋弧焊是一种低成本、高生产效率的焊接方法,焊缝区域窄,焊接质量容易得到保证[8],配合多层多道焊接方法,后一焊道对前一焊道产生回火作用,有助于提高焊接接头的韧性和焊接质量[9]。
异种材料的焊接已广泛应用于核电、蒸汽发电厂、石油化工等行业。但是,不同母材之间化学成分的巨大差异给异种焊接接头获得良好的性能带来了挑战。汽轮机转子长期工作在高温、高压环境中,并在启动和停止过程中承受巨大的瞬间冲击,引起材料微观组织、析出相的演变和合金元素(如P、As、Sn等)向晶界的偏析,从而导致冲击性能降低[10]。因此,研究异种钢焊接接头的冲击韧性具有重要意义。袁立方等[11]研究了30Cr1Mo1V汽轮机转子钢在630 ℃时效后组织和性能的变化,发现随着时效时间的延长,碳化物不断长大粗化。Peng等[12]研究发现,25Cr20NiNbN钢在时效初期冲击韧性急剧下降,之后,随着时效时间的延长,冲击韧性下降平缓,冲击韧性降低的主要原因是晶界析出了M23C6相。为此,本文研究了538 ℃长期时效对9Cr/CrMoV钢异种焊接接头冲击韧性和显微组织的影响,为汽轮机转子在高温腐蚀环境中的长期使用提供参考。
1 试验材料与方法
试验选用9Cr和CrMoV钢为母材,窄间隙钨极氩弧焊(narrow gap tungsten inert gas welding,NG- TIG)进行打底,以保证焊接质量。采用窄间隙埋弧焊对模拟件进行多层多道次填充。母材和焊剂的化学成分如表1所示。焊后进行热处理,以降低残余应力,稳定微观组织。然后模拟汽轮机转子实际工作温度538 ℃时效3 000 h,将未时效和时效的焊接接头线切割加工成标准夏比摆锤冲击试样(如图1所示),采用夏比摆锤冲击试验机(Zwick RKP450 IWI)进行室温冲击试验。
对冲击后的试样进行磨抛,用体积比为3∶3∶5的HCl∶HNO3∶H2O腐蚀剂进行腐蚀,利用光学金相显微镜(Zeiss, Imager A2m)和扫描电子显微镜(JSM- 6700F)观察微观组织及断口形貌。最后,利用维氏硬度计(MH- 5L)测量焊接接头的显微硬度。

表1 母材和焊剂的化学成分(质量分数)Table 1 Chemical compositions of the base metals and filler wire (mass fraction) %

图1 冲击试样的外观形貌Fig.1 Appearance of the specimens for Charpy impact test
2 结果与结论
2.1 9Cr/CrMoV异种钢焊接接头的冲击性能
图2是未时效和时效焊接接头的力- 位移曲线。在冲击试验过程中,试样在摆锤的作用下弹性变形,冲击力迅速上升。随着冲击力的进一步上升,试样V型缺口部位由于受较强的应力作用而首先发生屈服,曲线的斜率随之改变,未时效和时效试样焊缝区域的性能出现了差异,强度较低的试样先发生塑性变形。由图2(a)可见,3块试样的冲击吸收能量差异较小,未时效试样焊缝的冲击性能比较稳定,平均冲击吸收能量为23 J。从图2(b)可以看出,时效处理对焊缝区域的冲击性能影响较大,经538 ℃时效3 000 h后焊缝的冲击吸收能量降低至14 J,且波动较大。

图2 冲击试验结果Fig.2 Charpy impact test results
图3为9Cr/CrMoV异种钢焊接接头焊缝的冲击断口形貌。由图3(a)可以看出,未时效焊接接头的断口主要由放射区构成,属于准解理断裂。图3(b)是图3(a)中B区域的放大图,可以观察到未时效焊接接头的断口由许多准解理小裂面构成,准解理面上存在着解理台阶,且在两个准解理面交接的局部区域出现韧窝带。此外还观察到准解理面上的河流状花样,这是准解理小裂面由于局部区域发生强烈塑性变形而连结成的断面。从图3(c)中可以看出,时效焊接接头的整个断面较为平整,主要由放射区构成,属于准解理断裂。图3(d)是图3(c)中D区域的放大图,可以观察到准解理小裂面、解理台阶、河流状花样及韧窝等典型形貌。与未时效焊接接头相比,经538 ℃时效3 000 h的焊接接头的断口形貌中韧窝的数量减少且尺寸较小,深度变浅,说明冲击性能降低。

图3 冲击试样断口微观形貌Fig.3 Fracture morphologies of impact specimens
2.2 9Cr/CrMoV异种钢焊接接头的组织
图4为9Cr/CrMoV异种钢焊接接头的宏观组织形貌。从图中可以看出,焊缝宽度约20 mm,焊接件的整个焊接接头共分为5个特征区域,即CrMoV钢母材、CrMoV钢热影响区、焊缝、9Cr钢热影响区和9Cr钢母材。焊缝由柱状晶区和等轴晶区组成,焊缝中心区域为等轴晶组织,这是由于焊接过程中热传递方式不同导致的。柱状晶区的产生是由于焊缝金属的快速冷却,使得柱状晶沿着散热方向的相反方向生长,具有明显的方向性,宽度约2 mm。等轴晶区位于两相邻的柱状晶区之间,受后续焊道对前一道焊缝金属的焊接热影响而产生,等轴晶区宽度约0.5 mm。焊缝中心区域的等轴晶区较宽,约1 mm。两侧热影响区宽约5 mm,热影响区包括粗晶区、细晶区和过回火区。粗晶区和细晶区宽约2 mm,粗晶区离熔合线最近,受焊接热影响最明显。细晶区受焊接热影响再结晶,晶粒细小。离熔合线更远的区域经历高温回火而形成了过回火区。

图4 9Cr/CrMoV异种钢焊接接头的金相全景Fig.4 Overall macrostructure of the whole dissimilar welded joint
图5为未时效和时效焊接接头两侧母材的显微组织。从图5(a,b)中可以看出,未时效焊接接头的9Cr钢母材为板条马氏体,板条特征清晰可见,还观察到初生奥氏体晶界,CrMoV钢母材为回火马氏体。对比图5(a,b)和图5(c,d)可见,时效试样两侧母材组织与未时效试样相比未发生明显变化,说明9Cr钢和CrMoV钢经538 ℃时效后的组织稳定性良好。

图5 母材的显微组织Fig.5 Microstructures of base metal
未时效和时效焊接接头热影响区的显微组织分别如图6和图7所示。未时效试样9Cr钢的热影响区为回火马氏体组织,由于受焊接热的影响,马氏体中的过饱和碳逐步以碳化物的形式析出,马氏体板条特征消失,进而转变为回火马氏体。对于异种钢焊接接头,母材与焊剂化学成分的差异会形成碳迁移现象。由于本试验中强碳化物形成元素Cr[13]在焊缝和两侧母材中的含量存在显著差异,因此9Cr钢侧在紧邻熔合线的热影响中存在碳迁移带,CrMoV钢侧在紧邻熔合线的焊缝中存在碳迁移现象。CrMoV钢母材与焊缝中Cr含量的差异比9Cr钢母材的小,因此CrMoV钢侧的碳迁移带没有9Cr钢侧的明显。CrMoV钢热影响区组织为回火马氏体, 其中粗晶区和细晶区晶粒尺寸差异明显。与未时效试样相比,时效试样热影响区的组织变化不大,碳迁移带也无明显变化,说明热影响区的组织比较稳定。
图8(a,b)为未时效和时效焊接接头焊缝的显微组织,可以看出,焊缝均为回火马氏体组织。未时效和时效试样焊缝区域的SEM形貌如图8(c,d)所示。可见时效试样焊缝区域的析出相主要呈粒状,尺寸较小,且分布较为均匀。时效后的析出相尺寸明显增大,且形状不规则;晶界颗粒尺寸大于晶内,说明在高温长时环境中焊缝晶界析出相优先长大粗化。本课题组前期研究[14]发现,10Cr转子钢中析出相主要为M23C6,在长时间时效过程中M23C6明显粗化,从而对焊接接头的冲击性能产生不利影响[15]。

图6 未时效焊接接头的显微组织Fig.6 Microstructures of unaged welded joints
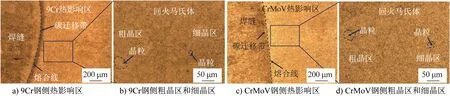
图7 时效焊接接头的显微组织 Fig.7 Microstructure of aged welded joints

图8 焊缝的(a,b)光学金相和(c,d)扫描电镜组织Fig.8 Microstructures of the weld observed (a,b) by optical metallographic microscopy and (c,d) by scanning electron microscopy
2.3 9Cr/CrMoV异种钢焊接接头的显微硬度
未时效和时效的9Cr/CrMoV异种钢焊接接头的显微硬度分布如图9所示。时效后焊接接头的显微硬度较时效前有所提高, 异种钢焊接件的整个焊接接头显微硬度较为稳定。整体来看,CrMoV钢母材的硬度在230 HV0.2左右,9Cr钢母材的硬度约280 HV0.2,焊缝的硬度在270~280 HV0.2之间,略有波动,这是因为在多次焊接热循环过程中,后续焊道对前层焊道的热影响区产生回火作用,导致焊缝局部区域硬度下降。焊缝两侧热影响区的显微硬度波动剧烈,由于焊接过程中产生碳迁移现象,熔合线附近的显微硬度存在极大值。过回火区的显微硬度存在极小值,因为过回火区经历了高温回火过程,析出相粗化,且位错密度低于母材,致使过回火区硬度降低[16]。热影响区组织分布的不均匀性导致其硬度存在一定差异,但差值不超过100 HV0.2,性能相对稳定。

图9 9Cr/CrMoV异种钢焊接接头显微硬度分布Fig.9 Microhardness distributions of 9Cr/CrMoV dissimilar steel welded joints
3 结论
(1)未时效和时效的9Cr/CrMoV异种钢焊接接头的冲击断口较为平整,均表现为准解理脆性断裂,断口具有准解理面、解理台阶及韧窝等典型特征。与未时效试样相比,时效后焊缝的冲击吸收能量降低。
(2)9Cr/CrMoV异种钢焊接接头共分为5个特征区域,分别为9Cr钢母材、9Cr钢热影响区、焊缝、CrMoV钢热影响区和CrMoV钢母材。其中焊缝组织为回火马氏体,由柱状晶和等轴晶组成。焊接接头存在碳迁移现象。时效后各特征区的显微组织未发生明显变化,组织稳定性良好。
(3)未时效焊接接头焊缝中的析出相细小、数量多,且分布弥散,固溶强化效果显著,焊缝的冲击性能较高。时效后焊缝中的析出相逐渐粗化,其弥散强化作用减弱,导致焊缝的冲击性能降低,显微硬度升高。未时效和时效焊接接头的显微硬度分布大致相同,即硬度从熔合线的极大值往两侧母材方向逐渐降低至极小值后,再回升至母材硬度。
猜你喜欢
山东冶金(2022年1期)2022-04-19
化工管理(2021年7期)2021-05-13
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
航空制造技术(2020年11期)2020-07-01
金属世界(2020年1期)2020-01-16
热处理技术与装备(2019年4期)2019-09-13
中国特种设备安全(2019年1期)2019-03-13
中国特种设备安全(2018年2期)2018-03-14