
微车后桥主减速器再制造工艺流程
2019-08-15 16:03李晓杰覃明
汽车实用技术 2019年15期
李晓杰,覃明
(1.陕汽集团陕西华臻车辆部件有限公司,陕西 西安 710200;2.柳州五菱汽车工业有限公司,广西 柳州 545007)
1 引言
再制造是以产品全寿命周期为指导,基于质量、效率、节能、节约材料和环保的原则,通过对废旧产品进行高科技修复或改造来提高产品性能,使再制造产品的性能和质量达到或超过新品。根据国家发改委办公厅2008 年发布的《汽车零部件再制造试点管理办法》第二条:“汽车零部件再制造是指把旧汽车零部件通过拆解、清洗、检测分类、再制造加工或升级改造、装配、再检测等工序后恢复到像原产品一样的技术性能和产品质量的批量化制造过程”。
维修、再循环与再制造的区别:维修主要指在产品在使用过程中因损坏等原因不能正常使用的,主要针对单个或小批量零部件的修复,且多以换件为主,其目的主要是排除故障、恢复或改善功能,使该产品能继续使用。在正常情况下,维修后该产品在性能和质量等方面难以达到新品的水平。
再循环主要方法是回炉,回炉后所得到的产品只能做原材料使用,原材料再制成产品又需要经过浇注、机加工、材料处理等一系列过程,在此过程中不仅需要增加生产成本,并消耗能源,同时还会产生废弃物对环境造成污染。
再制造主要用于损坏或者即将报废的零部件,采用一系列先进技术来恢复零部件形状、尺寸和性能,并且再制造后的产品质量能达到或超过新品。此外再制造的目的是形成产业链,它是规模化、批量化生产,能最大限度的重复利用资源,我们不仅可以利用原材料的价值,同时还可以获得产品的附加价值,达到节能减排和保护环境的效果。
2016 年《国务院关于修改<报废汽车回收管理办法>(征求意见稿)》正式发布,允许将报废汽车“五大总成”交售给再制造企业。报废回收车辆的“五大总成”重新回流再制造,有利于汽车报废回收的资源整合,让汽车制造、售后行业进入一个较为良性的循环。本文将介绍微车后桥主减速器再制造工艺流程。
2 主减速器再制造工艺方案
报废后的主减速器进入再制造工序后,可按图1 所示的工艺方案进行再制造。
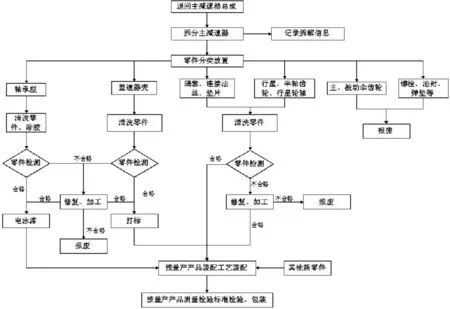
图1 主减速器再制造工艺方案
2.1 主减速器再制造工艺流程
(1)拆解:按照拆解程度可分为完全拆解和部分拆解。在主减速器中除差速器总成外需全部拆解,而差速器总成需根据产品自身的完好情况及齿侧间隙(齿侧间隙可通过专用检测设备测量或者保险丝测量)等是否符合要求来选择完全拆解或部分拆解。
在拆解过程中需注意检查主减速器总成是否有再制造标识,如有则不再进行拆解;检查轴承座外观无太明显损伤,如有则不再进行拆解;查看信息卡,若报废减速器使用时间超过6 年或行驶里程超过10 万公里,则不再进行拆解。所有拆解的主减速器需记录拆解信息。
(2)零件分类:将拆解后零件里面的油封、轴承、螺栓、弹垫、锁扣等低值易损件或达到寿命周期的零件直接报废;齿轮直接报废;检查轴承座、差速器壳、行星齿轮、半轴齿轮、行星轮轴等零件如有明显磨损、塑性变形等现象,则该零件直接报废。目视检查合格的零件分类放置在料架上。
(3)清洗、除胶:经过试验论证对于轴承座、差速器壳等零件采用超声波清洗加专用清洗剂,能很好的去处零件表面附着的油污、泥渍等,清洗效果比较明显,而且防锈效果好;由于轴承座大法兰面粘有密封胶,需对此表面用专用的除胶剂进行除胶。
(4)零件检测:对清洗后的零件进行严格的检测鉴定,并对检测后的零部件进行分类。将可直接使用的完好零部件送入仓库待装。这类零件主要包括行星齿轮、半轴齿轮、行星轮轴、连接法兰、隔套等。
对失效零部件进行再制造加工,这类零件主要包括轴承座、差速器壳。其中轴承座主动齿轮大、小轴承位,油封位尺寸98%以上符合产品图纸要求,其主要磨损部位为耳孔轴承位;差速器壳的两端轴承位、被动齿轮安装面尺寸95%以上符合产品图纸要求,由此可见此类零件可再制造率很高。
(5)修复、加工:按照零件损坏程度和损坏类型可分别选用电刷镀、电镀、喷涂、电弧堆焊、焊丝修补等表面工程修复工艺进行修复处理(例如轴承座外表面加强筋处存在凹坑等缺陷,使用焊丝修补并打磨)。修复后的零件,对尺寸精度不达标的,应对修复后零部件部位作进一步的加工,保证零件规格满足产品图纸上要求的精度标准。
(6)涂漆、打标:直接对清洗后的轴承座进行电泳漆,电泳效果不明显,油漆附着力差,表面易产生断层,局部脱漆现象;试验验证通过对清洗后的轴承座进行抛丸再电泳漆,油漆表面光泽度饱满,表面无颗粒、断层等情况,与新品无明显差别,在抛丸前需对轴承座上各关键孔位予以防护。
差速器壳上要求打刻永久性标识,且应与量产产品标识加以区分。
(7)装配:将全部检验合格的零件与加入的新零件按照主减速器装配工艺与装配标准装配成再制造主减速器。装配过程需保证各关键参数符合装配工艺要求,例如螺栓扭矩、锁紧螺母扭力、总成启动力矩、主被动伞齿轮齿侧间隙、啮合印痕等符合要求。
一般在OTS 及PPAP 阶段还需对再制造主减速器进行台架试验,确保产品性能符合汽车行业标准要求。
(8)检验、包装:按量产产品检验规范、包装要求进行检验、包装。
3 结语
随着汽车行业的快速发展,自然资源的短缺,环境的压力,再制造产业将成为极具发展前景的新兴产业。本文从零件拆解、分类整理、清洗、零件检测、修复与再加工、再装配等方面介绍了主减速器再制造的工艺流程,希望对未来一些将要进行主减速器再制造的同行起到一定的借鉴作用。
目前对于主减速器的心脏主被动伞齿轮只是通过直接更换,未进行修复、加工,已有数据证明齿类零件可通过激光熔覆等手段进行再制造,但技术含量、成本较高,目前主要应用于贵重齿类件和关键齿类件的修复,况且对于主减速器中精度等级要求较高的主被动伞齿轮激光熔覆工艺修复后能否满足要求还需进一步验证。
猜你喜欢
中国修船(2022年4期)2022-10-13
汽车实用技术(2022年13期)2022-07-19
锻压装备与制造技术(2022年3期)2022-07-18
汽车零部件(2022年6期)2022-07-01
防爆电机(2022年1期)2022-02-16
内燃机与配件(2022年2期)2022-01-17
汽车零部件(2021年11期)2021-11-29
智能制造(2021年4期)2021-11-04
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
