
氧化铝基质对催化裂化催化剂重油分子裂化性能的影响
2019-08-14 06:39熊晓云胡清勋赵红娟高雄厚
无机盐工业 2019年8期
熊晓云,胡清勋,赵红娟,高雄厚
(中国石油兰州化工研究中心,甘肃兰州730060)
与国外原油相比,中国的原油品质差,重金属含量高,同时缺乏有效的原油二次加工手段,催化裂化占比达到70%。而且与国外相比,中国的催化裂化装置在加工馏分油的同时,通常需掺炼相当部分的渣油。渣油与馏分油相比,具有较大的分子尺寸。研究表明,中国减压渣油的分子大小为2.5~15 nm,因此,催化裂化催化剂需要具有良好的重油转化能力。Y型分子筛是催化裂化催化剂的主要活性组分,但其孔口直径为0.7 nm[1],重油大分子无法进入孔道内部裂化,因此重油分子裂化主要发生在催化剂载体上。其裂化过程为重油大分子在载体上发生一次裂化生成次级大分子,次级大分子再进入分子筛孔道发生二次裂化,生成汽油等小分子[2]。目前,中国的催化裂化催化剂普遍采用氧化铝作为活性载体,而氧化铝又以拟薄水铝石和铝溶胶为前驱体[3-4],其中铝溶胶主要作为黏结剂,而拟薄水铝石既作为黏结剂,其焙烧转化后形成的γ-Al2O3又提供了重油分子所需的孔道及酸性。油浆是从催化裂化分馏塔底抽出的带有催化剂粉末的重油,在原料和反应条件一定时,油浆产率是催化剂重油转化能力的直接体现。实验室评价时,通常采用馏程大于一定温度的重油产率对油浆产率进行模拟。原料及反应条件一定,重油产率越低,说明催化剂重油转化能力越强。本文对工业拟薄水铝石做了表征,并采用掺炼有较高比例渣油的原料油为评价原料油,详细研究了拟薄水铝石酸化时的酸铝比、催化剂中的拟薄水铝石含量、铝溶胶含量对催化裂化催化剂重油转化能力的影响。
1 实验
1.1 原料与试剂
REUSY分子筛、高岭土、铝溶胶、拟薄水铝石、盐酸(AR),由中国石油兰州石化公司催化剂厂提供。
1.2 催化剂制备
将计量的REUSY分子筛、铝溶胶、酸化拟薄水铝石、高岭土、去离子水混合,随后采用剪切机对原料细化及混合均匀后喷雾干燥成型,经过焙烧、水洗、干燥后即得催化剂。
1.3 样品表征
采用ASAP3000型自动物理吸附仪对拟薄水铝石做N2吸附-脱附表征。采用AutoChemⅡ2920全自动程序升温化学吸附仪对样品做NH3-TPD表征。采用MS-C型磨损指数分析仪做催化剂磨损指数测定。采用水滴法测定催化剂孔体积,具体测定方法:取80 g左右催化剂样品置于蒸发皿中,480℃灼烧1 h,取出置于干燥器中冷却,取20 g样品加入到三角瓶中,精确至0.1 g。由滴定管向三角瓶中加蒸馏水,随着水的加入,催化剂流动性变差,用玻璃棒不断搅拌摇匀,直至样品失去流动性,并全部聚合在一起,记下耗水量,样品孔体积按照公式(1)计算:

式中,Vp为样品孔体积,mL/g;V为消耗滴定水体积,mL;m为样品质量,g。
1.4 催化剂评价方法
实验所用催化剂采用美国研发的实验室催化裂化评价装置 ACE(advanced catalyst evaluation)评价,原料油采用掺炼40%(质量分数)减压渣油的兰州石化300万t/a重油催化裂化装置原料油,催化剂评价前在100%水蒸气气氛下800℃老化17 h。
催化裂化液相产物中重油组成采用7890A型气相色谱仪分析,采用模拟蒸馏软件计算组成,按其馏程定义大于343℃的馏分为重油。
2 结果与讨论
2.1 拟薄水铝石的表征
目前,中国催化裂化催化剂主要由高岭土、氧化铝、沸石分子筛等组分组成。氧化铝是载体的主要活性组分,提供了催化剂的介孔,重油大分子的裂化主要发生在氧化铝载体上。拟薄水铝石是催化裂化催化剂普遍采用的氧化铝前驱体,除提供裂化反应所需的孔道、酸性外,还作为黏结剂提高催化剂的抗磨损性能。实验对兰州石化催化剂厂提供的拟薄水铝石做了N2吸附、BJH孔分布测试和TEM表征,结果见图1~3。由图1可见,拟薄水铝石的N2吸附等温线为典型的Ⅳ型曲线,在p/p0=0.4左右开始出现滞后环,说明存在介孔。由图2的BJH孔分布曲线可见,样品的最可几孔径约为3.5 nm。表征显示拟薄水铝石孔体积为0.39 cm3/g,比表面积为348 cm3/g。虽然拟薄水铝石的颗粒度较大,但图3的TEM表征显示,拟薄水铝石是由10~20 nm的一次纳米粒子聚集而成,这些粒子相互堆积形成了丰富的介孔结构。
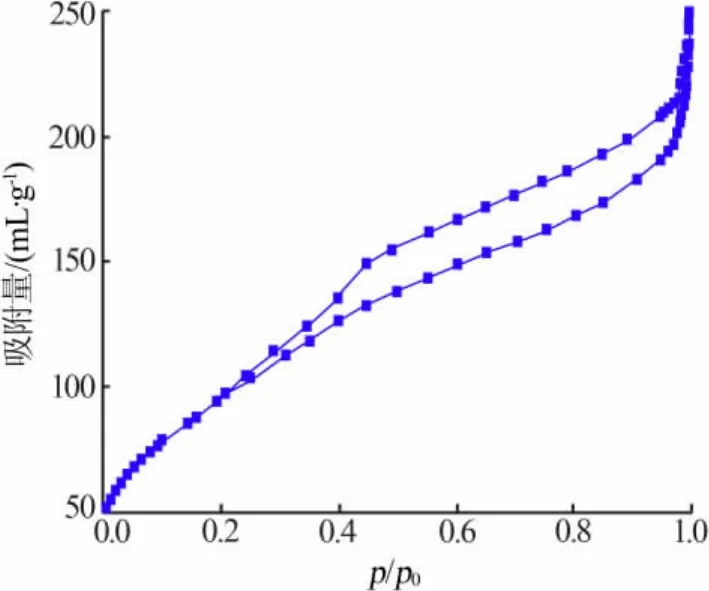
图1 拟薄水铝石的N2吸附等温线

图2 拟薄水铝石的BJH孔分布

图3 拟薄水铝石的TEM表征
2.2 拟薄水铝石胶溶酸铝比的影响
拟薄水铝石在制备催化剂过程中通常要经过酸化胶溶处理。酸化过程中,由于拟薄水铝石微晶表面含有大量的羟基,酸中的H+和这些羟基作用,吸附在拟薄水铝石颗粒上形成新的颗粒,新颗粒在搅拌下不断吸附其他拟薄水铝石颗粒。通过H+这种“酸性桥”将多个拟薄水铝石颗粒以网状的形式连接在一起,从而使其颗粒失去流动性而变为胶溶状态[5]。酸化过程中,每1 g拟薄水铝石(以氧化铝计)所加入的浓盐酸量(mL),即酸铝比,是影响催化裂化催化剂制备的重要因素之一。
在拟薄水铝石量不变的情况下,仅改变加酸量,对拟薄水铝石进行胶溶,详细考察了酸铝比对拟薄水铝石孔结构的影响,结果见图4。从图4可以看出,随着酸铝比的增大,拟薄水铝石的孔体积逐渐下降,从初始的0.39 cm3/g降至0.27 cm3/g,降幅达30%。随后,在催化剂组成不变的条件下,仅改变拟薄水铝石酸化的酸铝比,制备了系列催化裂化催化剂,并采用水滴法考察了孔体积随酸铝比的变化,结果见图5。水滴法孔体积是目前中国催化裂化催化剂的重要出厂指标,从图5可以看出,随着酸铝比的增大,催化剂孔体积下降,与拟薄水铝石孔体积随酸铝比的变化趋势一致。催化剂孔体积的降低除与酸化过程中拟薄水铝石孔体积降低有关外,酸化过程中拟薄水铝石解聚为纳米粒子,部分纳米颗粒进入催化剂堆积大孔中,也会导致催化剂孔体积下降。
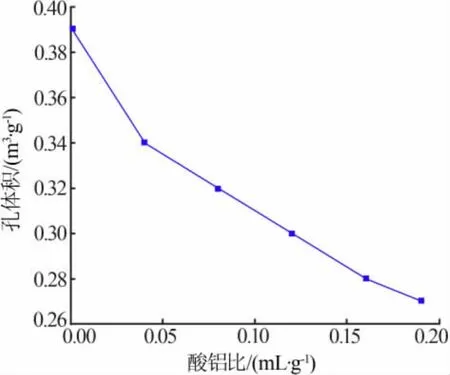
图4 酸铝比对拟薄水铝石孔体积的影响

图5 酸铝比对催化剂孔体积的影响
对不同酸铝比条件下酸化的拟薄水铝石,经500℃焙烧1 h使其转化为γ-Al2O3后,采用NH3-TPD做了酸性表征,结果见图6。NH3程序升温脱附(NH3-TPD)是一种表征催化剂酸强度和酸量的有效手段,一般认为,NH3-TPD的脱附峰在200℃以下的酸为弱酸,在200~600℃的酸为中强酸[6]。由图6可见,样品在160℃左右出现脱附峰,在200~500℃存在宽峰,说明拟薄水铝石含有弱酸和中强酸。由图6还可观察到,酸铝比不仅对拟薄水铝石孔结构产生影响,对其酸量同样产生了影响。随着酸铝比的增大,酸化样品酸量呈先增加后减少的趋势,当酸铝比从0.04增至0.16时,酸量有所增加;进一步增大酸铝比至0.19,则酸量下降。

图6 不同酸铝比条件下酸化的拟薄水铝石NH3-TPD谱图
实验采用ACE评价考察了不同酸铝比下胶溶拟薄水铝石对催化剂重油裂化性能的影响,结果见图7。从图7可以看出,随着酸铝比的增大,重油产率下降;酸铝比从0.04增至0.12时,重油产率从5.5%降至4.95%;进一步增大酸铝比至0.19,重油产率开始逐步上升到5.34%。即随着拟薄水铝石酸铝比的增大,催化剂重油转化能力先增强后减弱,本研究中酸铝比为0.12时具有最高的重油转化能力。造成这种变化的可能原因:一方面,随着酸铝比的增大,拟薄水铝石及催化剂孔体积下降;另一方面,加酸量的变化给氧化铝的表面酸性带来影响,孔道和酸性的共同作用,导致了催化剂重油转化能力先增强后减弱。工业上酸铝比过大和搅拌不均匀导致的局部酸量过高还可导致分子筛结构部分破坏,从而对催化剂活性产生较大影响。因此,要获得较好的重油转化能力,应适当控制拟薄水铝石的胶溶深度。

图7 拟薄水铝石胶溶深度对重油转化及催化剂强度的影响
催化剂磨损指数是催化剂的重要指标,为保证装置的长周期运行,催化剂磨损指数通常需要小于2%,部分炼厂要求小于1.5%或更低。图7显示,酸铝比从0.04增至0.16时,催化剂磨损指数逐渐下降,从2.3%降至0.7;进一步增大酸铝比,磨损指数变化不大。结合催化剂的重油转化能力和催化剂磨损指数,确定本研究中最佳酸铝比为0.12。
2.3 拟薄水铝石含量对催化剂性能的影响
活性氧化铝由于富含介孔,是重油大分子的主要裂化场所,因此,氧化铝前驱体拟薄水铝石在催化剂中的含量将直接影响催化剂的重油转化性能。在分子筛不变的情况下,详细考察了拟薄水铝石分别占催化剂总量(质量分数,以氧化铝计)的10%、15%、20%、25%时,拟薄水铝石的含量对催化剂重油裂化性能的影响,结果见图8。从图8可以看出,当拟薄水铝石的含量逐渐增加时,催化反应的重油产率逐渐下降,与10%拟薄水铝石含量相比,进一步增至15%、20%、25%时,催化剂重油转化能力逐渐增强,重油产率从7.73%分别降至6.64%、6.23%和6.03%,但催化剂中拟薄水铝石质量分数每增加5%,与前一个点相比,重油产率分别下降1.09%、0.41%、0.21%,下降趋势逐渐减小。图8显示,拟薄水铝石质量分数在10%~25%时,催化剂磨损指数均可保持在1.5%以下;拟薄水铝石质量分数为15%~20%时,磨损指数为0.9%;拟薄水铝石质量分数为25%时,磨损指数增至1.2%,但仍在较低范围。结合催化剂的重油转化能力和催化剂磨损指数,本研究确定拟薄水铝石的最佳质量分数为25%。

图8 拟薄水铝石含量对重油转化及催化剂强度的影响
2.4 铝溶胶含量的影响
为保证催化裂化催化剂具有良好的抗磨损性能,在催化剂制备过程中通常需加入黏结剂。黏结剂又分为硅基黏结剂和铝基黏结剂,目前中国广泛使用的以铝基黏结剂为主。氧化铝溶胶和酸化拟薄水铝石均属于铝基黏结剂,铝溶胶是氧化铝凝胶中添加胶溶剂后使之分散到一个毫微米到上百毫微米大小颗粒的较稳定的胶体溶液[7],其与拟薄水铝石具有相同的化学式[Al2(OH)xCl6-x]y,拟薄水铝石中的铝形态以六配位铝为主,而铝溶胶主要成分是Al13聚集体[4],表面羟基密度大,黏结性能好。
本研究中采用铝溶胶作为铝基黏结剂,通过改变铝溶胶用量(质量分数,以氧化铝计),研究了铝溶胶用量对催化剂孔体积和重油裂化性能的影响,结果见图9。从图9可见,随着铝溶胶用量的增加,催化剂孔体积逐渐降低,当铝溶胶质量分数为6%时,催化剂孔体积为0.42 cm3/g;铝溶胶质量分数增至9%时,孔体积降到0.38 cm3/g,降幅明显。这是因为铝溶胶主要成分Al13聚集体,其粒径小至1 nm[4],这些纳米粒子进入催化剂中大孔,堵塞孔道,降低了催化剂的中大孔数量。

图9 铝溶胶量对催化剂孔体积的影响
图10为铝溶胶量对重油转化的影响。由图10可以看出,随着铝溶胶用量的增加,催化剂重油转化能力迅速下降;铝溶胶质量分数从9%降至6%时,重油产率从5.6%逐渐降到4.6%。这是因为铝溶胶含量增加,催化剂中大孔减少,对重油转化能力产生影响,另外,重油分子虽然不能进入Y型分子筛内部,但有部分重油分子可在分子筛外表面发生裂化,铝溶胶作为黏结剂将沸石分子筛与基质材料绑定在一起,过量的铝溶胶将对沸石分子筛的可接近性造成影响,降低了重油分子在分子筛外表面的裂化。因此,为获得良好的催化性能,催化剂在保证强度的情况下,应尽可能降低黏结剂用量。但从图10还可以看到,随着铝溶胶质量分数从9%降至6%,催化剂磨损指数从0.5%上升到1.2%,若铝溶胶用量继续减少,磨损指数将进一步上升。为获得较好的重油转化能力和较低的磨损指数,本研究确定铝溶胶的最佳质量分数为6%。

图10 铝溶胶用量对重油转化及催化剂强度的影响
3 结论
1)拟薄水铝石介孔由10~20 nm的一次纳米粒子堆积而成,介孔孔径为3.5 nm左右,随着拟薄水铝石酸化酸铝比的增大,孔体积下降,酸化后焙烧得到的γ-Al2O3的酸量随酸铝比的增大,先增加后减少;2)随着拟薄水铝石酸铝比的增大,催化剂孔体积逐渐下降,催化剂重油转化能力先增强后减弱,酸铝比为0.12时具有最高的重油转化能力;3)随着催化剂中拟薄水铝石含量的增加,催化剂重油转化能力逐渐增强,拟薄水铝石质量分数为25%时,具有最高的重油转化能力,但随着拟薄水铝石含量增加,重油产率下降趋势逐渐减小;4)过高的铝溶胶含量将降低催化剂孔体积,导致催化剂重油转化能力下降,为获得较好的重油转化能力和较低的磨损指数,铝溶胶的最佳质量分数为6%。
猜你喜欢
中国新技术新产品(2022年6期)2022-07-03
炼油与化工(2022年3期)2022-06-30
电子乐园·下旬刊(2022年5期)2022-05-13
能源工程(2021年1期)2021-04-13
山东医学高等专科学校学报(2020年5期)2020-11-25
船舶标准化工程师(2020年1期)2020-06-12
无机盐工业(2019年1期)2019-01-16
科学与财富(2016年32期)2017-03-04
城市建设理论研究(2012年22期)2012-09-06
汽车与新动力(2012年1期)2012-03-25
