
白玉菇热风干燥工艺优化及其对品质的影响*
2019-08-13 09:05:50麦馨允曾维标
中国食用菌 2019年7期
麦馨允,曾维标,吴 健
(1.百色学院农业与食品工程学院,广西 百色 533000;2.龙邦海关,广西 靖西 533800)
白玉菇,又称白玉蕈(white Hypsizygus marmoreus),是真姬菇 (Hypsizygus marmoreus) 的一个白色变种,属担子菌亚门(Basidiomycotina) 伞菌目(Agaricales) 白蘑科(Tricholomataceae) 玉蕈属(Hypsizygus)[1]。白玉菇子实体为白色[2],被称为食用菌中的“金枝玉叶”[3],富含多种营养物质,每100克鲜品中含磷116.0 mg、铁1.1 mg、锌0.6 mg、钙6.0 mg、镁9.4 mg、钠1.9 mg、钾423.0 mg、总氨酸1.74%[4],开发利用价值较高。新鲜白玉菇在采摘后仍具有旺盛的生理活动,质地脆嫩,容易发生机械损伤,引起微生物侵染、营养流失、褐变等生理生化变化[5],从而影响其货架期及食用品质。目前,白玉菇采后保鲜技术是研究热点,丁涓等[6]探讨不同保鲜方法对白玉菇保鲜品质及货架期的影响,发现450 μL·L-1乙醇熏蒸处理的白玉菇保鲜品质最优,能延长货架期至14 d。钱书意等[7]探讨短波紫外线(UV-C) 照射对白玉菇采后贮藏品质的影响,1.0 kJ·m-2UV-C处理的白玉菇感官品质较好,贮藏期延长7 d以上。鲜品保鲜虽然能一定程度上延长白玉菇的货架期,然而其保质期相比其他产品而言还是较短。对采后白玉菇进行干燥脱水,不仅可以减少采后鲜活产品的损失,延长保质期,还能使产品质量和体积减少,大大降低了包装、贮藏和运输的成本[8]。热风干燥成本低廉、操作简单,是目前广泛应用的干燥技术,适合工业化生产,在香芋(Colocasia esculenta)[9]、枸杞(Lycium barbarum)[10]、香菇(Lentinus edodes)[11]、松茸(Tricholoma matsutake)[12]等产品上都得到了应用。
以白玉菇为材料,通过单因素试验,探讨热风干燥下白玉菇的干燥特性。在单因素的基础上,通过正交试验比较干制后白玉菇的亮度、复水比、维生素C含量和感官评分等质量指标,采用主成分分析,综合优化,以期得到最优工艺参数。
1 材料与方法
1.1 材料与试剂
新鲜白玉菇,购自百色市华润万家超市。抗坏血酸(分析纯),天津市致远化学试剂有限公司;2,6-二氯靛酚钠盐(分析纯),上海金穗生物科技有限公司;草酸(分析纯),西陇化工股份有限公司;碳酸氢钠(分析纯),广东光华科技股份有限公司。
1.2 仪器与设备
SMY-2000系列测色色差计,北京盛名扬科技开发有限责任公司;E1200Y-2电子天平,常熟市双杰测试仪器厂;电子天平,上海安亭电子仪器厂;DHG-9146A电热鼓风干燥箱(2050 W),上海一恒科学仪器有限公司。
1.3 试验方法
对白玉菇进行原料挑拣和清洗,挑拣新鲜、无机械损伤、无病虫害、颜色亮白的白玉菇。洗净后按1.3.1单因素试验和1.3.2正交试验要求,切成相应厚度,并取相应质量在相应温度下干燥,间隔一定时间记录质量。当白玉菇前后2次质量差达到恒重,并且符合国家标准中对食用菌干制品的水分含量要求时[13],即停止干燥。设3个平行,干燥后测定样品指标。
1.3.1 单因素试验
热风干燥单因素和水平设置见表1。

表1 单因素水平表Tab.1 Factors and levels of single factor
1.3.2 正交试验
在单因素试验基础上进行L9(34)正交试验,对干燥参数进行优化。正交试验因素水平见表2。

表2 正交试验因素水平表Tab.2 The factors and levels of orthogonal design
1.4 测定项目与方法
1.4.1 含水率测定
采用国标常压直接干燥法测定含水率[14]。
1.4.2 干基含水率测定
干基含水率(Mt,g·g-1)测定公式为:

式中:mt为白玉菇干燥t时刻时的质量(g);mg为白玉菇干物质质量(g)。
1.4.3 水分比测定
水分比(MR,%)测定[15]公式为:

式中:M0为白玉菇品初始干基含水率(g·g-1);Mt为白玉菇干燥t时刻的干基含水率(g·g-1);Me为白玉菇干燥达到平衡时的干基含水率(g·g-1)。
1.4.4 干燥速率测定
干燥速率(DR,g·g-1min-1)测定[16]公式为:

式中:Mt+△t为白玉菇干燥t+△t时刻的干基含水率(g·g-1);Mt为白玉菇干燥t时刻的干基含水率(g·g-1);△t为时间差值(min)。
1.4.5 亮度测定
利用色度计测定白玉菇的亮度L(cd·m-2)[17]。
1.4.6 维生素C含量的测定
白玉菇中维生素C含量的测定采用国标中食品中抗坏血酸测定的第三法,即2,6-二氯靛酚滴定法[18]。
1.4.7 复水比测定
准确称量干制品放入40℃的水中浸泡1 h,捞出沥干后,用滤纸覆盖干制品表面以吸干表面飞荣水分,然后称量,复水比(Rf,g·g-1)测定公式为[19]:

式中:mf韦白玉菇复水后沥干质量(g);mg为白玉菇干制品质量(g)。
1.4.8 感官评分
由感官评分小组按表3对白玉菇干燥后的成品进行打分[13],见表3。
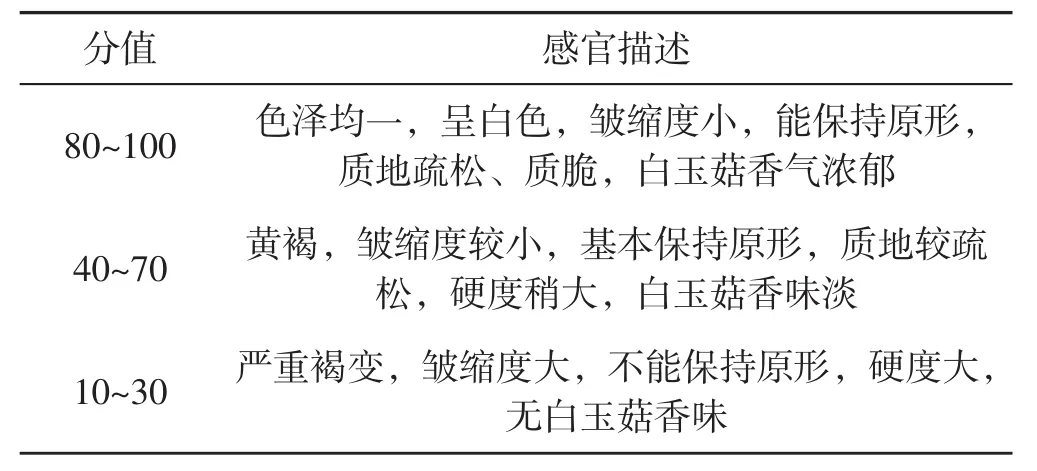
表3 感官评分分值表Tab.3 Criteria for sensory evaluation
1.5 综合评价
对正交试验干燥试验结果的L、维生素C含量、复水比、感官评分进行无量纲化,以消除指标之间因量级不同而对分析结果造成的影响。采用可降维的主成分分析法,通过比较可反映L、维生素C含量、复水比、感官评分的综合得分来整体评价产品的质量。
1.6 数据分析
方差分析和主成分分析采用PASW Statistics 18统计软件,数据结果以算数平均值表示。
2 结果与分析
2.1 单因素试验结果分析
2.1.1 不同因素对干基含水率和水分比的影响
热风温度、切片厚度、装载量对白玉菇干燥过程中干基含水率和水分比的影响如图1和图2所示。

图1 不同因素对白玉菇干基含水率的影响Fig.1 Effect of different factors on dry base moisture content of white Hypsizygus marmoreus

图2 不同因素对白玉菇水分比的影响Fig.2 EffectofdifferentfactorsonmoistureratioofwhiteHypsizygusmarmoreus
总体而言,白玉菇干基含水率和水分比都随干燥时间的延长而下降,升高热风温度、减小切片厚度或装载量可以缩短干燥时间。干燥结束时干基含水量符合国家标准对食用菌干制品的水分含量的要求(≤0.14 g·g-1)。由图1a和图2a可知,热风温度50℃、60℃、70℃和80℃时,白玉菇干燥结束时所需时间分别为320 min、280 min、240 min、200 min;由图1b和2b可知,切片厚度4 mm、6 mm、8 mm和10 mm时,干燥时间分别为200 min、280 min、280 min、320 min;由图1c、图2c可知,装载量12.50 g·dm-2、15.00 g·dm-2、17.50 g·dm-2和 20.00 g·dm-2时,干燥时间分别为200 min、280 min、280 min、320 min。与切片厚度和装载量相比,不同热风温度对白玉菇干基含水率和水分比的影响较大,这可以从图1和图2各曲线之间斜率的比较中看出。
2.1.2 不同因素对白玉菇干燥速率的影响
不同热风温度、切片厚度、装载量对白玉菇干燥过程中干燥速率的影响如图3所示。

图3 因素对白玉菇干燥速率的影响Fig.3 EffectoffactorsondryingrateofwhiteHypsizygusmarmoreus
总体而言,白玉菇热风干燥速率随干燥时间的延长先增大后减小。由图3a可知,在白玉菇干燥的前期(干燥时间在50 min左右内),干燥温度越高,干燥速率就越大,最大干燥速率和温度之间也有同样的变化规律,而且最大干燥速率也随着干燥温度的升高而提前出现。
干燥一般包含恒速阶段和降速阶段。热风温度为50℃的条件下进行干燥试验时,干燥时间为50 min~120 min,物料从表面向环境中蒸发的水分的速率大致等于物料内部水分的扩散速率,在表观上表现为干燥速率不变,此为恒速干燥阶段,这一阶段干燥速率的快慢取决于表面气化的速度,因此又叫做表面气化控制阶段。干燥时间在120 min后,干燥速率下降,干燥进程因此从恒速干燥阶段进入到降速干燥阶段,此时物料水分表面扩散速率大于内部扩散速率,干燥的快慢取决于内部扩散速率,因此又叫做内部扩散控制阶段。
不同干燥温度下白玉菇干燥速率下降的程度也不同。干燥温度为60℃、70℃、80℃时,无明显的恒速阶段,直接进入到了降速阶段。这可能是由于热风干燥是一种通过吹入热风使空气流动加快的干燥方法,干燥温度越高,与白玉菇表面接触的热空气的温度也越高,造成白玉菇表面干燥速度过快,而内部水分还未扩散表面,引起了表面变干甚至硬化。实际气化表面积减小,干燥速率也随之下降[20],这也说明了在过高温度下对白玉菇进行干燥时,在达到干燥速率峰值后其干燥速率会下降得更快。
由图3b、图3c可知,切片厚度、装载量对干燥速率的变化规律和热风温度类似,但其影响程度比热风温度小。在一定范围内,物料的切片厚度越小,相对而言其比表面积越大,质量和热量传递的接触面积就越大,因此对应的干燥速率也随之增大。此外,60℃下不同切片厚度的白玉菇干燥没有明显的恒速阶段,干燥速率峰值过后进入内部扩散控制阶段。由2.1.1可知,切片厚度为4 mm、6 mm、8 mm和10 mm时,干燥时间分别为200 min、280 min、280 min、320 min。说明切片厚度较小的物料,有较长的内部水分扩散路径,质量和热量传递阻力也越大,因此达到干燥平衡前,需要耗费更多的时间。白玉菇的装载量越大,热风干燥负荷也就越大,从而使干燥速率相对较慢。
2.1.3 不同因素对干基含水率-干燥速率的影响
不同热风温度、切片厚度、装载量对白玉菇干燥过程中干基含水率-干燥速率的影响如图4所示。

图4 不同因素对白玉菇干基含水率-干燥速率的影响Fig.4 Effect of different factors on dry base moisture contentdrying rate of white Hypsizygus marmoreus
物料干燥由表面气化控制阶段转变为内部扩散控制阶段的转折点叫做第一水分临界点。由图4a可知,热风温度为50℃、60℃、70℃和80℃时,干燥速率转折点的干基含水率分别为6.14 g·g-1、8.36 g·g-1、7.60 g·g-1和 6.96 g·g-1。热风温度为 80℃时,到达第一水分临界点的时间较短,但其初始的干燥速率大,水分减少迅速,因此临界点的干基含水率相对较低;而热风温度为50℃时,虽然初始干燥速率较低,但由于恒速阶段的存在,白玉菇内部没有形成温度梯度,传质速度加快,因此到转折点时干基含水率也相对较低。随着干燥过程的进行,白玉菇内部水分含量减少,干基含水率减小,故干燥后期干燥速率也逐渐降低。
由图4b可知,切片厚度越小,到达转折点时的干基含水率就越大。这与温度单因素试验略有不同,这可能是由于温度对转折点的干基含水率影响较大造成的。热风温度为60℃时,切片厚度越小,虽然可使干燥初期干燥进程较为剧烈,但也导致了物料干燥阶段快速过渡到内部扩散控制阶段,干燥时间缩短,综合两方面的效应导致了切片厚度越小,第一水分临界点越大。干燥前期,白玉菇干基含水率越大,不同切片厚度对干燥速率的影响也就越大,虽然在干燥过程的进行中,白玉菇干基含水率逐渐减小,但不同切片厚度对干燥速率影响的差距也在逐渐的减小。这可能是由于水分在白玉菇内部的存在状态有关,白玉菇初始干基含水率91.94%,同时自由水通常果蔬含水量的95%,因此,白玉菇内大部分水的存在状态为自由水。干燥前期首先除去的是自由水,自由水是未与白玉菇内的非水组分缔合的水分子,干燥时所克服的阻力小,因此水分蒸发较快,干燥速率就大;干燥过程进入到后期时,所要干燥除去的是多层水,多层水的形成主要靠水-水合水-溶质间的氢键而形成的,与非水组分结合得较为紧密,干燥阻力较大,因此干燥速率就越小[21]。由图4c可知,装载量和转折点干基含水率的变化规律与切片厚度单因素实验结果相似。
2.1.4 不同因素对白玉菇干燥品质的影响
维生素的稳定性是指在化学作用、物理作用下能维持稳定的性质[22]。无论是在新鲜状态下或是在食品加工过程中,果蔬中的许多维生素都会随着贮藏时间推移或者加工而降解或反应。维生素C是水溶性维生素,普遍存在于新鲜的水果和蔬菜中。当果蔬暴露在不利于贮存的环境时,维生素C最敏感且最易被破坏[23]。干燥产品的复水比可作为衡量产品在干燥过程中由于干燥条件、预处理方法和样品成分的改变而产生的理化变化,是干制品质量的重要指标[24-25]。再水化是了解干燥材料质量的一个重要特性。可以用白玉菇干燥后的维生素C和复水比初步衡量白玉菇干制品的质量,确定正交试验的水平范围。热风温度、切片厚度和装载量对白玉菇品质的影响见表4。

表4 热风温度、切片厚度和装载量对白玉菇品质的影响Tab.4 Effect of hot air temperature,thickness and loading amount on quality of white Hypsizygus marmoreus
由表4可知,不同的热风温度、切片厚度、装载量对白玉菇干制品维生素C含量和复水比的影响显著(P<0.05)。热风温度为50℃、60℃时,白玉菇干燥时间过长,分别是热风温度70℃干燥时间的1.33倍和1.17倍。干燥时间过长,增加了白玉菇所含维生素C在高温环境下与氧气的接触,极易引起维生素C的氧化分解;热风温度80℃时易造成白玉菇表面的硬化。因此,热风温度为70℃时,白玉菇的维生素C含量较其他组高。热风温度为60℃时,白玉菇干制品的复水比最大,但与热风温度为50℃和70℃时的复水比相比无显著差异(P>0.05)。
综合考虑干燥特性和干制品品质,热风温度70℃是最适宜温度。白玉菇切片厚度为4 mm时,维生素C含量最大,与其他厚度下的维生素C含量差异显著(P<0.05),一定程度上,切片厚度越小,干燥时间越短,维生素C损失量就越小;切片厚度为6 mm时,白玉菇干制品的复水比最大,但由于其与切片厚度为4 mm、10 mm时的复水比相比无显著差异(P>0.05),因此切片厚度4 mm时白玉菇干制效率和干制品品质都较好。装载量17.50 g·dm-2时维生素C损失最小,装载量15.00 g·dm-2时复水比最大,因此选择装载量在 15.00 g·dm-2~17.50 g·dm-2,作为正交优化试验的水平范围。
2.2 正交试验结果分析
主成分分析得分结果见表5,对综合得分进行 极差分析,分析结果见表6。
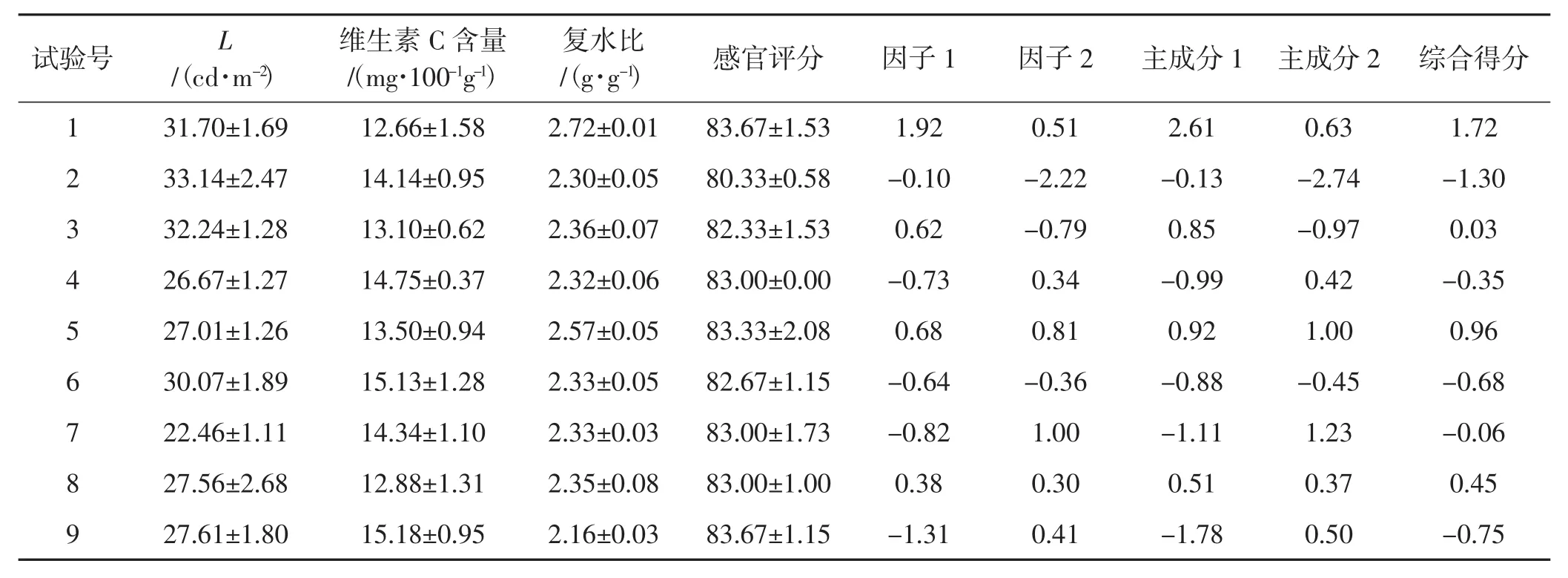
表5 因子得分、主成分得分、综合得分Tab.5 Factors score,principle components score and overall score
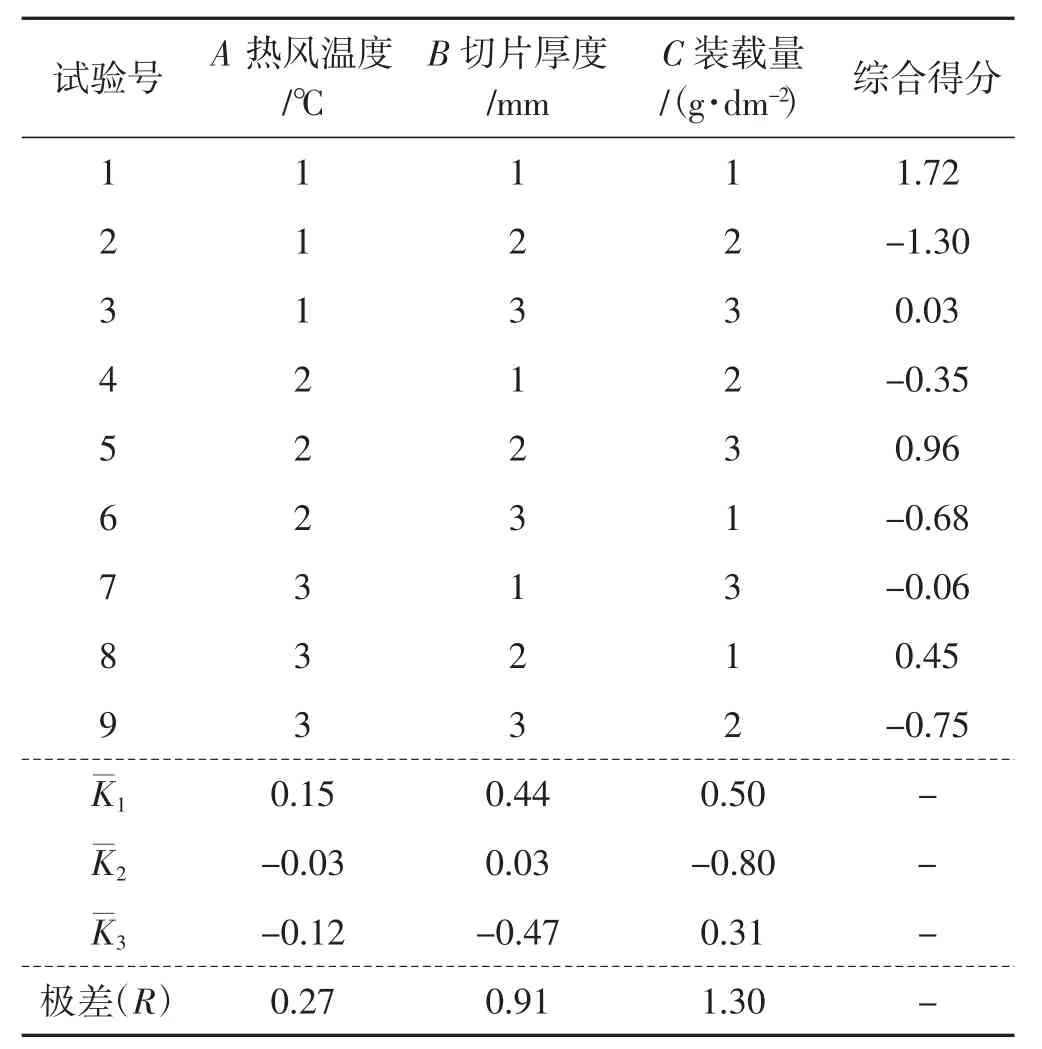
表6 正交试验与结果Tab.6 The data of orthogonal design
由表6可知,3个因素对干燥质量的综合影响程度分别为RC>RB>RA,即对白玉菇干制品质量影响最大的因素为干燥时的装载量,影响最小的是白玉菇的干燥热风温度;白玉菇热风干燥最佳条件是A1B1C1(试验号1),即热风温度60℃,白玉菇切片厚度2 mm,装载量15.00 g·dm-2。
3 结论
通过单因素试验研究不同因素(热风温度、切片厚度、装载量)对白玉菇干燥特性的影响,可以得出,提高热风干燥过程中的干燥温度、减小物料的切片厚度和装载量都能迅速降低物料的干基含水率和水分比,缩短物料的热风干燥时间。但是,过高的热风温度容易造成白玉菇干燥表面硬化,减小了水分有效蒸发面积,反而降低了干燥过程中后期的干燥速率。与切片厚度、装载量相比,温度因素对干燥特性(干基含水率、水分比、干燥速率)的影响较大;此外,3个因素对干燥速率的影响还与干基含水率呈正相关。综合干燥特性、维生素C含量和复水比的数据可以得到,3个因素较为合理的范围为:热风温度60℃~80℃,切片厚度在2 mm~6 mm,装载量 15 g·dm-2~17.50 g·dm-2。
在单因素基础上进行正交试验,以白玉菇干制品品质(L、维生素C含量、复水比、感官评分)为指标,对白玉菇热风干燥的工艺参数进行优化,最终得到最佳热风干燥工艺参数为:热风温度60℃,切片厚度2 mm,装载量15.00 g·dm-2。该条件下获得的白玉菇干制品色泽均一,呈白色,质地疏松、质脆,有白玉菇香气,复水效果好,综合质量较好。
猜你喜欢
电子测试(2018年15期)2018-09-26 06:02:00
企业科技与发展(2018年9期)2018-09-10 21:59:04
农业科技与装备(2018年5期)2018-02-19 12:15:02
青春岁月(2016年21期)2016-12-20 21:05:24
水动力学研究与进展 B辑(2016年1期)2016-09-29 03:20:37
校园英语·上旬(2016年9期)2016-05-14 22:25:18
唐山文学(2016年11期)2016-03-20 15:25:52
水动力学研究与进展 B辑(2014年2期)2014-06-01 12:30:00
机电信息(2014年23期)2014-02-27 15:53:25
河南科技(2014年15期)2014-02-27 14:12:37
