
筒钻单齿切削岩石的力学特性研究
2019-07-26 09:25:38谭孝刚
制造业自动化 2019年7期
柳 波,孙 凯,谭孝刚
(中南大学 机电工程学院,长沙 410083)
0 引言
岩石钻机因其具有体积小、结构简单、易于操作等优点而广泛用于工地的钻孔作业。筒钻单齿作为与岩石发生相互作用的装置,直接参与对岩石的切削工作,是岩石钻机的核心部件。筒钻单齿切削岩石过程的力学特性决定了钻机切削参数的选取和结构设计。本文重点研究筒钻单齿的切削力特性,为钻机切削参数的合理选择提供了参考依据,并为钻机的结构设计奠定了基础。切削力是指筒钻单齿在切削岩石的过程中受到的岩石反作用力。
随着计算机技术的不断发展,计算机仿真技术也越来越成熟,该方法既省时省力,又能获得准确的仿真结果。目前,国内外研究人员使用计算机仿真技术对刀具切削岩石进行了大量的研究。文献[1]利用有限元软件仿真分析了齿前角对扩孔器单齿主切削力的影响规律。文献[2]建立单个PDC切削齿受力模型,对PDC单齿的切削效率进行了分析,研究表明单齿切削效率与刀具倾角、切削深度以及岩石属性有关。文献[3]模拟分析截齿钻头切削岩石过程中所受到的反作用力,结果表明冲击速度在一定范围内对刀具平均峰值作用力影响较小。文献[4]建立了PDC切削齿动态破岩的三维仿真模型,分析了刀具倾角对破岩能效的影响,结果表明破碎比功随刀具倾角的增大而逐渐增大。文献[5]对一种新型旋转钻孔刀具切削大理石的过程进行了仿真分析,结果表明大理石的粘聚力和内摩擦角是影响刀具切削力最重要的参数。
当前的研究主要集中在岩石力学性质和切削参数对截齿钻头、PDC钻头等切削力的影响规律上,对岩石钻机方面的研究做出了巨大的贡献。但对于筒钻单齿切削岩石的切削力特性研究较少。本文结合钻机的实际工况,考虑岩石具有显著的不连续性、不均性的特点[6],采用离散元软件EDEM进行仿真分析找出切削深度和切削速度对单齿切削力的影响规律,为钻机切削参数的合理选择提供了参考依据。
1 筒钻单齿切削岩石动力学分析
本文的岩石钻机主要包括钻架、导轨、伺服电机、丝杠、液压马达、筒钻六个部分组成,如图1所示。

图1 钻机结构示意图
筒钻对岩石的切削过程可看做是两个同时进行的基础过程:1)筒钻在液压马达的驱动下作旋转运动;2)伺服电机通过丝杠驱动筒钻作竖直方向的进给运动。由于本文的钻机筒钻直径较大,进给量较小,筒钻单齿工作过程的螺旋角可忽略不计,因此可简化看成筒钻单齿沿直线对岩石进行切削。本文研究的筒钻单齿主要技术参数如表1所示。

表1 筒钻单齿主要技术参数
筒钻单齿在切削岩石的过程中,齿刃处对岩石有挤压破碎的作用,单齿底面及侧面与岩石发生剧烈的摩擦作用[7]。对筒钻单齿切削岩石的过程进行动力学分析,单齿受到的切削力主要包括:单齿齿刃挤压岩石而受到的抗力Fn、单齿侧面受到的摩擦力Ff1、单齿底面受到的摩擦力Ff2。筒钻单齿切削岩石过程受力分析如图2所示。

图2 单齿切削岩石过程受力分析
随着单齿切削岩石过程的进行,齿刃处岩石受到挤压而发生破碎。根据岩石力学理论,破碎岩石所做的功等于岩石抗压强度和破碎体积之积[8],则有:

将式(2)、式(3)代入式(1)中可得抗力Fn计算公式为:

式中,l为单齿切削长度,mm;Rc为岩石抗压强度,MPa;V'为岩石破碎体积,mm3;t为切削时间,s。
单齿在切削岩石的过程中,齿底面及侧面与岩石发生剧烈的摩擦作用。齿底面及侧面受到岩石的被动岩石压力及摩擦力。
根据朗肯被动压力可知,被动岩石压力Pp为:

式中,γ为岩石的重度,kN/m3;Kp为朗肯岩石压力系数,为岩石的粘聚力和内摩擦角,KPa°。
单齿侧面受岩石摩擦力Ff1为:

单齿底面受岩石摩擦力Ff2为:
式中,µ为单齿与岩石的摩擦系数;A为单齿底面积,mm2,A=B(L-H tana)。
综上知单齿切削岩石的切削力F切为:


由式(8)可知,单齿切削力主要与单齿结构参数、岩石力学性质以及单齿切削深度和切削速度有关。在单齿结构参数和岩石种类确定的前提下,影响单齿切削力的主要因素为切削深度和切削速度。由于岩石具有各向异性和不连续性,因此使用离散元软件EDEM对单齿切削岩石过程进行仿真,研究切削深度和切削速度对切削力的影响规律。
2 基于EDEM的单齿切削岩石过程仿真建模
现场施工时,单齿切削岩石的过程比较复杂,为了便于计算和分析,在不影响实际结果的前提下,只考虑影响切削力的主要因素,对仿真模型作以下基本假设:
1)筒钻单齿材料为金刚石,其硬度和强度远高于岩石,忽略单齿切削过程中磨损与钝化;
2)本文钻孔深度较浅,接近地表,不考虑温度对单齿和岩石的影响;
3)不考虑切削液对工作过程的影响。
2.1 参数设置
在使用EDEM软件进行仿真分析时,首先要在模型创建部分进行参数设置。主要仿真参数如表2、表3所示[9]。

表2 材料属性表

表3 相互作用属性表
2.2 接触模型
EDEM软件中提供了应用于不同场合的接触模型,其中Hertz-Mindlin with Bonding接触模型适用于模拟岩石结构的建模仿真[10]。该模型通过一定尺寸的“粘接键”将颗粒粘结在一起,这个“粘接键”可以承受切向和法向运动,直到达到最大的法向和切向剪切应力,该“粘接键”破裂。本文选取Hertz-Mindlin with Bonding接触模型能够真实的反应岩石的力学性质。本文岩石的力学性质参数如表4所示。

表4 岩石力学性质参数
2.3 单齿、岩石仿真模型
EDEM中除了可以创建简单的几何体外,也可以通过CAD文件导入。本文采用三维建模软件Inventor建立刀具的几何模型,并保存为IGES格式以便后续导入EDEM。
EDEM颗粒工厂中可以设置颗粒工厂类型、颗粒生成的位置及方式。为了反映真实的岩石结构,本文选用颗粒工厂类型为静态填充(Static),颗粒生成的位置为random(随机放置),颗粒尺寸设置为normal(正态分布)。生成的颗粒在重力的作用下由颗粒工厂自由下落,并完成压实直至达到平衡状态,最后生成一定尺寸的“粘接键”将颗粒粘结在一起完成岩石仿真模型。本文岩石模型为50×20×10mm长方体。
将单齿几何模型导入EDEM软件中,并完成相关参数的设置。最终得到的单齿切削岩石的仿真模型,如图3所示。

图3 单齿切削岩石仿真模型
3 单齿切削岩石过程仿真结果分析
EDEM仿真完成后,得到不同切削深度、切削速度条件下对应的切削力数据。将各组数据导出进行处理和分析。
3.1 不同切削深度对切削力的影响
取切削速度υ=1.0m/s,切削力随切削深度的变化曲线如图4所示。由图可知,单齿接触岩石后,切削力瞬间增大;随着单齿切削位移的增加,切削力呈不规则波动,这是因为岩石具有显著的不连续性和不均匀性。单齿以恒定的速度切削岩石,齿刃与岩石接触的区域产生很大的应力,岩石因受压而形成密实区,密实区周围产生微裂纹;随着切削过程的进行,密实区不断积累,切削力不断增大,微裂纹扩展成断裂裂纹;当达到岩石抗压极限时,密实区发生破碎,切削力瞬间减小。该过程周期性进行,形成图中切削力不规则波动。切削力的不规则波动特性是Evans密实核破碎理论[11]的最直接反映,这也验证了采用离散元软件EDEM仿真分析单齿切削岩石过程的可行性。切削力的不规则波动会造成钻机工作过程时剧烈晃动,工程中应尽量避免这种现象。
对图4中各组切削力数据进行统计和分析,如表4所示。最大切削力、平均切削力以及切削力标准差都随切削深度的增加而增加。标准差反应了一组数据的离散程度,由表中标准差数据可知切削深度越大,切削力不规则波动越明显,这也可从图4中直观的看出。进一步分析平均切削力数据,将不同切削深度的平均切削力进行拟合,如图5所示;由图可知单齿平均切削力随切削深度的增加而呈正比例增加,比例系数为29.64。
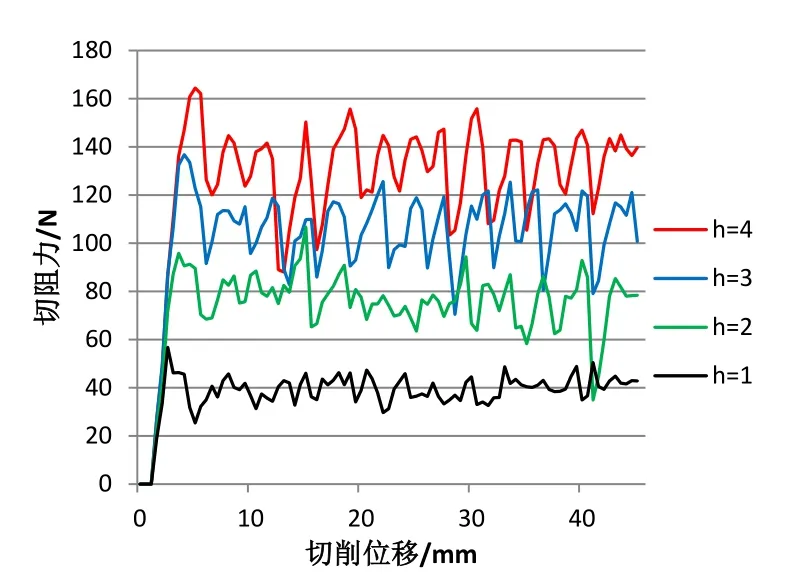
图4 切削力随切削深度的变化曲线

表5 不同切削深度时切削力统计表

图5 切削深度对平均切削力的影响
3.2 不同切削速度对切削力的影响
取切削深度h=3mm,切削力随切削速度的变化曲线如图6所示。与图4相比,不同切削速度的切削力曲线重合部分较多,切削力差值并不明显。对图6中各组切削力数据进行统计和分析,如表5所示。最大切削力、平均切削力以及切削力标准差都随切削深度的增加而增加。同样由表中标准差数据可知切削速度越大,切削力不规则波动越明显,这也可从图6直观的看出。进一步对平均切削力数据进行分析,如图7所示。随着切削速度的增加,平均切削力增加地越来越慢;当切削速度超过1.5m/s后,平均切削力基本保持稳定。

图6 不同切削速度的切削力

表6 不同切削速度时切削阻力统计表

图7 切削速度对平均切削力的影响
3.3 切削力与切削深度、切削速度之间的关系
同时考虑切削深度、切削速度对平均切削力的影响,如图8所示。由图中四条曲线可明确看出,切削速度由0.5m/s到2.0m/s时,切削深度越大,平均切削力增加的幅值越大;最小幅值为6.9N,最大幅值为34.5N。合理选择切削参数需要同时考虑切削深度、切削速度与平均切削力之间的关系。
本文钻机的液压马达参数及筒钻外形尺寸参数已知,可计算出钻机能够为单齿提供的平均切削力为78.4N。根据图8中的平均切削力曲线,考虑本文钻机的工作效率要求,以及降低切削力的不规则波动,合理选择钻机的切削深度为2mm,切削速度为1m/s。
4 结论
1)切削力具有明显的不规则波动特性,该波动特性是Evans密实核破碎理论的最直接反映,这也验证了采用离散元软件EDEM仿真分析单齿切削岩石过程的可行性;切削深度和切削速度越大,切削力不规则波动越明显。

图8 平均切削力与切削深度、切削速度的关系
2)单齿平均切削力随切削深度的增加而呈正比例增加,比例系数为29.64。
3)切削深度一定时,随着切削速度的增加,平均切削力增加地越来越慢;当切削速度超过1.5m/s后,平均切削力基本保持稳定。
4)由本文钻机相关参数计算得出钻机能够为单齿提供的平均切削力为78.4N,因此合理选取切削深度为2mm,切削速度为1m/s。
猜你喜欢
数字制造科学(2021年3期)2021-09-27 01:40:06
装备制造技术(2020年4期)2020-12-25 05:26:06
机械设计与制造(2020年10期)2020-10-21 07:52:46
制造技术与机床(2019年9期)2019-09-10 07:36:26
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技术与机床(2018年10期)2018-10-13 06:36:54
露天采矿技术(2017年5期)2017-06-05 15:06:16
制造技术与机床(2014年5期)2014-04-27 13:05:58
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:56
振动、测试与诊断(2014年4期)2014-03-01 01:14:06
