
船舶修理技术工艺应用与改进分析
2019-07-24 06:08:32周志华
商品与质量 2019年13期
周志华
中船澄西船舶修造有限公司 江苏江阴 214433
随着世界范围内船舶修理业的迅速发展和航运事业的需要,近年来,国内船舶修理企业发展迅速,船舶修理项目增多,逐渐积累了一些船舶修理经验和先进的技术工艺。虽然国内船舶修理拥有劳动成本低和丰富的修理经验,但是在船舶维修的整体增长情况下,仍需要不断提高船舶修理水平,努力承接大型、高附加值、高科技的维修工程,以更好地促进船舶修理进入稳步发展阶段[1]。
1 船舶维修时应注意的问题
1.1 清洗船舶管路
船舶管路清洗时,有两个主要问题需要注意:清洗部件时要小心,清洗完毕后,对零件进行搞糟,主要是由于吸附力强。干燥后,干燥后还用保护膜保护零件,防止腐蚀;清洗管道时,必须将其清洗后烘干,主要通过风机吹扫管道,使管道不容易被清洗液腐蚀损坏。
1.2 船舶涂装
(1)船舶涂装或除锈时,应覆盖和屏蔽部分装甲部件;(2)船舶安装上船前,必须进行表面处理,并预先涂上防锈底漆;(3)大部分钢铠装件在安装前应独立进行锈蚀和涂装工作;(4)除部分有色金属和特殊部件外,大部分船舶配件应涂漆保护;(5)船舶安装前,通常要涂上底漆。所述底漆原则上与所安装部件的底漆相同。(6)对于一些安装范围广、通用性强的装置,可以进行喷涂。船上可安装用途广泛的环氧底漆或车间底漆;(7)锚固机、绞车、舷梯等专用设备,可在船舶下水前与周围其他部件均匀涂敷一层面漆;(8)当装甲发生局部涂层损伤时,失效的涂层应均匀研磨,涂上相应类型的涂料,逐层修复。
2 船舶维修技术的实际应用
2.1 冷焊技术
从理论上来看,船舶内部结构中一些非常重要的位置都会存在一定程度上的化学腐蚀,当船舶使用年限相对来说较长时,这些化学腐蚀现象出现的频率也会随之增加,低工作人员的船舶修理工作带来了较大的难度,为了使得该船舶在一些恶劣的环境中也能够安全稳定地航行,工作人员引进了德国先进的船舶修理技术,该技术主要是以金属陶瓷为主体,通过冷焊的方式来修复出现磨损和腐蚀的船舶零件,通过该技术所修复的零件其使用寿命会相应的延长,即使在一些恶劣环境中也能具有较为理想的耐用性。
2.2 激光熔覆技术
在传统的修船工艺中,损坏的零件一般采用电极堆焊、涂覆和电镀的方法进行修复。这些技术对于一般零件的维修已经足够了,但是对于一些特殊和重要的零件来说就不够了。但不能达到令人满意的水平。为了能够快速修复某些重要部件,可以采用激光熔覆技术,在修复部件时能够快速、有效、可靠地进行修复,且成本较低,综合能力强,变形小,适用于船舶快速修复。受损的部分。
2.3 高压清洗技术
该技术在修船工作中的作用是大大提高清洗剂的维修效率,从而有效地节省维修人员的维修时间,为修船企业在竞争激烈的市场环境中占据一席之地。高压清洗技术的使用不仅加快了维修人员的维修速度,而且有效地清除了一些困在船内的污垢。与传统的船舶清洗技术相比,该技术更加清洁,因此该技术也受到船舶维修企业的广泛应用。
2.4 零件清洗技术
在船舶修理过程中,大多数船舶都有各种各样的机械设备,许多需要修理的部件需要在修理前或修理后进行清洗。柴油以前用作清洁介质,用手工清洗。这种方法不仅效率低,而且成本高,对操作者有害。先进的零部件清洗机可以清洁关闭设备的一部分,和水温度和压强的清洁剂可以产生综合效应,这不仅是有效的,但也有一个非常低的成本由于清洁液的循环使用[2]。
3 案例探讨
舵系是影响船舶运行性能和正常航行的重要设备之一。如果操纵船舶的舵系出现各种各样的问题,其后果将是灾难性的。航行中,远洋船舶与舵叶相撞,舵杆严重变形,肉眼可见。
修理方案的选择和施工流程:
该船舵机由Kawasaki公司于2015年生产,半悬挂舵,舵杆和舵叶的连接方式为键连接和液压连接混合形式,上舵承为平面止推滑动轴承,舵杆套和舵销套均为高分子材料。舵杆质量9t,舵叶质量35t。由于操作失误导致舵系发生故障,通过转舵试验发现舵柄0°,舵叶实际已达右舵18.5°;且转舵时舵机出现极大的噪声和振动。通过分析与研究决定采取下列措施给予修理。
3.1 水下检验
经水下检查,确认舵叶本体无裂纹,变形明显,完成了舵叶的结构修复工作。
3.2 漂浮状态下舵机及舵杆拆卸
(1)舵机拆卸,损伤程度检查:①先将转向座螺栓标记好,拆卸所有螺栓。②用倒链换挡舵机,并将其置于预制支架上。③在现场拆卸舵机,拔出柱塞。检查柱塞表面、油封和缸套后,无明显损坏。④将柱塞抬回车间,架在车床上,水平,用千分表测量其曲率。最大弯度为6.7毫米,柱塞杆需要翻新进行维修。
(2)舵杆拆卸,损伤程度检查:①水舵。设置倒脚手架,将舵叶与船体结构焊接为一体,确保舵叶在舵柄和舵杆拔出后固定到位。②取下舵柄。根据手册数据,分蘖正常拆卸质量为138.1t。在实际施工中,采用预制专用工具、电动液压泵和三个100t液压油顶。加热1h后,分蘖成功拆卸。经检查,发现钥匙和键槽位置有明显的拉痕,舵杆上端弯曲。
(3)拆卸舵杆:根据手册数据,舵杆正常拆卸压力为3801.16kN。在实际施工中,我们使用了电动液压泵和四个100t液压油顶。加热1h后,成功拆卸舵杆。
3.3 舵机的修理
舵机柱塞杆最大弯曲为6.7mm,故采用冷弯、喷涂、光车的流程进行翻新修复,由于柱塞杆的尺寸小,较易修复。
3.4 舵杆的检查及修复
①测量。舵杆总质量为7t,长度为7m。舵杆端头用10m车床固定,端头用千分表调至零。然后,在舵杆上每0.6m取一个点,共取13个点来测量曲率的大小。如图1所示。
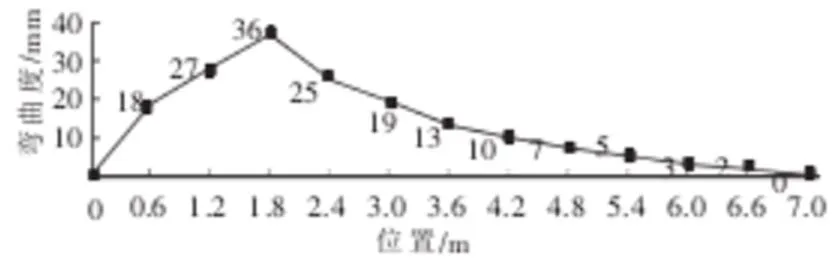
图1 弯曲状态图
②校直。根据弯曲状态图找到校直支点和压力点后,由液压机压力施加两次压力,舵杆基本校直。
③退火。冷压舵杆具有较大的内应力,在使用过程中为了避免回弹,必须通过退火消除应力。退火温度为600℃,均匀升温至75℃/h,当温度达到600℃时,保温2h,保温结束于炉内冷却。当工件恢复到正常温度并再次测量时,没有观察到明显的变形。
④补焊光车。再次检查车床上舵杆的变形情况,在舵杆配合位置进行适当的修复焊接,等待修复舵轴承孔和舵片。在舵轴承孔和舵片逐渐变细后,采用轻型汽车。
3.5 舵杆和舵叶上锥孔的蓝配
舵杆和舵叶锥孔蓝色用于将舵叶垂直放置,蓝色火柴使用200t龙门起重机。为安全施工,在测量舵叶形状和尺寸后,预制专用工装,将舵叶放置其中,并将舵叶焊接在铁板上固定。然后搭建脚手架,使施工人员能够顺利进行蓝配工作。蓝色匹配最终达到85%的接触面积并通过验收。
3.6 舵杆和舵柄的蓝配
蓝色工作的舵杆和舵柄也处于垂直状态,配有一台200t龙门起重机。首先,测量分蘖的形状和大小。然后将分蘖固定在预制底座上,底座焊接到地锚上,然后进行蓝工。蓝色匹配最终达到85%的接触面积并通过验收。
3.7 舵销和舵叶下锥孔的蓝配
舵销尺寸较小,与舵叶的蓝色匹配工作采用水平状态,可与小车提升机匹配。蓝伴侣最终达到85%的接触面积并通过验收。
3.8 应急舵和自动舵的试验
船舵系统安装后,通过海试应急舵试验,试验结果正常。自动舵的舵角指示器和反馈机构在调整后也恢复正常。本章对船舶受损的舵系修复进行了分析,并根据船舶的现状对原有的修复过程进行了改进。最后,满足了船东对修船质量和修船周期的双重要求,顺利完成了修船任务。修复。船舶投入运行一段时间后,反馈舵系统运行正常,状态良好。通过本文的研究,可以帮助和借鉴船舶舵修理的工艺选择和实施[3]。
总之,中国因为地理位置的原因,在船舶制造领域方面一直是处于领先地位,其船舶维修也是在国际占据重要的地位。如何对船舶进行维修,应用修理技术,并能够根据时代的变化,引进先进的技术进行传统技术工艺的加工和改造,从而使船舶维修技术更上一层楼,是国内船舶维修企业应该关注的焦点。为了提高船舶维修企业相对的竞争力,应该在船舶维修的过程中,寻找自身维修技术中的不足,进行分析研究,工作人员能够结合国内外的技术进行整合,从而总结出新的适用技术,加强船舶的维修实力,使船舶的维修工程能够保质保量,提高效率,节省成本。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24 03:10:40
机械工程材料(2022年2期)2022-03-02 05:53:00
汽车维护与修理(2021年24期)2021-12-23 02:16:14
中国船检(2021年3期)2021-04-06 12:04:28
装备制造技术(2020年11期)2021-01-26 00:39:04
钻采工艺(2020年1期)2020-07-21 01:56:52
科学咨询(2020年37期)2020-01-06 05:09:42
船舶标准化工程师(2019年4期)2019-07-24 07:21:22
安徽建筑(2016年4期)2016-11-10 03:59:52
广东造船(2013年6期)2013-04-29 16:34:55
