车制实体保持架缓冲槽结构兜孔工艺分析
2019-07-23 00:46李迎丽张宇刘颖志
轴承 2019年4期
李迎丽,张宇,刘颖志
(中国航发哈尔滨轴承有限公司,哈尔滨 150036)
圆柱滚子轴承在航空发动机上广泛应用,其保持架材料多采用硬铝、青铜、黄铜、合金钢等,兜孔的位置精度和表面质量直接影响保持架的应用性能。为进一步提高保持架的兜孔位置精度和表面质量,提升保持架的使用性能,结合轴承结构、工况、总体受力状态及使用要求,对圆柱滚子轴承保持架兜孔结构和工艺进行优化[1-2]。
1 原加工工艺分析
原圆柱滚子轴承车制实体保持架,兜孔结构通常为正方形/长方形直兜孔(图1),铣、拉成形兜孔(图2)。保持架车制加工工艺流程为:粗车平面、外径面、内径面→调质→终车平面、外径面、内径面→钻、铣孔→拉方孔→去毛刺→光饰→清洗→……→包装[3]。

图1 圆柱滚子轴承直兜孔保持架Fig.1 Cylindrical roller bearing cage with straight pocket
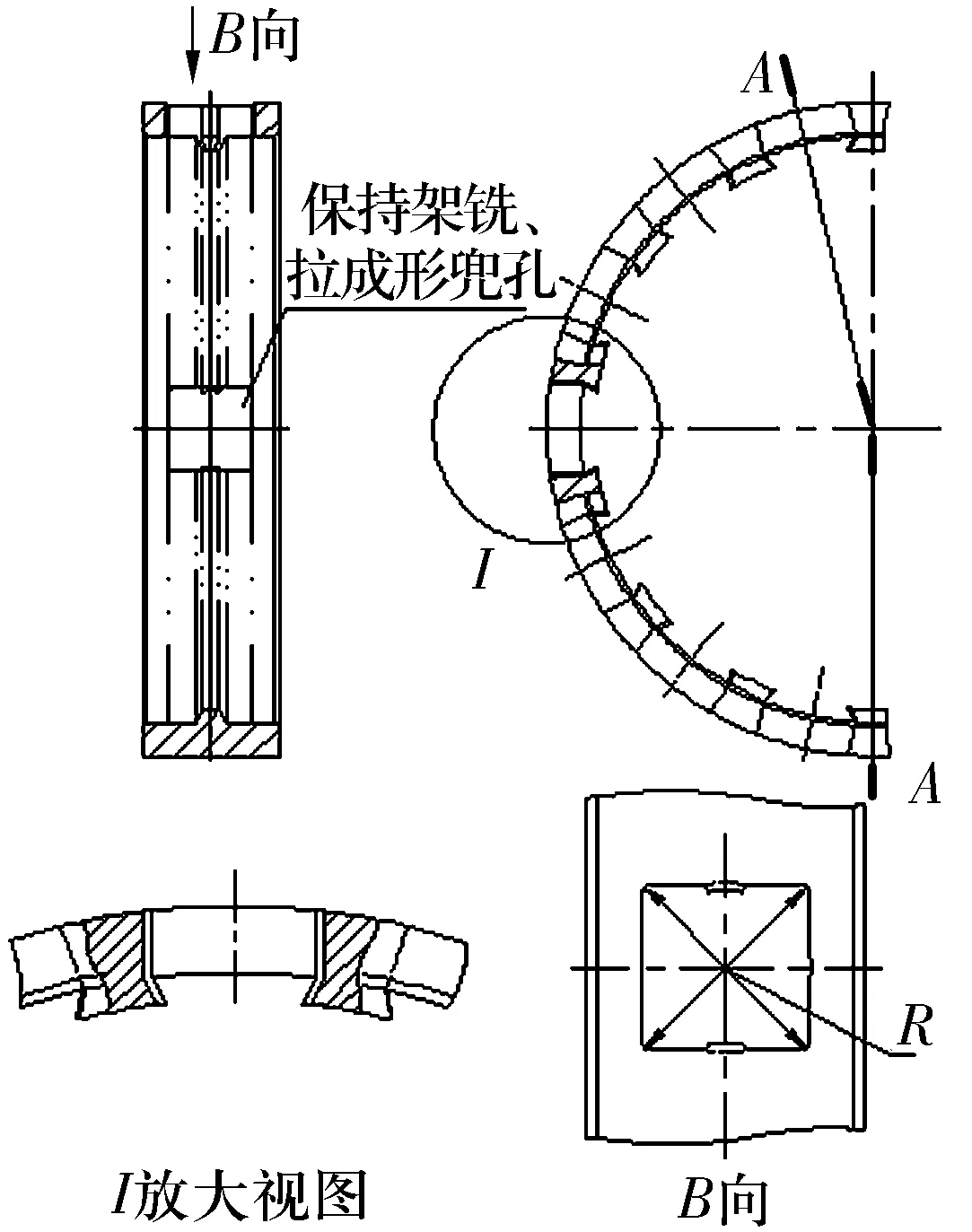
图2 圆柱滚子轴承铣、拉成形兜孔保持架Fig.2 Cylindrical roller bearing cage with milling formed pocket
保持架兜孔顶角圆弧R较小,一般为0.1~0.5 mm,圆弧与兜孔相邻两面呈相切状态。兜孔加工工艺为“钻、铣孔→拉方孔”,采用数控加工中心完成钻、铣孔工序,采用卧式或立式拉床完成拉方孔工序。上述工艺方法中影响兜孔位置精度、表面质量的原因有[4]:1)保持架兜孔经2道工序加工完成,重复装夹产生累积定位误差,影响兜孔位置精度;2)拉刀是比较复杂的多齿刀具,制造难度较大,其制造质量影响兜孔位置精度及表面质量,拉削加工兜孔后在顶角圆弧R≤0.3 mm处常出现撕裂状缺陷;3)拉床以液压驱动,其运行精度和运行稳定性也对保持架兜孔位置精度、精度稳定性和表面质量产生很大影响。
2 优化后加工工艺
优化该类保持架兜孔设计,将顶角圆弧R设计为应力缓冲槽结构(图3),R值根据兜孔、滚子尺寸确定,一般不小于1.2 mm,圆弧与兜孔相邻两面呈相交状态。

图3 应力缓冲槽兜孔保持架Fig.3 Cage pocket with stress buffer slot
该结构保持架兜孔既可以采用拉削方式实现,也可以采用数控加工中心的钻、铣削方式实现。为避免原工艺重复定位,拉刀制造质量,拉床运行精度及运行稳定性等因素的影响,采用钻、铣孔工艺方法在数控加工中心上加工完成,并使用硬质合金钻头、铣刀,一次装夹完成兜孔加工[5],保证兜孔加工精度和质量的稳定性。
2.1 应力缓冲槽兜孔工艺
兜孔加工将原工艺“钻、铣孔→拉方孔”工序合并,只需要“钻、铣兜孔”一道工序完成。
2.1.1 兜孔加工工艺方法
保持架应力缓冲槽结构兜孔加工步骤如图4所示。

图4 应力缓冲槽兜孔加工步骤Fig.4 Processing step of pocket with stress buffer slot
步骤1:用半径尺寸为顶角圆弧R值的硬质合金钻头,钻削加工完成所有兜孔应力缓冲槽顶角。
步骤2:钻/钻、铣削加工所有兜孔的中心孔,图5中兜孔轴向宽度尺寸L及周向宽度尺寸L1,分别预留0.10~0.15 mm加工余量,将中心孔钻为圆孔或钻、铣为椭圆孔。
步骤3:以中心孔的中心作为铣刀起点,用φ3~φ4 mm铣刀完成兜孔四面的粗铣加工。
步骤4:以步骤3形成的兜孔中心作为铣刀起点,用φ1~φ2 mm铣刀完成兜孔四面的精铣加工。
2.1.2 兜孔加工过程控制
兜孔加工过程需控制的技术要求(图5)如下:

图5 兜孔控制技术要求Fig.5 Control technical requirements for pocket
1)尺寸控制,采用调心机检测兜孔轴向宽度尺寸L及周向宽度尺寸L1,采用G904仪器测量兜孔顶角应力缓冲槽凸出量a,顶角圆弧R由钻头直径保证。
2)位置精度控制,采用G904仪器测量兜孔轴向位置度(S1-S2)、孔底面对基面平行度n、兜孔相互位置度(S-S1), 采用三坐标计量兜孔圆周方向位置度k、横梁对基面垂直差c。
3)表面质量控制,采用手持式表面粗糙度仪检测兜孔表面粗糙度。
3 效果验证
应力缓冲槽兜孔结构保持架已完成研制加工,并在3种不同类型的主轴轴承上应用。组装后的成品轴承均通过了试验器验证,满足轴承性能要求。技术优化前后兜孔关键技术指标实测值见表1。

表1 关键技术指标实测值Tab.1 Measured values of key technical indicators
4 结束语
将兜孔4个顶角圆弧R由过渡小圆弧设计为缓冲槽结构,通过开展工艺研究,形成并固化了该类保持架工艺流程及兜孔钻、铣削工艺方法,使保持架兜孔位置精度、表面粗糙度提升1倍以上。同时保证了生产加工过程的顺畅,提高了产品合格率并保证轴承交付节点,确保满足航空发动机主机的配套需求。
猜你喜欢
广西物理(2022年2期)2023-01-04
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年3期)2021-01-26
阅读(科学探秘)(2020年6期)2020-08-28
哈尔滨轴承(2020年4期)2020-03-17