
绳锯法处理炉缸残铁技术在长钢9 号高炉的运用
2019-07-16 13:30李迎辉
山西冶金 2019年4期
李迎辉
(首钢长治钢铁有限公司炼铁厂, 山西 长治 046031)
1 概况
首钢长钢钢铁有限公司(全文简称长钢)9 号高炉第一代炉役于2009 年6 月28 日点火投产。2013年起炉缸二段冷却壁局部热负荷超过控制标准,2018 年6 月起炉缸整体热流强度大幅升高,局部达到13 000 kcal(/m2·h)(警戒值12 000 kcal(/m2·h)),同时,炉壳温度大幅升高,局部达到57 ℃(正常在40 ℃左右)。至2019 年2 月25 日,冶炼生铁约1 100 万t,单位炉容产铁量10 185 t/m3。为了消除隐患,于2019 年2 月26 日采用自动雾化打水空料线降料面停炉大修,采用绳锯法对炉缸残铁进行了处理,较放残铁更安全环保省时,为在严峻的环保形势下处理残铁积累经验。
2 残铁处理方式的选择
炉缸残铁的处理是高炉大修的重中之重,将直接影响后续工程进度。传统处理方法采用放残铁方式,该方法在后续清挖炉缸时通常要采用爆破、火焰切割,一方面会使放残铁过程存在诸多不可控因素,危险性较大,另一方面清挖炉缸的过程效率低,爆破危险性也大,且火焰切割冒烟严重,环保方面限制较大,影响整个工程进度。为避免这些不利因素,本次高炉大修,经施工方宝冶推荐,公司研究,决定采用绳锯在线切割工艺对残铁进行整体切割,再倒运出炉内,残铁转运口选择在地理位置宽敞的北侧,南北方向切割八刀,将残铁切分成九大块,使每块具备吊装倒运条件,在东西方向整体切割一刀的方案进行实施,此法安全可靠,无污染,且速度快、人力消耗少。残铁分解图见图1。
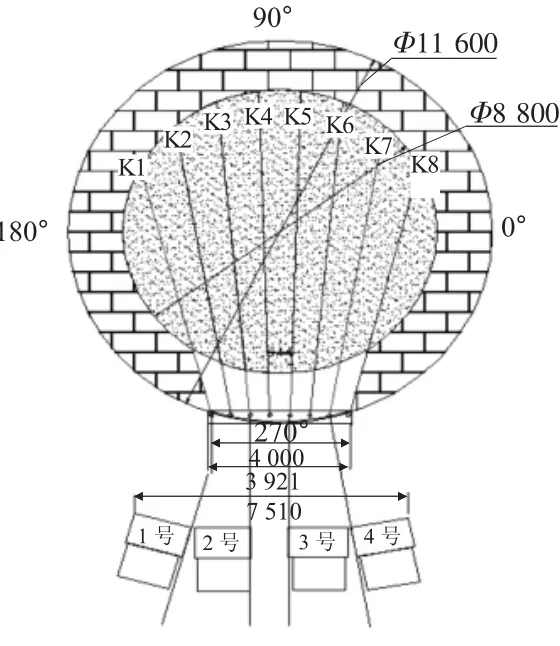
图1 残渣铁分条图(mm)
3 残铁切割前的准备工作
9 号高炉于2 月26 日正式停炉大修,为了减少炉内残铁,停炉前最后一炉铁两铁口大喷吹,空料线至风口水平线,停炉后,及时打水凉炉确保残铁温度冷却至切割要求,于3 月9 日具备绳锯切割残铁的开孔工作。
4 残铁搬运及开孔位置的选择
考虑到9 号高炉所处位置,以及高炉整体配套设施大局不动的情况下,开孔及残铁搬运平台需搭建在较为开阔的位置,且平台必须牢固、宽敞、安全,平台呈梯形,两边都应布置上下通道以保证平台工作人员在紧急情况下可迅速、安全撤离。所以,残铁出口位置设立在位置合理的高炉炉基北侧。开孔位置北侧选择在炉底下方第二层碳砖,从北到南钻,钻孔方向向上倾斜,钻至南侧炉底下方第一层碳砖的位置,东西方向钻孔分布呈扇形,避免大面积损坏炉壳,示意图见图1、下页图2。
5 绳锯切割原理
绳锯切割过程实际是利用绳锯在滑轮组上沿固定轨迹循环运动摩擦残渣铁面起到切割效果,滑轮组的位置固定后就确定了切割轨迹,为了能让绳锯运行轨迹在预定的轨迹上,就必须保证绳锯在滑轮组上运行稳定可靠,不会偏移轨道。所以安装滑轮组支架立柱时,确保立柱其根部稳定可靠。
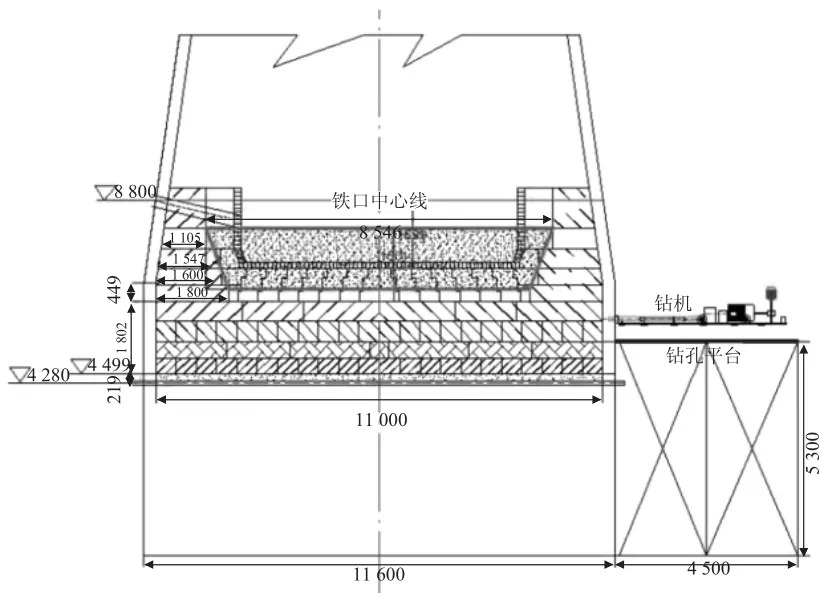
图2 钻孔机布置图(mm)
6 绳锯切割作业
6.1 残铁切割作业时间节点及记录
3 月10 日凌晨02:30 开始第一轮切割,刀记为1、3、5、7,11 日02:00 第一轮结束,11 日08:30 第二轮开始,12 日05:30 第二轮四刀2、4、6、8 切割结束,12 日12:00 第三轮开始,13 日04:00 绳锯结束,共耗时70 h。14 日14:20 残铁清理结束。残铁处理共108 h。
6.2 钻孔及绳锯切割时间记录(见表1)
本次高炉大修残铁处理共耗时108 h,约5 d,较上次八高炉放残铁挖炉缩短5 d。
6.3 分割后的残铁质量记录(见表2)
本次残铁分割后进行质量统计,总共18 块,共计340.86 t,与停炉时根据铁口工作状况利用炉缸尺寸预测的350 t 较吻合。
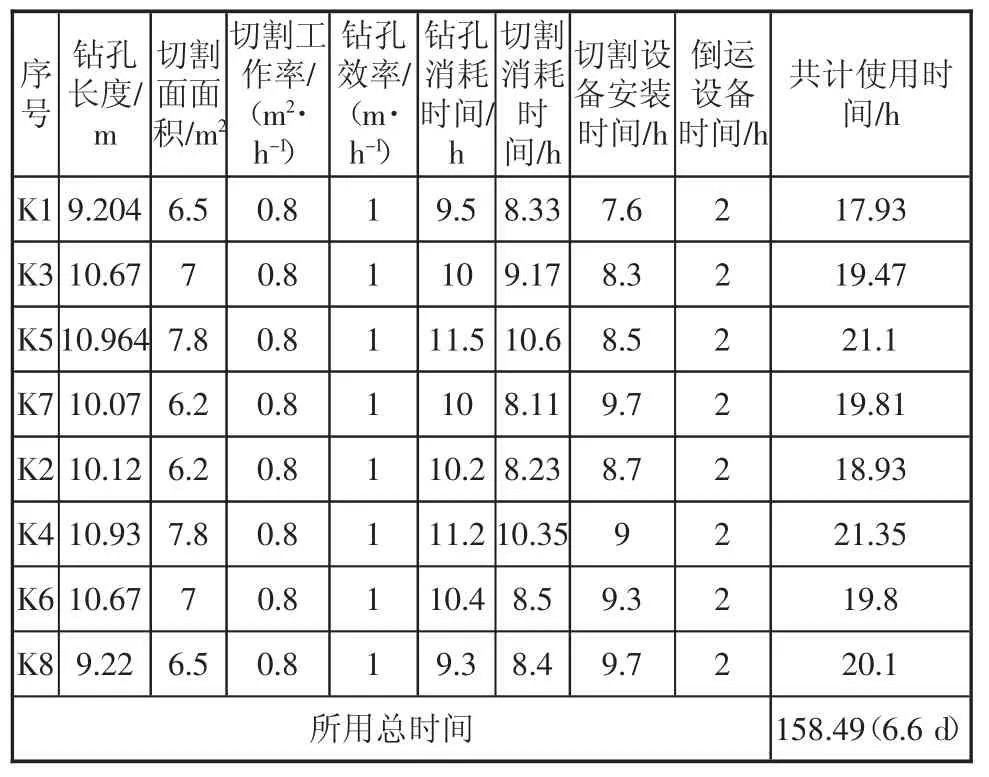
表1 残渣铁解体消耗时间汇总
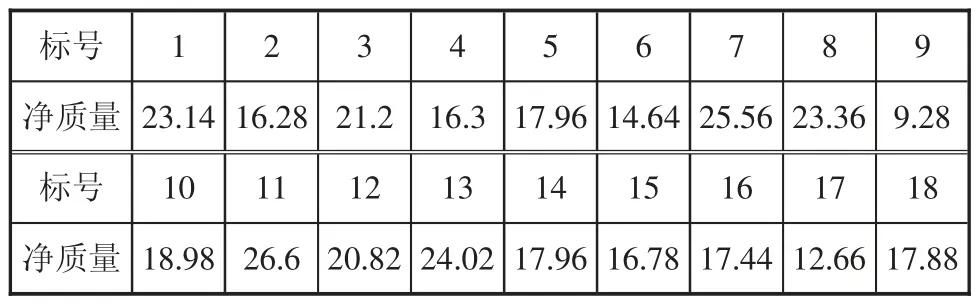
表2 分割后的残铁质量记录 t
7 结论
本次残铁处理过程较为成功,为停炉残铁处理积累了宝贵经验。
1)此次放残铁方案可行,所有设备设施可行,可以作为下一次残铁处理的依据,整个放残铁过程按计划有序进行。
2)利用绳锯在线切割工艺对残铁进行整体切割处理,较传统放残铁的方式存在的优点:无污染、安全性高、提高了清挖炉缸的过程效率、用时短。
3)本次残铁处理过程中存在的不足:业过程中,因首次参与此类作业,数据的收集整理方面错在误差;作业过程中,设备的搬运及组装用时较计划时间长。
猜你喜欢
初中生学习指导·中考版(2022年4期)2022-05-12
山东冶金(2022年1期)2022-04-19
昆钢科技(2021年3期)2021-08-23
煤质技术(2021年3期)2021-07-07
初中生学习指导·提升版(2020年5期)2020-09-10
山东工业技术(2016年15期)2016-12-01
安徽冶金科技职业学院学报(2015年3期)2015-12-02
天津冶金(2014年4期)2014-02-28
中国非金属矿工业导刊(2014年4期)2014-02-28
数理化学习·初中版(2009年2期)2009-03-30
