
310S 不锈钢热卷表面氧化铁皮磁性研究及EPS 表面处理工艺实践
2019-07-16 13:29范新智
山西冶金 2019年4期
范新智, 庄 迎
(山西太钢不锈钢股份有限公司, 山西 太原 030003)
不锈钢表面难酸洗[1-4],尤其310S 耐热不锈钢酸洗难度极大,酸洗效率低[5-6],如果不锈钢热轧板采用EPS 表面处理技术,可以大大提高其表面酸洗效率,提高表面质量。
EPS(Eco Pickled Surface)处理技术是以水和钢砂作为介质,对钢板表面进行高速高压冲洗,以去除钢板表面氧化层。与酸洗工艺相比,处理过程无害,不存在废物处理问题,对环境保护有重大意义。太钢EPS 钢板表面处理线采用国际最新热轧钢卷(板)表面处理技术,通过EPS 处理过的钢板表面光滑,氧化铁皮基本可以去除。
不锈钢热轧板采用EPS 表面处理技术的必要条件是其表面氧化铁皮具有磁性,基于这一前提开展了不同种类不锈钢热轧板表面氧化铁皮的磁性研究试验,并在生产中进行了310S 钢卷EPS 处理及酸洗试验。
1 不锈钢热轧板表面氧化皮制取过程
实验中310S 不锈钢热轧板的化学成分如表1所示。

表1 实验用不锈钢热轧板化学成分 %
将310S 不锈钢热轧板酸洗前试样在实验室电加热炉进行加热,加热温度1 310 ℃,加热时间40 h,得到其表面氧化皮。310S 不锈钢板加热后表面形貌如图1 所示。

图1 310S 不锈钢热轧板加热后表面形貌
310S 不锈钢热轧板的氧化铁皮是粉末状覆盖在钢板上,需用力敲打才能取下,将制得的不锈钢氧化皮全部碾压成粉末状后为磁性检测实验做准备。
2 310S 氧化铁皮磁性检测实验
2.1 磁铁吸附实验
对制得的310S 氧化铁皮粉末用磁铁进行吸附实验,吸附的氧化铁皮质量情况如表2 所示。

表2 不锈钢热轧板氧化铁皮粉末被吸附情况
由表2 可以看出,310S 不锈钢的氧化铁皮全部被磁铁吸附,具备过EPS 处理线的基本条件。
2.2 氧化铁皮粉末及基体表面物相分析
通过对310S 氧化铁皮粉末及基体表面的XRD检测,得到热轧板的氧化铁皮粉末及基体表面的物相情况,如表3 所示。

表3 氧化铁皮及基体表面物相情况
表3 中,粉末物相为主要物相,除主要物相外,其他种物相的含量微乎其微。由此看出奥氏体不锈钢热轧板表面氧化铁皮中的物相主要以(FexNiyCrz)3O4 类氧化物为主,根据文献可知,(FexNiyCrz)3O4类氧化物均是带有磁性的尖晶石结构[7-8]。
2.3 热轧板表面氧化铁皮形貌扫描电镜观察
将大量氧化铁皮分离后的热轧板表面通过扫描电镜进行微观形貌观察,如图2 所示。
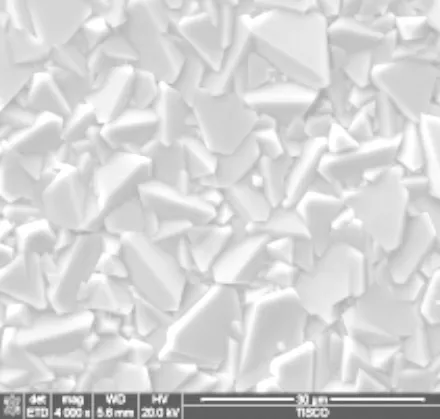
图2 310S 不锈钢热轧板表面微观形貌
由图2 可知,奥氏体不锈钢表面氧化皮由带棱角的尖晶石颗粒组成,与物相检测结果一致。
3 奥氏体耐热不锈钢310S 卷板EPS 处理及酸洗效果
3.1 310S 钢卷EPS 处理
钢卷EPS 处理详细过程:钢砂和水的混合物持续不断地泵送到涡轮机叶轮上。叶轮高速旋转,由一个大型电机驱动。朝着带钢的叶轮外围是开口的,砂浆混合物从这个开口流出来,喷射到带钢上。钢砂每秒钟打击带钢表面数千次,以去除轧制铁鳞。涡轮室内部的高压冲洗水喷到带钢表面上,将上面的铁鳞颗粒和钢砂冲洗掉。一个EPS 单元里有8 个砂浆涡轮机(带钢上面4 个,下面4 个),可以覆盖整个带钢宽度。EPS 砂浆混合物中的钢砂要与带钢表面碰撞好几千次。碰撞之后,钢砂边部磨损,有时钢砂粒还会破裂成好几个小块。当钢砂变得太小时,它们就不能起到除鳞的作用了,必须从砂浆供料系统中过滤出去。破除的铁鳞颗粒也必须从流入涡轮室下面的水箱中的混合物中过滤掉,同时混合物中的水必须进行过滤,之后返回到砂浆供料系统或冲洗集管中。
310S 通过EPS 工艺为:带钢过线速度为20 m/s,三个EPS 单元全开,除磷单元的涡轮机转为1 000 r/min。钢卷通过EPS 后,表面铁磷去除较为干净,无明显铁磷残留。310S 钢卷通过EPS 除磷前后对比如图3。
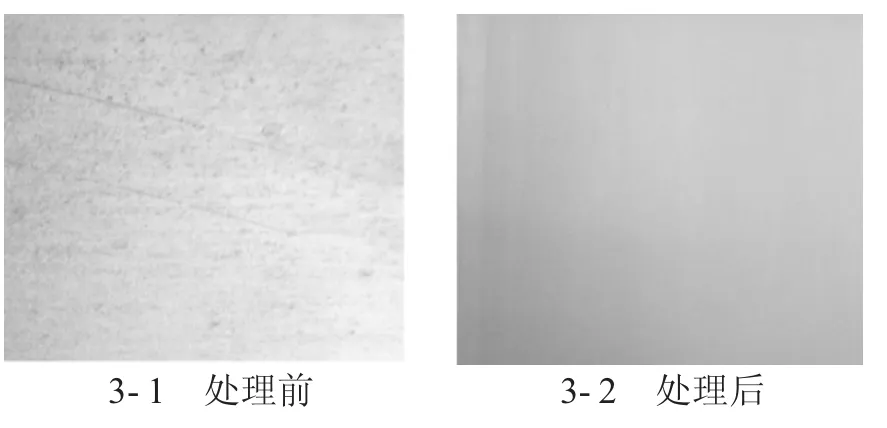
图3 310S 钢卷EPS 处理前后
3.2 EPS 处理后的310S 钢卷酸洗
310S 钢卷通过EPS 处理后,钢卷表面氧化皮基本去除。EPS 处理后的钢卷在硫酸、硝酸、氢氟酸中酸洗,其酸洗速度可由原来的12 m/min 提高到25 m/min,由此可见,经过EPS 处理的310S 钢卷,其酸洗速度提高了一倍。
4 结论
1)奥氏体不锈钢310S 热轧板表面氧化铁皮是尖晶石类结构,完全具有磁性。
2)鉴于奥氏体不锈钢310S 热轧板氧化铁皮的磁性检测结果,证明了EPS 技术可以用来处理奥氏体不锈钢,以去除钢板表面氧化铁皮。
3)310S 钢卷通过EPS 处理后,表面氧化皮去除较为干净,热卷的酸洗效率能提高一倍。
猜你喜欢
山西冶金(2022年2期)2022-06-04
农业研究与应用(2021年2期)2021-08-12
粉末冶金技术(2021年1期)2021-03-29
设备管理与维修(2021年1期)2021-03-05
重型机械(2020年3期)2020-08-24
世界有色金属(2020年4期)2020-05-16
中国重型装备(2020年2期)2020-04-08
中南大学学报(自然科学版)(2019年10期)2019-11-14
中南大学学报(自然科学版)(2018年6期)2018-06-25
天津冶金(2018年1期)2018-06-13
