
工业机器人在船厂焊接中的电控技术应用
2019-07-08 08:49张俊杰
制造业自动化 2019年6期
张俊杰
(中船第九设计研究院工程有限公司,上海 200063)
0 概述
焊接机器人通常用于汽车制造领域,用以焊接标准化的汽车部件。船舶属于非批量生产的产品,船体各部件不会像标准化产品一样具有统一规格,只可依类进行划分。船舶部件介于船体拼装前的物料钢板和分段之间,由两个及以上钢板组合而成的,其加工具有承上启下的作用。因此船体部件加工的好坏直接影响到整船结构建造的进度和质量。目前多数船厂的部件生产是以固定工位式为主,使用起重机吊运,结构焊接等工艺采用人工操作完成,焊接质量取决于工人多年的经验。这类高重复、高污染的生产模式势必将因物联网和船厂智能化的发展而被机器所取代。目前已有数家船厂将固定工位、车间吊运式及人工焊接为主的部件焊接生产线改造为以辊道移动平台式搬运,并采用门架式焊接机器人进行焊接作业。引入焊接机器人技术并结合后续人工修补、矫正工位所生产出的部件用于后续分段的加工,不仅在产品质量和精度方面有着质的飞跃,而且可以将生产者从高重复、高污染的工种中解放出来.的焊接效果;焊接后将数据参数导入到数据库中,并通过企业资源计划(ERP)系统及企业生产过程执行系统(MES)软件进行焊接部件参数分析、资源调配及焊接生产管理相关方面的应用。
1.1 门架系统
机器人要对移动工位上运来的平面拼板或立体组件进行焊接加工,需采用移动式的门架作为载体。门架由穿梭于机器人焊接工位的大车行走机构,带动机器人到达焊接点的小车行走机构以及辅助机器人旋转运动的小车旋转机构组成。三个机构均通过PLC及伺服控制器进行运动控制,并与控制机器人的PLC通过通讯协议进行数据交换,用于相关运动机构的协同作业。
1.2 机器人控制系统
机器人本体是由两台六轴焊接机器人组成,悬挂于
1 系统介绍
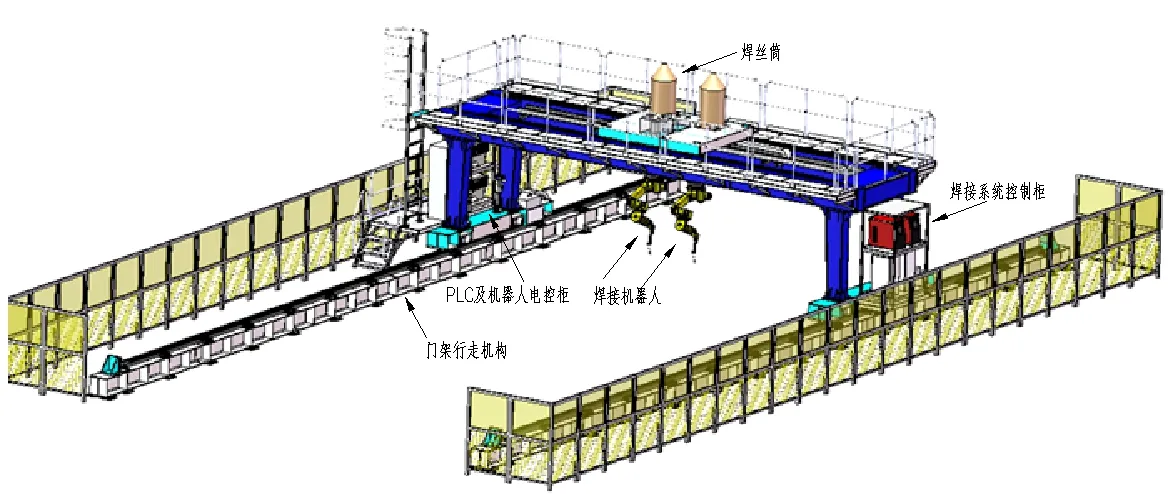
图1 焊接机器人主系统
智能化船厂焊接机器人生产线主要是由门架、机器人、物联三部分硬件设备(如图1所示)及一套完整的操作控制软件和管理系统组成。该系统中焊接机器人使用移动的门式门架吊运至工作工位,并通过各类物联设备进行焊接前定位、寻找焊缝;焊接中焊缝跟踪矫正,已达到最优门架上进行焊接作业。之所以选用两台机器人,是因为平面拼板及立体组件均需要使用双面焊接工艺,由两台焊接机器人协同作业完成相关工作。焊接机器人控制器连接主控制柜内的PLC并与可视化操作界面、各类传感器、编码器以及焊接寻位、焊缝跟踪等其他物联设备进行数据交换和控制应用。同时机器人与门架系统通过通讯数据交互组成一套完整的系统设备,该系统中焊接机器人的六轴与门架各机构的外部轴联动进行精准的焊接作业。
1.3 物联系统
不同于标准化设备的焊接工艺,实现船体部件及组立进行精准定位焊接要复杂许多,物联设备对此起到了举足轻重的作用。其系统包括焊接前的部件识别系统、部件放置到位后视觉定位系统、焊接运行前机器人焊枪寻位系统以及焊接运行时的焊缝跟踪系统这五个部分组成。
1.4 软件系统
机器人软件系统由控制系统和人机界面、SQL数据库以及MES和ERP系统三个部分组成。操作人员通过可视化人机界面读取物联设备参数,并将需要设定的焊接各参数值写入到机器人控制要求当中,当机器人进行焊接工作时实时反馈的参数写入到SQL的数据库当中。操作人员可通过人机界面随时调用数据库并查看相关的焊接和系统运行数据.建立一套完整的工厂自动化系统,船厂可选用一套合适的MES系统调用SQL数据库形成一整套的生产信息化数据,并且使用ERP系统进行数据分析,可用于船厂部件焊接资源管理调用。
2 关键技术实现及组态应用
2.1 门架系统关键技术
为了保证门架系统大车及小车行走机构移动位置的精确性,两个机构均采用齿轮驱动、齿条传动以带动导向轮行走的机械运动模式。该运动模式采用了门架两边双电机伺服同步驱动,电控方面采用西门子S7-1500系列PLC通过V90伺服驱动系统驱动伺服电机可实现其精准位移功能。
焊接机器人的选型及网络组态的实现:焊接机器人分为点焊、弧焊及激光焊三大类。船厂部件需要通过连续的焊接轨迹运动进行作业,因此选用弧焊机器人最为通用。如果船厂需要对复杂的曲线焊缝及大型焊件进行自动化焊接时也可考虑采用激光焊接机器人。方案对于机器人本身的选型并无特别偏好要求,KUKA(库卡)、ABB、FANUC(发那科)和YASKAWA(安川)四大品牌均在船舶及其他行业焊接生产线上得到了广泛的应用,设计选用KUKA KR30系列机器人配备KRC4机器人控制柜,并通过PROFINET协议与西门子S7-1500 PLC及焊机进行通讯。机器人可通过KUKA.PLC mxAutomation与西门子S7-1500PLC所使用的TIA Portal软件无缝协同实现软件控制。

图2 KUKA机器人连接S7-1500 PLC通讯网络图
2.2 物联技术
2.2.1 物料识别技术
物料进入机器人焊接生产线前需要自动识别其规格,以便在半自动化焊接前操作人员进行相应参数设定。通常物料识别可采用扫码或近场无线射频识别(RFID)技术,方案设计时该功能的实现尽可能采用全自动方式。如使用扫码技术,扫码枪及编码位置需要彼此固定,这对于多规格的船用钢板来说显然难以实现。而采用有源高频无线射频设备,则可将有源电磁耦合标签贴在物料钢板上,当钢板靠近固定于生产线的收发阅读装置时,收发装置发射高频电磁信号进行读写,即使在有物料遮挡的情况下也可顺利的读取相关信息,因此工况中近场无线射频识别技术更加易实现。设计采用RF380R系列读写器配备RF320T或350T电子标签识别进入进料区域的钢板物料。
2.2.2 视觉系统技术
实现半自动化焊接,物联定位可采用带有十字光标的视觉设备。该设备通过通讯数据交互,将设备中十字光标的交叉中心点与门架伺服电机所反馈的精确位置匹配,嵌入并显示于人机界面的对话窗内。操作人员通过移动操作台上的操作杆,设定焊接起始及终点位置参数后,焊接机器人即可按照设定轨迹进行自动焊接。
实现全自动化焊接,仍需此视觉系统人工校验钢板端部坐标点后,再根据预先录入的焊接路径信息进行视校及焊接工作。
2.2.3 寻位及焊缝跟踪系统技术
寻位及焊缝跟踪均可采用焊枪接触式或激光反射式两种方法。
焊枪接触式寻位原理为焊枪端部传感器与工件两端点进行触碰形成电压反馈,以便寻找焊缝坐标。焊缝跟踪则是在焊接时,焊枪根据焊接电流值的反馈进行位移修正和补偿的。当焊枪沿焊缝工作时,焊枪端头与拼板焊缝相对位置会因抖动而产生偏移,此时电弧电流与给定电流出现偏差,程序会根据偏差值调整焊枪位置,使电流反馈值趋向于未偏差时数值。设计可采用KUKA自带的TouchSense(焊枪寻位矫正)软件技术实现此功能,并在KR C4中进行矫正速度设定。
激光反射式焊缝寻位原理是在焊枪上安装激光寻位传感器,传感器发射点状或线状激光形成漫反射反馈来判断焊缝的位置。激光反射技术速度及准确率都具有良好的效果,特别是应用于曲线焊缝焊接。如设计加装激光反射设备,可通过使用KUKA KR C4自带KUKA.SeamTech(激光焊缝寻位、跟踪、矫正)软件技术实现此功能。
使用较低成本的焊枪寻位技术还是激光反射技术,取决于焊接效率要求及焊缝的复杂程度。
2.4 软件技术应用
自动化焊接系统的实现离不开智能化控制软件的开发,其开发分为以下几方面。
2.4.1 人机界面、控制系统及通信协议的开发
人机界面的开发是操作人员为焊接机器人设定参数、实现控制和读取数据的窗口。通常在自动化行业里使用工控标准视窗监控及控制软件(如西门子WINCC,三菱的Soft GOT 2000)作为主系统,系统内嵌入C#控制界面子程序,同时调用OPC 服务器用于与各设备的通讯连接。
本设计使用西门子品牌PLC作为控制硬件,因此使用WINCC作为标准视窗软件。其软件模块包括人员和权限数据、设备运行及焊接状态的监控日志、数据读写、焊接数据报表、状态故障报警等。
如图3、图4所示,焊机参数设定以及半自动焊接视教功能则是由C#编写的套嵌于WINCC的执行程序处理,操作人员将各个焊接设定参数及通过视觉定位确定的焊接起止位置数据下发给机器控制系统后,机器人通过2.3节中介绍的物联技术校准并执行焊接工艺。在半自动焊接系统构建应用成熟后,除了进行预先录入的焊接路径方式进行全自动焊接外,还可通过机器光学识别技术设备扫描焊接部件,并且比对导入数据库的图纸数据,执行全自动化焊接。
2.4.2 数据库的应用
WINCC开发的人机界面、C#开发调用的子程序以及用于生产线整体管理的MES和ERP系统均需调用微软SQL server数据库。
本方案数据库主要应用于三个方面:1)半自动化焊接前用于存储操作人员输入的焊接资料供焊接程序调用执行。2)焊接过程中存储焊接电流、电压、送丝速度等相关数据并显示于人机界面相关页面上。3)焊接完成后相关人员可调用焊接数据以及日志数据生成的报表,当焊接出现故障时相关人员还可调用故障报警记录。

图3 焊接参数设定及执行程序画面

图4 视觉定位参数设定及焊接命令执行画面
当厂区整个焊接部件生产线的物联及控制系统搭建完善后,数据库可被SAP、Oracle等公司所定制的MES及ERP系统进行调用。
2.4.3 调用WINCC及套嵌C#程序通讯及主要相关命令解析
工控主机与PLC、机器人组网后,使用WINCC及C#执行程序并通过PLC给机器人下达工作指令及读取机器人相关状态。WINCC可以通过自身的软件配置将PLC的IO地址与机器人相应地址进行匹配,而C#的执行程序则需要调用相关编程语句实现其通讯及给机器人下达命令的功能。
1)C#通讯功能实现:
实现此功能C#套嵌程序需要调用OPCServer中西门子S7连接方式与PLC进行通讯,并通过调用设定的DB块与机器人建立数据执行连接
conststring OpcServer = “S7:[S7 connection_1]”;//C#执行程序使用OPC服务器S7方式建立连接
staticstring StackerReadFromPlc = “DB11,”;
staticstring StackerReadToPlc = “DB10,”; //C#执行程序通过PLC DB10和DB11块与机器人通讯
2)如图4所示,C#如想调用视觉系统输入的焊接位置(既伺服电机编码器输入给PLC的值)并作存储,可调用以下节选关键执行命令:
staticreadstring StartXFromPlc = OpcServer +StackerReadFromPlc + “DINT0”;
//从PLC获取X坐标起点位置的DB块地址
staticwritestring StartXToPlc = OpcServer +StackerWriteToPlc + “DINT0”;
//确认视觉系统输入的起点位置发送给PLC的DB块
privatevoid btGetStartLocation_Click(object sender,EventArgs e)
var values = OPCHelper.OPCRead(opcReadStartItem);tbStartX.Text = values[0].ToString();
//将获取起点位置显示于WINCC界面
privatevoid btWriteLocation_Click(object sender,EventArgs e)
var opcValues = newList<Object>();float.Parse(tbStartX.Text)
//将始端值发送给PLC
privatevoid btStartWelding_Click(object sender,EventArgs e)
if (OPCHelper.OPCWritePoint(StartWorkToPlc,true))
MessageBox.Show(“启动焊接成功!");
//启动半自动焊接程序
3 电控系统组态
方案使用西门子S7-1500 PLC作为控制机器人及门架系统的主控制设备,通过SCALANCE X-200IRT交换机并采用西门子PROFINET IRT协议与V90系列伺服控制器、SIMATIC RF380R无线射频等物联设备以及装有WINCC及嵌入C#程序的电脑工作站连接。并连接机器人及门架操作台。系统运行过程中,机器人焊接工作指令及门架运动指令的数据包传递可通过IRT通道进行传送,其他数据库调用的报文传送可通过标准TCP/IP报文进行传递。已达到运动控制和数据查看最优配置效果。
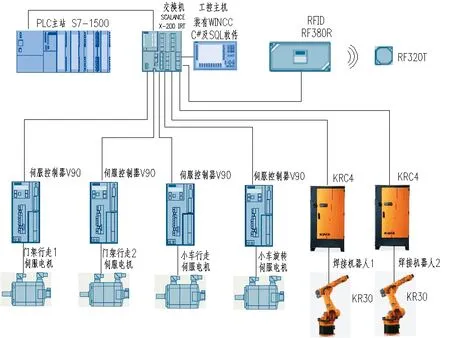
图5 焊接机器人控制系统网络拓扑图
4 结束语
机器人在船厂焊接中的应用承载了多项跨领域技术,将各项技术整合是一项巨大的工程。因此深入的学习、理解和掌握其中的关键技术是将可实施方案应用于船厂自动化焊接机器人生产线的核心,并且该技术在每一步的搭建、实验及实施的过程中都会产生延伸和扩展。例如通过无线射频技术识别工件,人工手动输入起止点的半自动化焊接应用成熟后,使用视觉自动识别技术对比及调用CAD图纸转化出的计算机识别图形数据,并根据数据中提供的焊接信息参数,利用AI技术实行全自动化的焊机将成为下一步的发展方向。
猜你喜欢
智能物联技术(2022年2期)2022-11-10
水泵技术(2022年4期)2022-10-24
现代农机(2022年3期)2022-07-11
中国交通信息化(2022年4期)2022-06-17
交通科技与管理(2021年13期)2021-09-10
今日农业(2021年8期)2021-07-28
中国交通信息化(2020年3期)2021-01-14
中国交通信息化(2020年1期)2020-07-27
时代汽车(2019年22期)2019-02-05
商周刊(2018年16期)2018-08-14
