
缸体压铸模缸套卡滞问题解决
2019-07-04 06:55:14侯华明谢晓亮
模具制造 2019年5期
侯华明,杜 磊,谢晓亮
长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心(河北保定 071000)
1 引言
随着全球汽车保有量增加,各车企间在不断升级新车型的同时,需要进一步降低传统燃油车能耗,为满足汽车零部件轻量化要求,铝合金材质零件在汽车零件中占比越来越大,尤其是铝合金缸体在汽车发动机中的使用,目前压铸生产过程均是自动化生产,保证模具结构的稳定性、压铸机与模具之间动作的连续性至关重要。
2 生产现状及问题
缸体模具批量生产(5,000件)及模具保养后重新上机生产的开始阶段,卡滞缸套导致的设备单位小时停机率在1%~7%,严重影响量产压铸件节拍,降低生产效率。通过对事业部量产压铸件停机故障统计数据,因卡滞缸套导致的日均停机时长在0.2~1.8h,卡滞缸套异常导致设备停机。
通过对现场卡滞缸套问题出现状态进行确认,主要是出现在每次机械手将缸套放入模具时,无法一次放入或放入超时,同时每模压铸件中缸套内壁出现拉伤痕迹,如图1所示。

图1 压铸件拉伤
3 调查问题原因
通过对缸套、缸套柱制造精度及配合间隙等数据进行分析、研讨,并对压铸件变形情况进行检测。
3.1 缸套、缸套柱制造精度
现场测量缸套内径尺寸为ϕ71.1公差0~+0.02mm。
现场测量缸套柱外径尺寸:大端直径为ϕ70.88mm,小端直径为ϕ70.82mm,具体结构如图2所示。
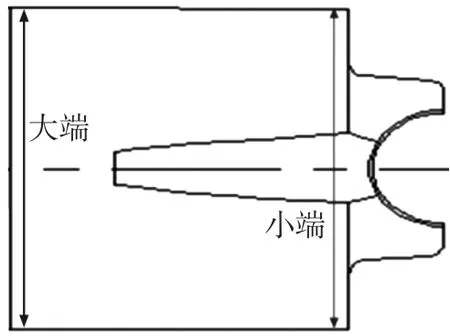
图2 缸套结构
通过测量得知缸套、缸套柱制造精度符合理论设计要求。
3.2 压铸件变形情况分析
对压铸现场进行实际数据测量,选取一套量产模具,每批次转运毛坯抽取一件(6件选1件)实测4个缸套内径尺寸,如图3所示,共抽检5批,结果如图4所示。
通过对压铸件中缸套尺寸实际测量发现①→④缸套变形类似椭圆形,长边E(70.90~71.18),短边F(70.40~70.68)。
综合上述分析,缸套卡滞问题的主要原因是压铸件凝固收缩挤压缸套,缸套受压变形,内壁挤压缸套柱,使缸套与缸套柱之间产生单边过盈0.2mm,缸套柱与缸套间间隙无法抵消缸套0.3mm的变形量。
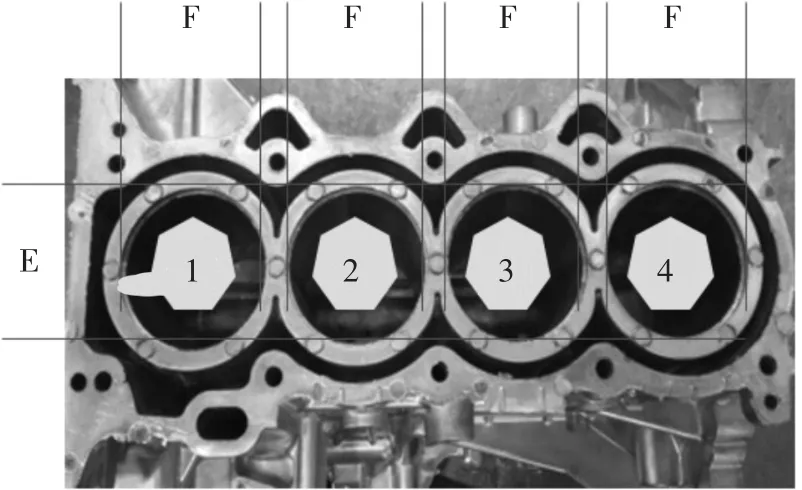
图3 缸套内径实测
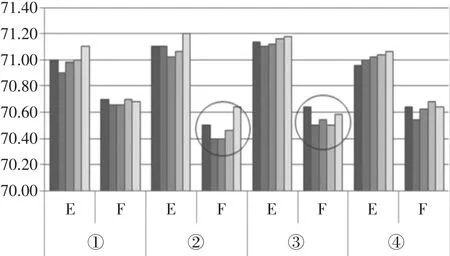
图4 抽检结果
4 实施方案
经分析缸套变形,缸套柱与缸套间隙小是缸套卡滞的主要原因,缸套变形主要压铸件收缩造成,很难抑制缸套变形,只能通过调整缸套柱与缸套间隙来解决缸套卡滞的问题。
通过将缸套柱小端结构调整,做成近似椭圆形,保证生产过程中长边E、短边F方向上缸套与缸套柱的间隙一致(见图5),并减小小端直径保证缸套与缸套柱的最小间隙0.12mm,使缸套柱小端尺寸小于缸体连续生产时缸套收缩变形的极限值,避免缸套收缩变形后与缸套柱发生过盈摩擦导致的拉伤。

图5 缸套柱小端结构改进
5 实施效果
实施方案在两副模具上进行验证,单副模具生产5,000件合格件,均未发生卡滞缸套现象。根据1~4月事业部量产停机故障统计数据计算,因缸套卡滞导致设备停机损失如表1所示。

表1 因缸套卡滞导致设备停机损失
6 推广价值
通过本次问题分析、解决,积累一些缸体压铸模设计经验,转化为标准图纸,后期应用在其他型号缸体模具上,保证压铸生产的连续性。
猜你喜欢
模具制造(2021年9期)2021-11-02 03:32:42
装备制造技术(2020年4期)2020-12-25 05:26:20
装备制造技术(2020年4期)2020-12-25 05:26:14
装备制造技术(2020年3期)2020-12-25 05:22:32
汽车零部件(2019年7期)2019-08-14 10:56:14
数码世界(2018年7期)2018-12-24 15:06:05
制造技术与机床(2017年11期)2017-12-18 06:46:52
中国铸造装备与技术(2017年3期)2017-06-21 11:33:39
幸福(2016年5期)2016-04-19 03:48:10
中国铸造装备与技术(2015年5期)2015-12-10 10:23:38
