
喷漆质量改进
2019-07-01 09:58:12
福建质量管理 2019年12期
(重庆川仪自动化股份有限公司执行器分公司 重庆 401121)
一、引言
本文从标件的选用和产品表面处理两方面,对产品表面质量进行改进。通过本次改进,可显著提高产品零部件涂层附着力,降低产品表面质量问题,提高产品技术标准,满足市场和用户的技术要求,扩大产品的应用领域,可取得较好的社会经济效益。
二、油漆附着力
附着力是油漆的一项重要的技术指标,是涂层具备抗腐蚀性能的前提,涂层对产品外观的保护与涂层附着力有着密切的关系。良好的附着力能有效防止涂层外电解质溶液渗透产品,延缓界面腐蚀池的形成;牢固的界面附着力可以极大地阻止腐蚀产物,如果附着力不好,再完好的涂层也起不到作用;如果涂层本身凝聚力差,漆膜也容易龟裂。这两者共同决定涂层的附着力,构成决定涂层保护作用的关键因素。因此,在质量改进过程中从这两方面入手,可事半功倍。
三、过程分析
(一)原因分析。分析可能造成产品涂层附着力差的原因,总结得出图1关联图:

图1 原因分析关联图
(二)确认原因。根据原因分析,对分析结果验证并确认,具体方法见表1。
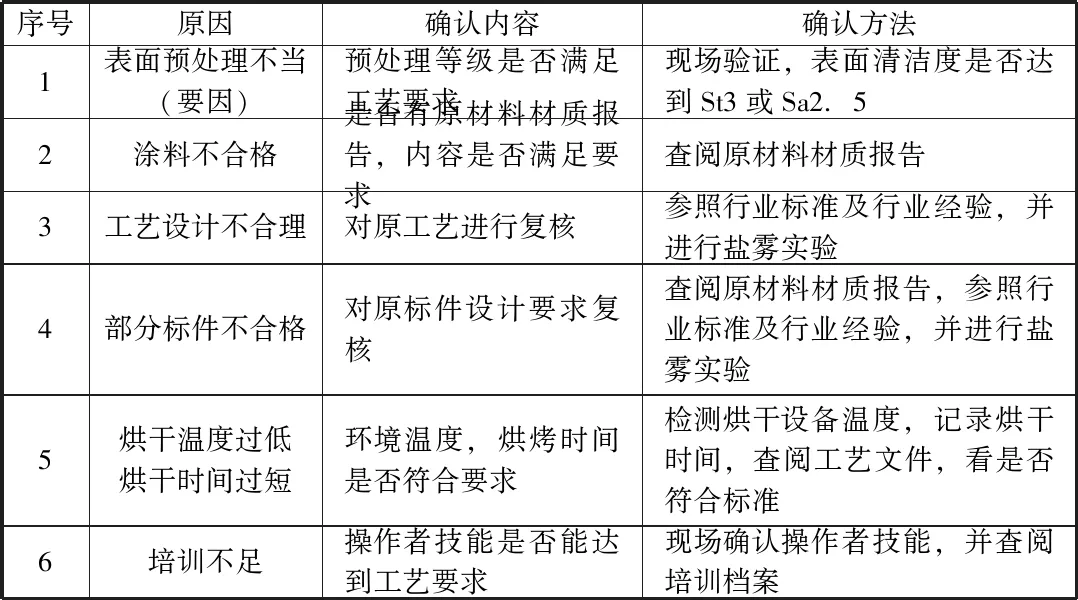
表1 分析结果确认
(三)制定对策。根据不同原因制定相应的对策,见表2。

表2 对策表
四、措施
(一)对策实施过程。要实现提高涂层表面附近着力的目标,首要的就是提高产品表面质量,所以我们的改进重心应围绕着提高产品表面质量进行。具体的实施过程如下:(1)对产品进行附着力测试,ISO≥2级,视不合格品处理。(2)对改进前的产品可将表面抛丸至Sa2.5(参考标准:ISO8501-1)或人工打磨至St3。(3)进行多次实验,采用合适的稀料(有机溶剂)清洗需要喷漆的面。(4)采用磷化的方式在喷漆前对零部件表面进行预处理,具体磷化流程见图2:

图2 磷化流程图
(5)对于需要二次拆卸的标件选用不锈钢材质不喷漆,喷漆前对其进行防护处理。
(6)改进烘烤温度、烘烤时间,一般烘烤温度为60-80℃,烘烤时间40分钟。
具体根据产品实际大小尺寸而定,厚重件温升曲线与小件相比有较大的区别,适当增加烘烤温度和烘烤时间,使零件充分受热,涂层完全固化。
(7)制定控制计划,加强对涂层喷涂质量的检验。重点是对零部件底漆附着力的测试,喷涂面漆可不定期抽查,附着力应≤1级。
五、效果检查
参考行业经验及行业标准,可用改进前后对比分析的方式,从以下几方面验证改进效果:
(1)根据售后统计数据,产品因外观质量返修的数量,客户因外观质量对产品的投诉。
(2)表面质量改进,涂装工艺是否被操作员熟知,工艺改进后是否达到预期效果。
(3)产品涂层的质量检测流程是否已完善,涂层附着力的检测手段是否正确。
六、巩固措施
(1)完善喷漆流程图,如图3.

图3 喷漆流程图
(2)每周对喷漆现场固定巡查,对其进行常态化监督。对喷漆过程记录卡的填写情况进行检查.
七、总结
本文对产品喷漆质量控制进行分析,同时提出一些改进措施,通过此次改进可大大降低产品因涂层附着力引发的质量问题,提升产品表面涂装质量,增进各部门间的配合能力,实际操作者素质也有了较大提高。
猜你喜欢
电镀与精饰(2022年10期)2022-10-14 08:37:12
资源节约与环保(2022年8期)2022-09-20 02:25:08
上海涂料(2021年5期)2022-01-15 06:09:54
上海涂料(2021年5期)2022-01-15 06:09:44
上海涂料(2021年5期)2022-01-15 06:09:28
山东冶金(2019年6期)2020-01-06 07:46:04
上海包装(2019年4期)2019-08-30 03:53:00
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年5期)2017-12-19 12:06:05
电镀与环保(2017年3期)2017-06-23 08:24:51
