
石墨烯纤维混纺纱生产实践
2019-07-01 01:39李衍田
纺织器材 2019年3期
李衍田
(淄博银仕来纺织有限公司,山东 淄博 255213)
1 纺纱品种及工艺流程
1.1 原料特点
石墨烯是21世纪出现的颠覆性新材料,随着其研究的不断深入,石墨烯在化纤高端纺织领域快速发展,获得了广泛应用[1-2]。将生物质石墨烯材料应用于粘胶纤维、莫代尔纤维、尼龙纤维等多种纤维,经复合并均匀分散,其导热性、抗菌性、导电性、远红外性、防紫外线性能及电磁屏蔽性能得到广泛认可,各种功能性纺织品也不断涌现在消费者面前[3-5]。
1.2 纺纱品种
品种1:粘胶石墨烯纤维/CJ 40/60 14.8 tex;品种2:粘胶石墨烯纤维/CJ 50/50 9.7 tex;品种3:粘胶石墨烯纤维/CJ 50/50 7.3 tex;品种4:尼龙石墨烯纤维/CJ 50/50 9.7 tex。
1.3 纤维预处理
原料送入车间后要立即开包,以确保原料包中的纤维吸湿、放湿性稳定,与车间温湿度达到一定的平衡,以提高纤维的可纺性。粘胶石墨烯纤维与粘胶纤维性能相似,无需预处理。尼龙石墨烯纤维比电阻高、易产生静电和粘缠问题,单独开卷梳棉工序有一定难度,所以要进行预处理。开包后在原料中喷洒适量抗静电剂和水,闷放24 h后再与细绒棉按比例在圆盘中混和开卷。由于石墨烯纤维的特性,需通过加湿来降低静电以提高纤维的可纺性,因此要严格控制生产车间的温湿度,必要时需采用加湿器或局部洒水加湿的方法。
1.4 纺纱工艺流程
a) 粘胶石墨烯纤维:FA002D型抓棉机→FA016型混开棉机→FA106A型梳针开棉机→FA092型振动棉箱给棉机→A076E型单打手成卷机→ FA201B型梳棉机→生条①。
b) 棉纤维:FA002D型抓棉机→FA016型混开棉机→FA106A型梳针开棉机→FA092型振动棉箱给棉机→A076E型单打手成卷机→FA201B型梳棉机→FA306B型并条机(预并)→SR80型条卷机→PX2型精梳机→精梳棉条②。
c) ①+②→ FA306型并条机(3道)→FA458A型悬锭粗纱机→FA507型细纱机→No.21C型自动络筒机→成包。
d) 尼龙石墨烯纤维与细绒棉混合之后:FA002D型抓棉机→FA016型混开棉机→FA106A型梳针开棉机→FA092型振动棉箱给棉机→A076E型单打手成卷机→FA201B型梳棉机→FA306型并条机(3道)→FA458A型悬锭粗纱机→FA507型细纱机→No.21C型自动络筒机→成包。
2 主要技术措施及工艺参数设计
由于粘胶石墨烯纤维与粘胶纤维性能相似,故粘胶石墨烯纤维纺纱采用粘胶纤维纺纱工艺参数。现主要介绍尼龙石墨烯纤维纺纱的主要技术措施及工艺参数。
2.1 清花工序
为减少纤维损伤,清花工序应选择合理的工艺参数和流程,防止因打击点过多、打击力过大而造成的短绒率增加、纤维相互缠绕形成棉结。因此,应遵循“勤抓少抓、多松少打、以梳代打、多混少落、适当加湿”的工艺原则,适当降低各打手速度,放大打手与给棉罗拉隔距,从而减少纤维损伤。FA016型混开棉机采用梳针打手进行开松,以梳代打,有效减少了纤维损伤。此外,提高风扇转速,适当增加棉卷定量,减小棉卷伸长率,以确保棉卷成型,有利于提高棉卷质量。尼龙石墨烯纤维要特别注意湿度偏大控制,必要时需通过加湿器提高湿度,棉卷存量要适中,保证先做先用。
尼龙石墨烯纤维清花工序的主要工艺参数:FA002D型抓棉机打手速度为780 r/min,打手每次下降3 mm,刀片伸出肋条距离为2 mm,回转小车转速为2.3 r/min。FA016型混开棉机压棉帘速度为1.3 m/min,角钉帘速度为80 m/min,第1角钉打手速度为664 r/min,第2角钉打手速度为765 r/min,均棉罗拉转速为200 r/min,角钉帘和压棉帘间距为60 mm,角钉帘与均棉打手隔距为40 mm,尘棒间距为5 mm。FA106A型梳针开棉机的打手速度为410 r/min,打手与给棉罗拉隔距为11 mm。A076E型单打手成卷机梳针的打手速度为780 r/min,风扇转速为1350 r/min,打手与给棉罗拉隔距为11 mm,打手与尘棒隔距进口为8 mm,出口为18 mm,尘棒间距为5 mm。棉卷干定量为370 g/m,棉卷罗拉转速为12 r/min。
2.2 梳棉工序
梳棉工序要在确保充分梳理的前提下,尽量减少纤维损伤造成的短绒,采取“轻定量、慢速度、大速比、合适针布配置,合理分梳隔距”的工艺原则。为减少纤维损伤,应适当降低锡林、刺辊速度,设计较大的锡林—刺辊线速比,保证锡林能从刺辊表面顺利地剥取纤维;合理选用针布,做到纤维不充塞于针齿间也不缠绕针齿面;合理设置分梳隔距,做到加强分梳,保证生条棉结少,棉网清晰度好,不允许有云斑、破洞。尼龙石墨烯纤维的梳棉工序应进行隔离,采用加湿器进行加湿,相对湿度保持在70%~80%。
尼龙石墨烯纤维梳棉工序主要工艺参数:刺辊—锡林线速比为2.2∶1,锡林转速为330 r/min,刺辊转速为700 r/min,盖板速度为78 mm/min,道夫转速为20 r/min,给棉板与刺辊隔距为0.45 mm,刺辊与锡林隔距为0.17 mm,锡林与盖板隔距为0.27 mm,0.25 mm,0.24 mm,0.24 mm,0.25 mm,锡林与道夫隔距为0.13 mm,生条定量为21 g/(5 m)。
2.3 并条工序
为更好地提高纤维伸直平行度,并条工序头并应采用较大的后区牵伸倍数,末并应采用较小的后区牵伸倍数,适当放大罗拉隔距,以改善条干水平;保证通道表面粗糙度值低,喇叭口偏小控制,提高条子的抱合力;采用“低速度、大隔距、重加压”的工艺原则,适当减少满筒长度,以防止条子与条筒的上圈条表面摩擦形成毛条。由于棉条中含有50%的尼龙石墨烯,在牵伸过程中静电较大,应采用抗静电处理胶辊,有效减少缠罗拉、缠胶辊的问题。尼龙石墨烯纤维并条工序主要工艺参数见表1。
表1 尼龙石墨烯纤维并条工序主要工艺参数
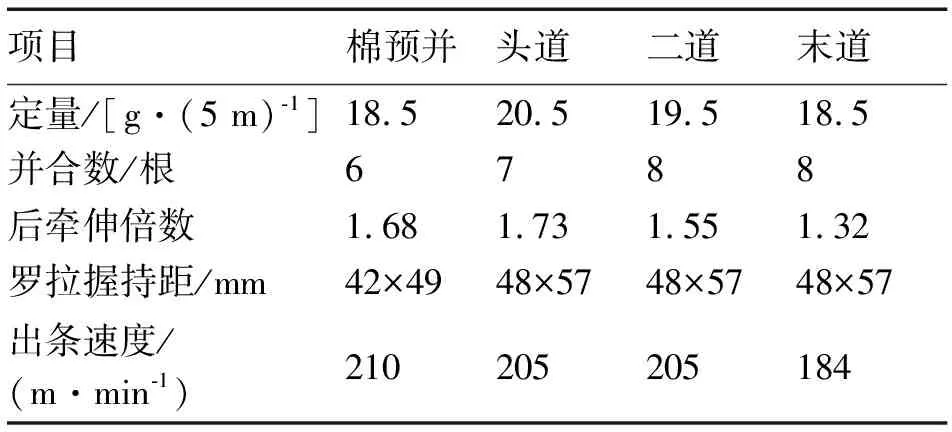
项目棉预并头道二道末道定量/[g·(5 m)-1]18.520.519.518.5并合数/根6788后牵伸倍数1.681.731.551.32罗拉握持距/mm42×4948×5748×5748×57出条速度/(m·min-1)210205205184
2.4 粗纱工序
粗纱工序捻系数应适当加大,使粗纱表面粗糙度值降低;粗纱张力偏小掌握,确保牵伸顺利;采用较小的后区牵伸和较大的罗拉隔距,改善牵伸区摩擦力界的分布,提高纤维的伸直平行度,保证粗纱成形良好;采用抗静电处理胶辊,防止须条因静电缠绕罗拉及牵伸胶辊。
尼龙石墨烯纤维粗纱工序主要工艺参数:定量为5.0 g/(10 m),捻度为4.2捻/(10 cm),锭速为750 r/min,罗拉隔距为10 mm×26 mm×36 mm,后区牵伸倍数为1.19,质量不匀率为1.05%。
2.5 细纱工序
在保证粗纱顺利牵伸的前提下,细纱工序选用较小的钳口隔距,以减少棉结疵点,改善细纱条干均匀度。尼龙石墨烯纤维对胶辊的要求较高,为提高成纱条干水平、增加钳口握持力,应选用硬度适中的表面抗缠绕胶辊,以减少因静电造成的缠胶辊和罗拉问题;合理选择钢丝圈型号,以减少毛羽;加强设备维护保养,特别是保证牵伸部件清洁干净,以减少飞花;采用压力棒碳纤上销,前区隔距块为2.2 mm,采用较小后区牵伸倍数、较大后罗拉隔距,可进一步改善成纱质量;此外相对湿度宜控制在55%~60%。
尼龙石墨烯纤维细纱工序主要工艺参数:前罗拉转速为161 r/min,罗拉握持距为42.5 mm×65 mm,锭速为14 350 r/min,捻系数为330,后牵伸倍数为1.15。
2.6 络筒工序
自动络筒机速度应偏低掌握为1200 m/min,保持纱线通道光洁无毛刺、不挂花,以减少条干恶化和毛羽增加。
尼龙石墨烯纤维电清工艺主要参数:N为250%,S为150%/(1.2 cm),L为40%/(30 cm),T为-30%/(20 cm)。
3 成纱质量
通过以上技术措施,公司成功纺制出棉/粘胶石墨烯纤维混纺纱、棉/尼龙石墨烯纤维混纺纱,且所纺成纱质量稳定,能满足后道织造工序的使用要求及最终客户要求。成纱质量情况见表2。
表2 成纱质量一览
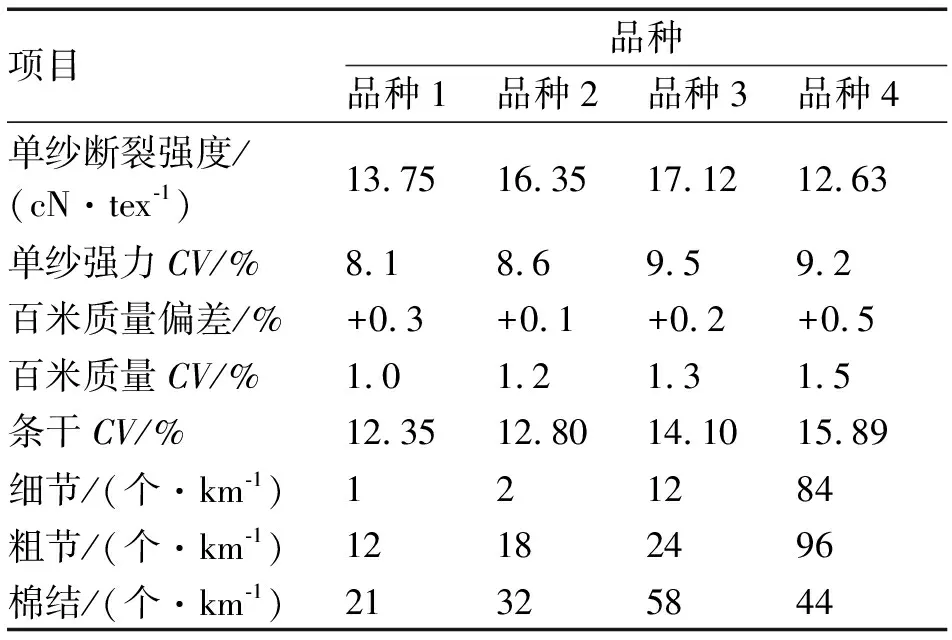
项目品种品种1品种2品种3品种4单纱断裂强度/(cN·tex-1)13.7516.3517.1212.63单纱强力CV/%8.18.69.59.2百米质量偏差/%+0.3+0.1+0.2+0.5百米质量CV/%1.01.21.31.5条干CV/%12.3512.8014.1015.89细节/(个·km-1)121284粗节/(个·km-1)12182496棉结/(个·km-1)21325844
4 结语
高性能化、多功能化、智能化的纺织纤维材料体系肯定了石墨烯在功能纺织品领域的地位。针对尼龙石墨烯纤维原料特性,合理配置各工序工艺参数,选用适宜的加湿量,做好尼龙石墨烯纤维预处理,严格控制车间的温湿度,以提高可纺性。在今后的研究工作中,应更深入地研究其工艺参数设计、原料混合、专件配合等,为企业创造更大的经济效益。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织器材(2020年5期)2020-12-21
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
东坡赤壁诗词(2020年5期)2020-11-06
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
机械工程与自动化(2020年1期)2020-03-22
棉纺织技术(2019年10期)2019-10-22
棉纺织技术(2019年4期)2019-04-10
