12 000 t驳船合拢工艺分析
2019-07-01 00:42:16王文正佟秋飚
船舶标准化工程师 2019年3期
王文正,佟秋飚
(大连中远海运重工有限公司,辽宁大连 116113)
0 引言
12 000t下水驳船共分为10个总段进行建造,然后进行船台(或水上)合拢。若要节约场地、缩短船台的使用周期,水上合拢则是最为有效的方式。本文通过对总段尺寸、总段漂浮(需压载)、水下拉拢封固、水下及坞内定位、精度控制、坞内焊接、水上焊接等要素的分析,阐述了该驳船合拢的整个流程。
1 驳船的划分与改造
1.1 驳船分段划分
将驳船从左往右分别划分为5个分段并对称分布,其中,最大尺寸为22 m×35 m,见图1。
1.2 总段临时改造
根据计算结果可知,在总段的自由端通过封堵过梁孔、增加水密舱壁的方式,保证总段能够按照需求达到漂浮状态(见图2)。此时,要求总段吃水1.13 m[1]。各分段吃水变化在10 mm范围内,1~10总段压载水重量应分别变化为7 440 kg、6 200 kg、7 299 kg、5 297 kg、6 193 kg、5 029 kg、7 299 kg、5 927 kg、7 440 kg、6 200 kg。具体参数见表1。

图1 驳船的分段划分(单位:mm)

图2 总段临时改造
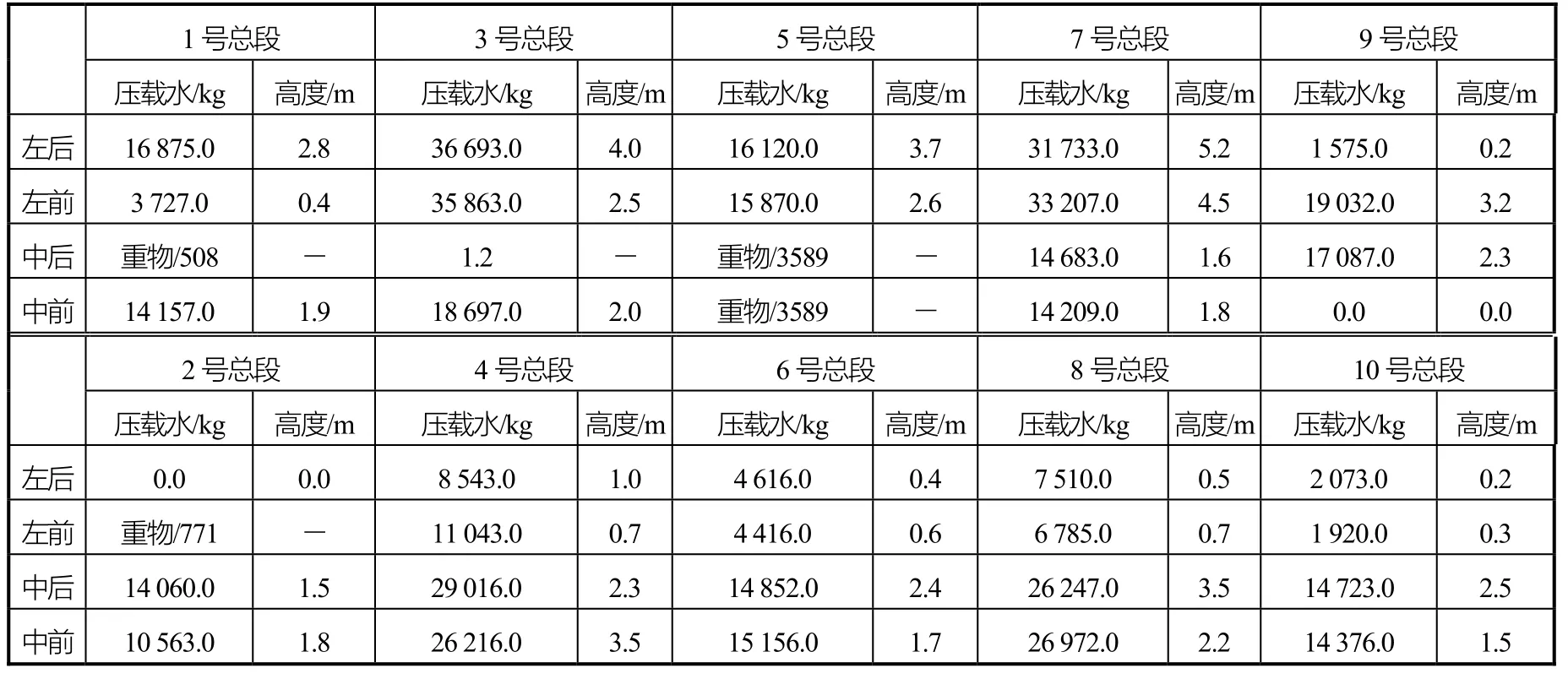
表1 总段临时改造参数
2 总段合拢
2.1 数据测量
总段制作好后,需要测量合拢口附近的结构尺寸并作好记录。此时,需要提前对数据进行分析,且确定是否需要修整,在纵向、横向都要提取数据。纵向测量方式如图3所示。
横向测量见图 4。将纵向、横向测量后所得的数据分别填入表2和表3中。

图3 纵向测量图

图4 横向测量图
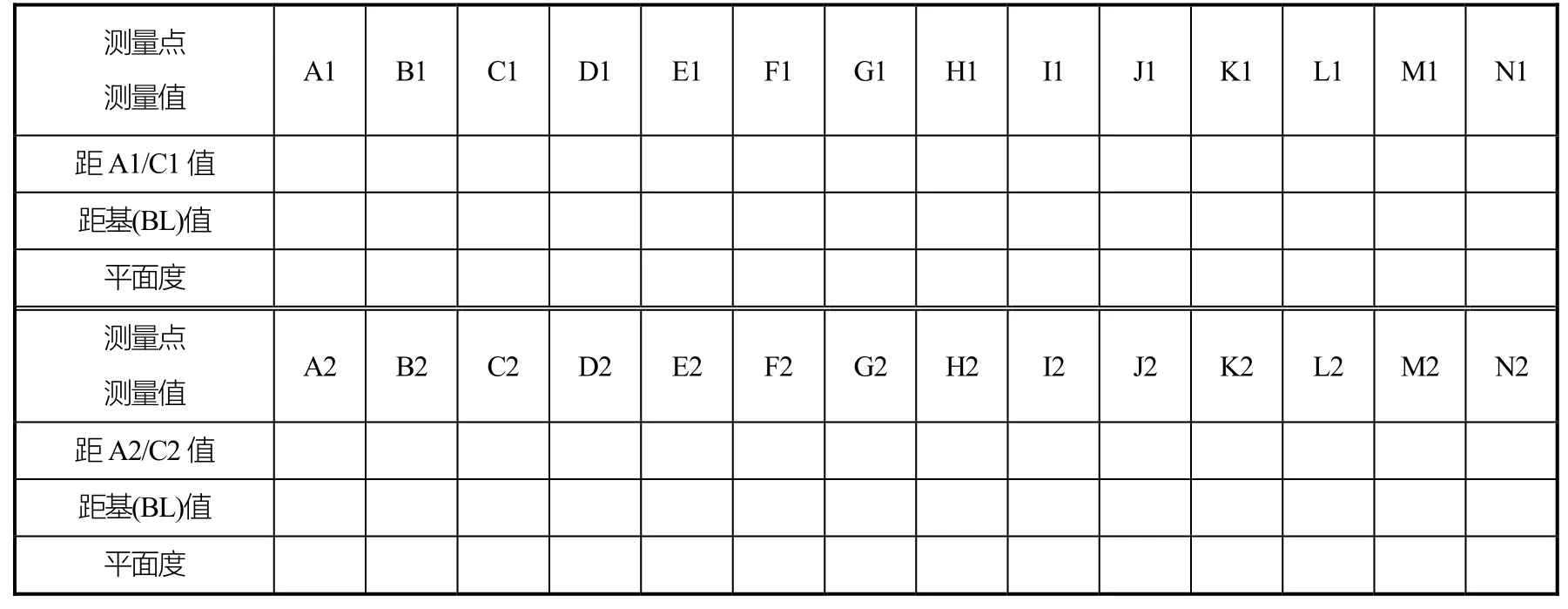
表2 纵向测量表(单位:mm)

表3 横向测量表(单位:mm)

续表3
2.1 临时水尺
根据总段的结构形式设置水尺。水线高度自基线开始到距离基线2 m处为止,每隔100 mm设一水线值,用白色显著标志进行标识。对于横向合拢口而言,其水线可直接设置在距合拢口200 mm处的外板两侧。对于纵向合拢口而言,可增设角钢L100×100×8并固定在距合拢口200 mm的底板上。将水尺设置在角钢上并考虑底板的厚度,可在角钢焊接时保证其与底板之间的垂直度。
2.2 准线及标杆
标杆应在总段下水前安装,焊后用水准仪以测量基准为基准点测量其它3个点相对该基准点高度值,并用洋冲作好标记,同时作好记录,便于前后体大合拢使用。下水前需分别在合拢总段的主甲板上作出合拢用准线,并在准线两端打上洋冲眼,留有永久标记,见图5。
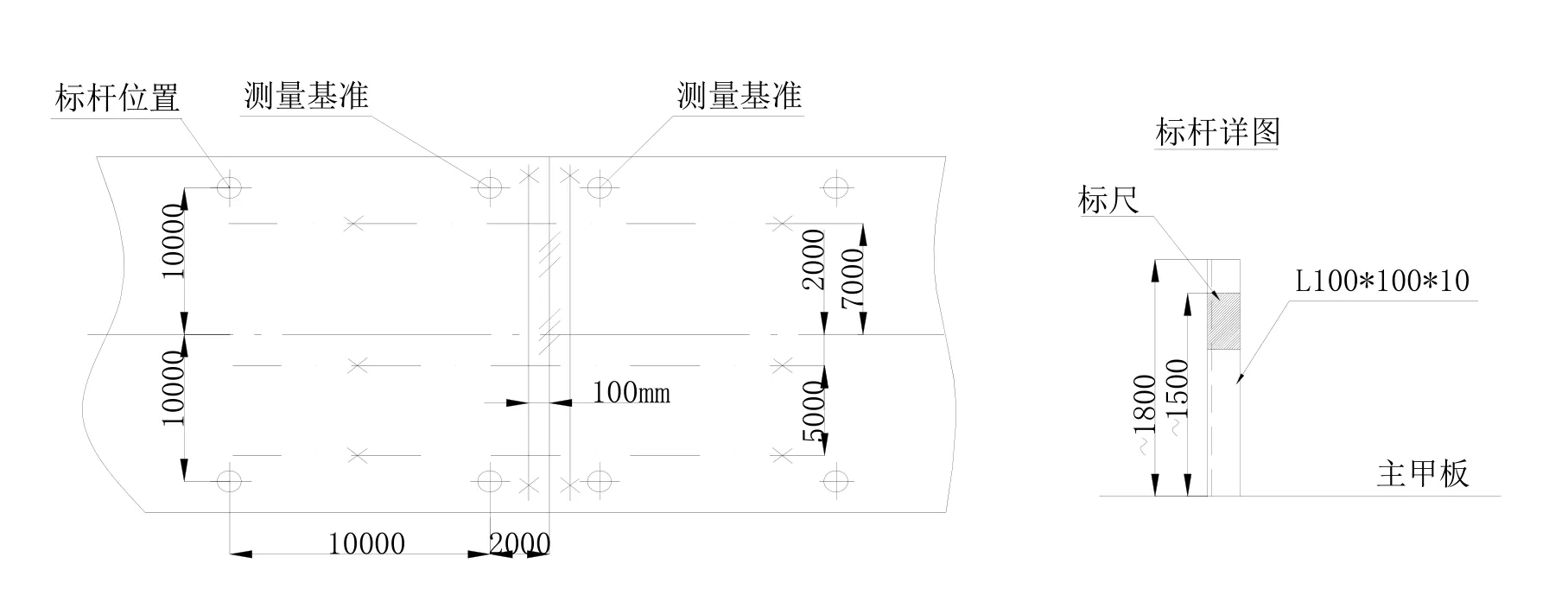
图5 甲板平面基准线及标杆布置图(单位:mm)
2.3 定位及眼板
分段定位后,利用马板进行焊前封固。眼板选用6 t、10 t这2种规格,见图6。
2.4 工艺要求
在总段下水后,根据总段下水的先后顺序,分别调平并拉拢1总段、2总段,3总段、4总段,5总段、6总段,7总段、8总段,9总段、10总段。待形成5个环型总段后,将其在水下调平并拉拢形成整船。利用经纬仪监测合拢口的数据,待其符合合拢精度的要求后,焊接合拢马板。根据坞期计划的要求,进坞坐墩与水线以下的所有合拢缝进行焊接。若坞期允许,直接焊接其余合拢缝,否则需出坞焊接[2]。
2.5 焊接要求
当纵向合拢缝在水上部分焊接时,需先焊横壁(采用立向上法焊接),再焊接甲板(采用二氧化碳打底、埋弧焊盖面)。
当在坞内部分焊接时,先焊横壁(采用立向上法焊接),再焊接底板(采用二氧化碳衬垫焊)。见图7[3]。
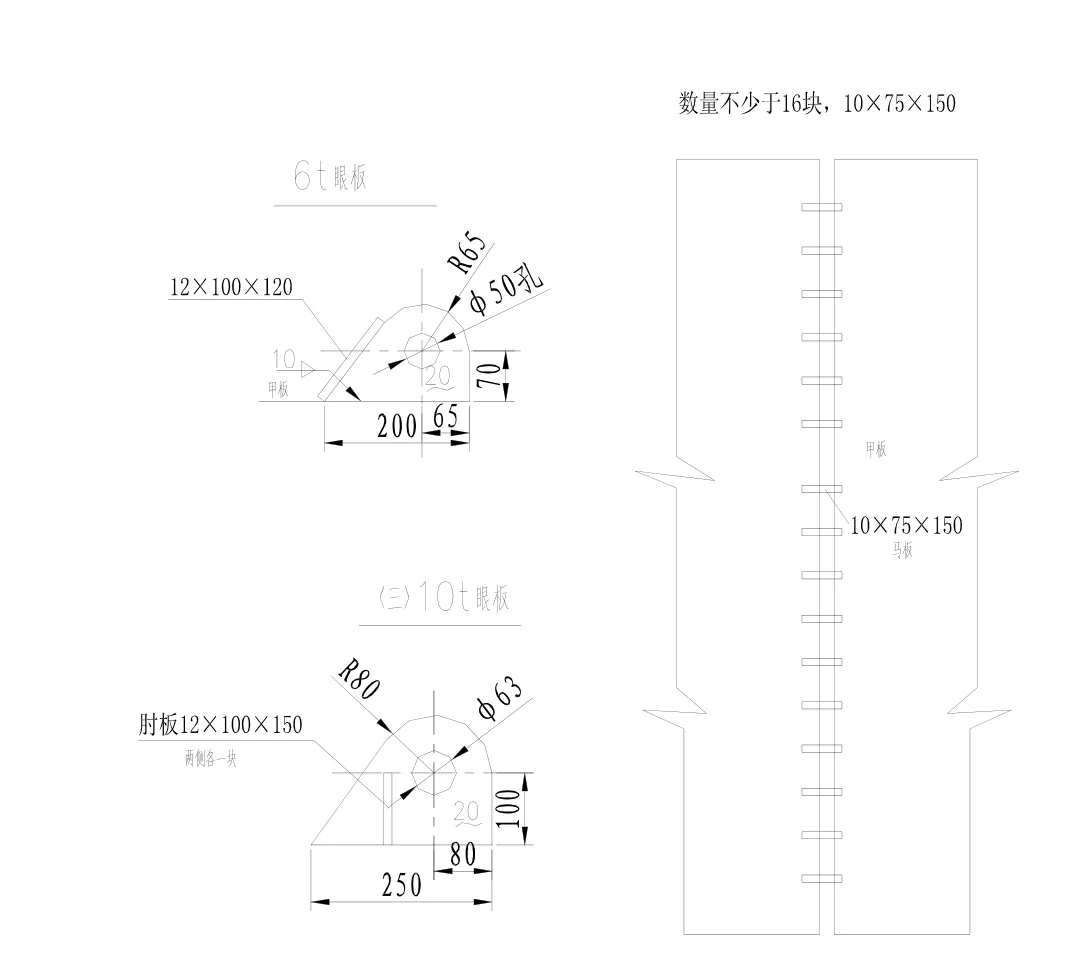
图6 定位及眼板(单位:mm)

图7 纵向合拢缝焊接
当横向合拢缝在水上部分焊接时,需先焊纵壁和船侧板(采用立向上法焊接),再焊接甲板(采用二氧化碳打底、埋弧焊盖面)。当在坞内部分焊接时,先焊纵壁和船侧板(采用立向上法焊接),再焊接底板(采用二氧化碳衬垫焊)。见图8。

图8 横向合拢缝焊接
如图9所示,需在水合拢口两端预留300 mm缓焊区。

图9 缓焊区(单位:mm)
3 结束语
本文以下水驳船水上及坞内合拢工艺为研究对象,在对其进行风险因素的辨识后,结合压载及漂浮模拟计算评估,分析了合拢工艺的可行性以及实施过程中可能存在的风险。文中通过具体的解决方案和实施步骤,把过程中的关键点、关键数据的获得、评估和处理方法做了总结论述,并结合实际项目进行验证。由此可得,在船台资源受限的情况下,利用水上及坞内结合的方式进行合拢具有一定的可行性。对船舶制造领域而言,这种合拢方式将在未来的船舶设计制造中占有一席之地。
猜你喜欢
船舶标准化工程师(2022年5期)2022-10-31 09:03:16
中外文摘(2022年13期)2022-08-02 13:46:16
珠江水运(2021年24期)2022-01-23 08:25:10
船海工程(2021年2期)2021-05-06 06:54:50
广东造船(2020年5期)2020-11-23 07:36:04
科技与创新(2019年22期)2019-12-07 05:31:26
广船科技(2019年2期)2019-10-16 10:43:02
中国高新技术企业(2017年7期)2017-07-06 10:41:15
船海工程(2015年4期)2016-01-05 15:53:30
造船技术(2015年3期)2015-05-08 08:44:24