钻床通用夹具的技术改进与创新
2019-06-27 00:17朱文奇袁子平许浩航易杰贺智健
读天下 2019年13期
朱文奇 袁子平 许浩航 易杰 贺智健
摘 要:本文在传统钻床用夹具的基础上进行改进与创新,设计了一种用于大批量生产且专门针对钻床设计的夹具,该夹具适合不同形状零件的加工,既能自动定位,又能控制夹紧力,而且操作方便。经过生产实践证明,使用该夹具后大大降低技术工人的劳动强度,提高了零件的加工质量和精度。
关键词:钻床;夹具;自动定位;精度
夹具,是机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。机床夹具是机床上用以装夹工件(和引导刀具)的一种装置,其作用是将工件定位,以使工件获得相对于机床和刀具的正确位置,并把工件可靠地夹紧。其中,通用夹具是指已经标准化的,在一定范围内可用于加工不同工件的夹具,优点是适应性广,但是生产效率低,主要适用于单件、小批量的生产中,在大批量生产中不适用;而专用夹具是指专为某一工件的某道工序而专门设计的夹具,其能够适用于大批量生产。
一、 夹具结构
本设计所要解决的问题在于现有技术中的通用夹具不能适用于大批量生产的问题,进而提供一种用于大批量生产且专门针对钻床设计的适用于钻床的夹具,该钻床夹具夹具体、定位装置和夹紧装置。
定位装置包括定位底座、双头螺栓和定位组件,双头螺栓与定位组件对称设置在定位底座的两侧,定位底座沿机床的给刀方向成型有中间通孔;其中,定位组件包括通过导轨滑动安装在夹具体上的定位块以及驱动定位块朝向定位底座滑动的驱动结构,驱动结构包括驱动电机、与驱动电机相连的滚珠丝杠以及旋转套设在滚珠丝杠上且与定位块相连的滚珠丝杠螺母;夹紧装置包括成型在定位块上适合与被夹部件卡合的卡口、双头螺栓和锁紧螺母,双头螺栓在锁紧螺母的配合下和定位块的卡口将被夹部件夹紧。定位块百V型和U型两种活动块,滚珠丝杠螺母通过螺母转接座分别与定位块固定连接。驱动电机为双轴伸电机。其中,双轴伸电机的电机前轴通过联轴器与滚珠丝杠连接,双轴伸电机的电机后轴与止推轴承连接,止推轴承对双伸轴电机的电机轴进行轴向锁定。驱动电机为伺服电机或步进电机。定位底座设于夹具体的中间位置处,且中间通孔的直径大于刀具的直径。沿定位块的滑动方向凹陷成型在夹具体上的安装槽,滚珠丝杠和滚珠丝杠螺母设于安装槽中。双头螺栓和锁紧螺母之间还设有垫圈。
二、 夹具原理
本夹具通过设有中间通孔的定位底座、双头螺栓和定位组件对被夹部件进行定位;使用时,首先将被定位件放置在定位底座上,然后通过双头螺栓对被定位件的一侧进行定位,定位组件对被定位件的另一侧进行定位,即驱动结构驱动定位块对被定位件的另一侧进行定位;进一步,通过定位块的卡口、双头螺栓和锁紧螺母对定位后的被夹部件进行锁紧,防止被夹部件在加工过程中发生偏移或转动;该适用于钻床的夹具结构简单、操作方便,为钻床专用夹具能够适用于大批量生产。
三、 具体实施过程
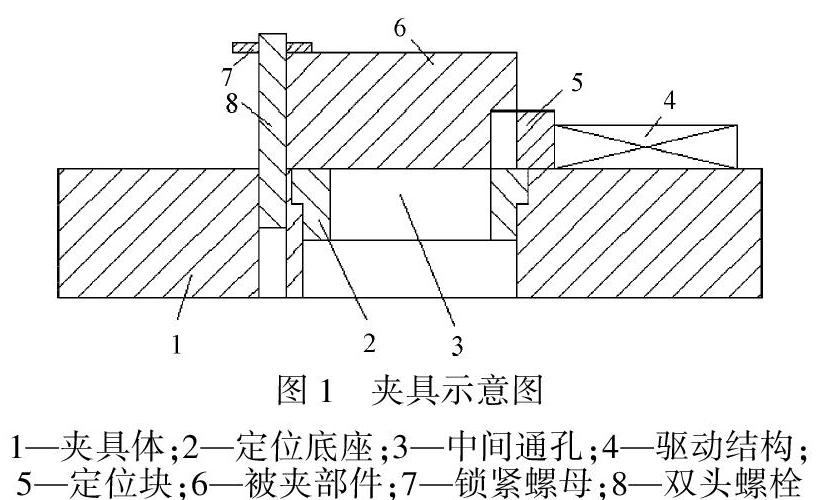
如图1所示,通过设有中间通孔3的定位底座2、双头螺栓8和定位组件对被夹部件6进行定位;使用时,首先将被定位件放置在定位底座2上,然后通过双头螺栓8对被定位件的一侧进行定位,定位组件对被定位件的另一侧进行定位,即驱动结构4驱动定位块5对被定位件的另一侧进行定位;进一步,通过定位块5的卡口、双头螺栓8和锁紧螺母7对定位后的被夹部件6进行锁紧,防止被夹部件6在加工过程中发生偏移或转动;该适用于钻床的夹具结构简单、操作方便,为钻床专用夹具能够适用于大批量生产。
图1 夹具示意图
1—夹具体;2—定位底座;3—中间通孔;4—驱动结构;5—定位块;6—被夹部件;7—锁紧螺母;8—双头螺栓
本实施例优选定位块5设为V型活动块,V型活动块为V型开口为卡口。进一步,定位块5还可以设为U型活动块,U型活动块的U型开口为卡口,作为可变换的实施方式,其中,卡口的开口尺寸大于被夹部件6的被夹一侧的侧面尺寸,被夹部件6能够被牢牢夹紧,且被夹紧后不会因受力不均或其他原因再次發生滑动、偏移或转动。具体地,滚珠丝杠螺母通过螺母转接座分别与定位块5固定连接;其中,驱动电机设为双轴伸电机。
在上述实施例的基础上,本实施例还包括止推轴承;其中,双轴伸电机的电机前轴通过联轴器与滚珠丝杠连接,双轴伸电机的电机后轴与止推轴承连接,止推轴承对双伸轴电机的电机轴进行轴向锁定。止推轴承对双轴伸电机的电机轴进行轴向锁定,避免电机轴在转动过程中出现轴向窜动,滚珠丝杠在滚珠丝杠螺母的配合下仅将电机轴的转动转换成定位块5的滑动,保证定位块5的运动精度。
定位底座2设于夹具体1的中间位置处,且中间通孔3的直径大于刀具的直径;从而保证刀具在对被夹部件6进行钻孔加工时不会作用到定位底座2上,既能保护刀具,又能避免定位底座2被划伤。沿定位块5的滑动方向凹陷成型在夹具体1上的安装槽,滚珠丝杠和滚珠丝杠螺母设于安装槽中;从而尽量使得该适用于钻床的夹具整体结构紧凑设置,尽量减少整体占用空间。双头螺栓8和锁紧螺母7之间还设有垫圈。
四、 结语
机械化加工要想有好的经济效益,必须提高生产率和加工精度。夹具设计是否合理是影响生产率加工精度的重要因素。本文设计的夹具适合不同形状零件的加工,既能自动定位,又能控制夹紧力,而且操作方便,使用该夹具后大大降低技术工人的劳动强度,提高了零件的加工质量和精度,能用于大批量生产,具有较大的实用价值。
参考文献:
[1]吴拓.机床夹具设计[M].北京:机械工业出版社,2018.
[2]柳青松.机床夹具设计与应用实例[M].北京:化学工业出版社,2018.
作者简介:
朱文奇,袁子平,许浩航,易杰,贺智健,湖南省长沙市,湖南涉外经济学院。
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
科学与财富(2021年33期)2021-05-10
科技研究·理论版(2021年20期)2021-04-20
河南科技(2020年36期)2020-06-10
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
卷宗(2016年11期)2017-03-24
电子技术与软件工程(2016年24期)2017-02-23
卷宗(2016年1期)2016-03-21
中国信息化·学术版(2013年7期)2013-09-03
中国教育技术装备(2009年17期)2009-07-29