
光伏电池生产车间自动化传输系统
2019-06-24 12:28:18
制造业自动化 2019年2期
(中国铁建重工集团有限公司,长沙 410000)
0 引言
随着经济社会的发展,能源问题已成为人类经济社会发展的基础和重要制约因素。太阳能光伏具有无污染、存在普遍性以及永不枯竭等优点,是解决人类能源危机及环境问题的有效途径,是最具前景的新能源技术之一,而太阳能光伏的核心部件是太阳能电池。目前,80%的太阳电池是由晶体硅材料制备而成,晶体硅太阳能电池生产线的技术水平直接影响太阳能电池的转换效率和生产成本,是太阳能光伏产业竞争力的集中体现。
虽然我国各大光伏领军企业的光伏电池生产线已经部分采用自动插片机、取片、上料机构以及设备间的自动转送装置,但整体水平仍处于半自动化状态,我国的太阳能光伏电池制造企业建成完善的自动化生产链寥寥无几,生产系统中的绝大部分仍由人工完成。设备间的组合、生产链设计等方面都存在明显欠缺。由于缺乏完整的自动化生产体系导致太阳能光伏电池制造容易出现衔接问题,进而影响到产品的质量,使太阳能资源的利用率无法得到有效提高。
本文针对某公司太阳能电池生产线,提出了一种太阳能电池自动化传输系统,衔接各个工序之间电池传输问题,全过程无人干预,提高了生产效率与产品质量。
1 现有生产线状态
晶体硅太阳能电池生产线的工艺环节有上料,清洗制绒,扩散,刻蚀,二次清洗,PECVD,激光消融,丝印烧结,分选。工艺流程如图1所示,各个工艺环节设备如图2所示。图1中的生产线是一种半自动化状态,单个工艺环节能用专用设备进行处理,但是每个工艺环节的上料、下料,以及两个工艺环节之前的衔接,单晶硅电池片必须用人工进行搬运。采用人工对整个生产线的影响有:
1)影响电池片的清洁度。在人工搬运的工程中,装电池片用的花篮以及电池片与人接触到的几率大幅增加。人体自带的静电以及污染物会传播到电池片,影响电池片的清洁度。
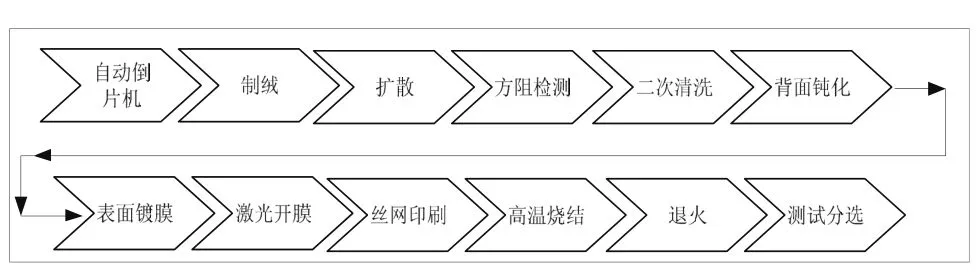
图1 晶体光伏电池片工艺流程
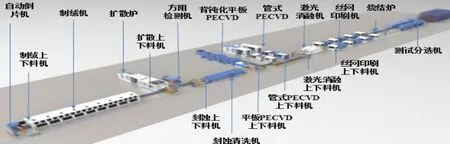
图2 电池片生产线
2)影响电池片的清洁度。在人工搬运的工程中,装电池片用的花篮以及电池片与人接触到的几率大幅增加。人体自带的静电以及污染物会传播到电池片,影响电池片的清洁度。
3)增加电池片的碎片率。在电池片的上下料以及电池片运输过程中,人工搬运会增加碰撞的风险,增加电池片的碎片率,造成浪费,增加成本。
4)影响生效率。在下料过程中,由于人工的疏忽,未及时上料,下料,会造成整个设备的停顿,影响效率。
2 自动化传输系统
针对上节生产线所存在的问题,本文设计了一种自动化运输生产线,如图3所示。在每个工艺环节衔接的地方,电池片的上下料运输采用工业机器人来进行,即图3中的OP10~OP80工位。各个工位的工序内容简介如下:
OP10:倒片机与制绒机之间传输。倒片机由人工上料硅片,倒片机将硅片自动装入花篮盒,倒片机与制绒机之间前道花篮盒的传输由机器人自动上下料。
OP20:制绒机与扩散插片机之间传输。制绒机通过带式输送线传送至扩散间。通过输送线上定位机构将花篮精确定位,机器人抓取花篮完成制绒机与扩散插片及之间的花篮传输。
OP30:扩散插片机与方阻检测设备之间传输。采用地轨移动式机器人完成扩散插片机与方阻检测设备之间的前道花篮中转。
OP40:方阻检测设备与刻蚀机上料机之间传输。方阻检测设备下料后的满花篮通过输送线抵达湿刻机上料机前端。定位机构将输送线上的满花篮进行定位之后,机器人抓取满花篮完成方阻检测设备与蚀刻机上料机之间的传输。
刻蚀上料机上料后的空花篮通过AGV小车传输至倒片机处。

图3 自动化传输系统方案
OP50:蚀刻下料机与平板PECVD上下料机之间传输。由机器人将刻蚀清洗下料机处的满花篮搬运至背钝化平板PECVD上下料机上料口;同时将平板PECVD上下料机上料口处的空花篮搬运至到刻蚀清洗下料机的空花篮上料口。
OP60:平板PECVD上下料机与管式PECVD插片机之间传输。平板PECVD上下料机通过上下两层式输送线将满花篮传输至管式PECVD插片机附近,同时在输送线具有缓存15个花篮盒的功能。机器人从输送线上层抓取满花篮放置于管式PECVD入料口,同时将管式PECVD 的空花篮放回输送线下层。
OP70:管式PECVD插片机与激光消融机之间传输。OP60工位的地轨移动式机器人同时从OP70中转区抓取空花篮放置于管式PECVD插片机上料口,从管式 PECVD插片机满花篮下料口抓取满花篮放置于OP70中转区。另一台机器人从中转区抓取满花篮完成管式PECVD插片机与激光消融机之间的满花篮的传输。同时从激光消融机抓取空花篮放置于中转区。
OP80:激光消融机与丝网印刷机之间传输。机器人实现激光消融下料处和丝网印刷上料处的花篮盒自动上下料。
3 系统集成
3.1 电气硬件系统
整个系统组态结构如图4所示。系统硬件构成:CPU:西门子1500;PLC与STN从站以及机器人之间通信模式采用PROFINET。

图4 电气系统构成
机器人工作过程当中,与中间工艺环节设备之间的信息交互,工作PLC来进行中转,工作模式如图5所示。
3.2 程序流程
OP10机器人任务分配:
1)从AGV取空花篮防止倒片机;
2)从倒片机取满花篮放至制绒;

图5 与第三方设备交互
3)从缓存取满花篮放至制绒;
4)从倒片机取满花篮放至缓存。
流程图如图6所示。

图6 OP10机器人工作流程图
OP20机器人任务分配:
1)从制绒出料抓满花篮至扩散入料口;
2)从缓存抓满花篮至扩散入料口;
3)从制绒出料口抓满花篮至缓存。
流程图如图7所示。
OP30机器人任务分配:
1)从扩散出料抓满花篮至方阻入料口;
2)方阻出口抓满花篮至刻蚀入口;
3)方阻入口抓空花篮至方阻出口。
流程图如图8所示。
OP40机器人任务分配:
1)从刻蚀入口抓满花篮至刻蚀上料机;
2)从刻蚀上料机抓空花篮至AGV;
3)从刻蚀上料口抓满花篮至缓存;
4)从缓存抓满花篮至刻蚀上料机。
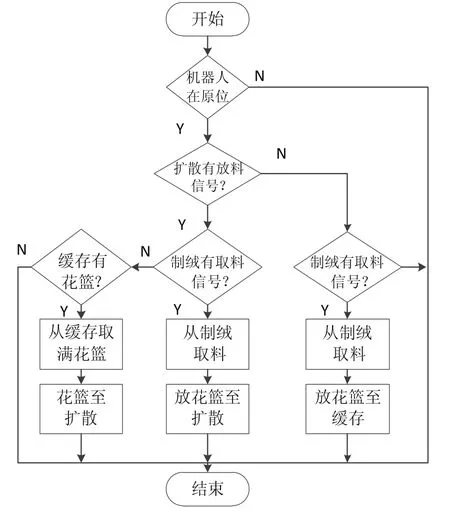
图7 OP20机器人工作流程图
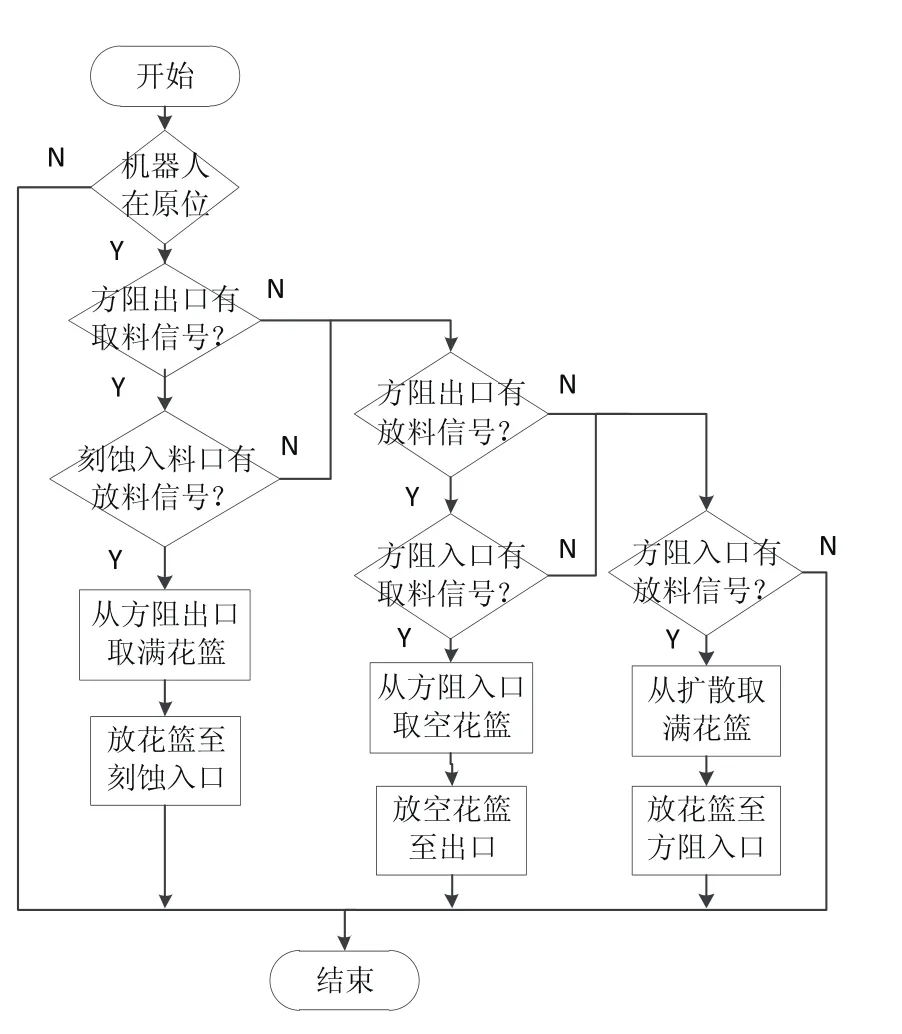
图8 OP30机器人工作流程图
流程图如图9所示。
OP50机器人任务分配:
1)刻蚀下料口取满花篮放至缓存;
2)从缓存取空花篮放至刻蚀下料口;
3)从平板PE取满花篮放至缓存;
4)从缓存取空花篮放至平板PE。
工作流程如图10所示。

图9 OP40机器人工作流程图

图10 OP50机器人工作流程图
OP60机器人任务分配:
1)从输送线上取满花篮防止管式PE上料口;
2)管式PE上料口取空花篮放至输送线;
3)从管式PE下料口取满花篮放至中转台1;
4)从中转台2取空花篮放至管式PE下料口。
流程图如图11所示。
OP70机器人任务分配:

图11 OP60机器人工作流程图
1)从中转台1取满花篮防止激光消融;
2)从激光消融取空花篮防止中转台2;
3)从中转台1取满花篮防止缓存;
4)从缓存取空花篮放至中转台2;
5)从激光消融取空花篮防止缓存;
6)从中转台取满花篮放至缓存。
流程图如图12所示。
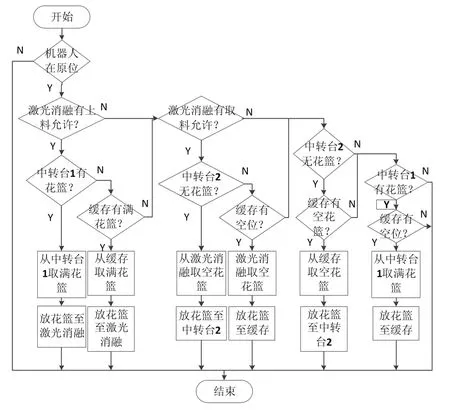
图12 OP70机器人工作流程图
OP80机器人任务分配:
1)从丝网印刷取空花篮防止激光消融;
2)从激光消融取满花篮放至丝网印刷;
3)从激光消融取满花篮放至缓存;
4)从缓存取空花篮防至激光消融;
5)从丝网印刷取空花篮防止缓存;
6)从缓存取满花篮放至丝网印刷。
流程图如图13所示。
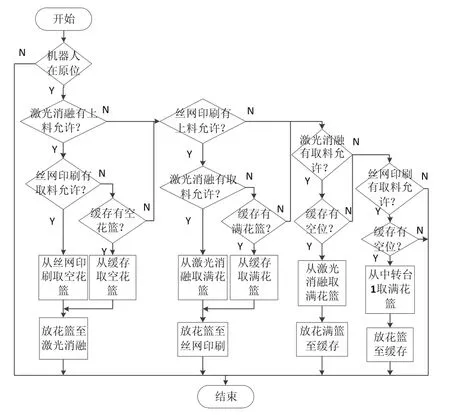
图13 OP80机器人工作流程图
4 结论
本文中的电池片自动化传输系统已在某公司生产车间投入使用,经过生产检验,自动化系统提高了车间的运转效率,减少了人工数量,减少了有人工搬运过程中造成碎片以及电池片的污染,提高了产品生产效率与产品质量。
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30 07:07:16
小学生优秀作文(低年级)(2021年5期)2021-07-21 02:20:38
橡塑技术与装备(2021年12期)2021-06-24 09:30:34
橡塑技术与装备(2021年1期)2021-01-05 04:00:56
童话世界(2020年17期)2020-07-25 02:18:46
河北省科学院学报(2020年4期)2020-03-19 02:02:38
少儿美术(2019年7期)2019-12-14 08:06:16
中国铸造装备与技术(2017年3期)2017-06-21 11:33:39
设备管理与维修(2016年6期)2016-03-16 02:21:55
橡塑技术与装备(2015年7期)2015-07-03 12:18:00
