
自动换卷机构的方案选择与设计
2019-06-24 12:28:34
制造业自动化 2019年2期
(集美大学 轮机工程学院,厦门 361021)
0 引言
随着二胎放开,新生儿数量增加,以及老龄化进程加速,我国对成人和儿童纸尿裤需求量日益增大[1,2],导致近年来纸尿裤设备的生产厂家急剧增加,尤其泉州地区。由于起步晚,研发投入不足,与国外的生产线厂家如日本的瑞光公司、意大利的吉地美公司有较大的距离。
不停机自动换卷是纸尿裤生产线的核心技术之一[3]。每条纸尿裤生产线上布设多达6组以上的自动放卷单元[4~6],每组放卷单元有一套自动换卷机构。各放卷单元的物料卷幅面宽度不一致,压、切、接合机构大小甚至形状也不一致,属于非标类单件生产型式,造价高,宽幅面换卷时间长。本文提出了两个新的方案,与目前使用的方案进行分析比较,针对不同材质和幅面,选择合理的自动换卷方案并进行设计。
1 自动放卷的作用和性能要求
造纸、卫品、印刷包装等行业设备要实现连续不停机生产,自动换卷机构是必不可少的[7~10]。目前纸尿裤生产线速度大都超过250m/min,这就要求换卷速度要快。图1是自动放卷示意图,物料卷A、卷B均拉到自动放卷机构中。若A卷运行,则物料卷B的头部拉到接合部对应的地方,并在物料卷B的头上贴着双面不干胶。料卷A用完,启动控制装置,压住物料A,接合气缸伸出接合料A、B,切断A,料卷B切入运行。图中的储料架,主要用途是保证换卷时输送辊连续不停机向生产线供料。
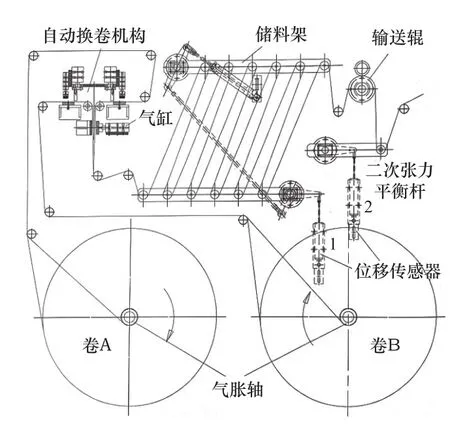
图1 自动换卷示意图
换卷要求是快速、可靠,料尾浪费尽量少。由于机械运动时差,从控制命令发出到执行完命令,需要一定的时间,一般超过0.3s,对于速度为600片/min拉拉裤(合作厂家生产的XXL码,每条长0.53m左右,0.53×10×0.3=1.59m),则换卷过程中储料架料长缩短了1.59m以上。对于幅面宽度超过500mm的料卷,直接采用现有的剪刀式两切刀对切,0.3s时间是难以保证的,必须把储料架做大。恒张力控制是纸尿裤、造纸、印刷等工业领域的基本要求[11~13],换卷过程快速性差,增大了恒张力控制的难度。
2 现有的自动换卷机构
图2是目前纸尿裤生产线上常用的自动换卷机构。采用5个气缸实现压料、接合、切断。切断采用剪刀式结构,上、下刀有一小角度,下刀不动,上刀由气缸推动往下运行,要求上、下刀两刀面紧贴,有缝隙会产生无纺布挤在两刀之间未切断。对刀的加工和装配有较高的要求。

图2 全气缸式换卷方案
对于宽幅面的物料,这种方案难以做到。目前采用无杆气缸拉着刀片进行切割宽幅面物料,无杆缸的价格昂贵。在成人纸尿裤或经期裤生产线上,有幅面达到1m左右,普通1m行程的无杠缸,实际推力20kg左右的SMC MY 1B32-1000的报价3500元以上,一台自动换卷机构,需要2个长行程的无杆缸,造价昂贵。即使使用昂贵的高速的无杠缸,切割时间也达到秒级,储料架必须做大,增强储料功能。
3 新型的自动换卷机构
3.1 气缸加电机式自动换卷机构
图3是气缸加电机式自动换卷结构,压料、接合仍采用气缸,切断采用15W的交流电机或直流电机作为动力,电机正/反转拖动固定在同步带上的刀片机构前/后运动,切断压住的无纺布。这种结构造价较无杆缸便宜得多,且速度可以根据需要改变。电机拖动的刀片可以采用现成的笔纸刀片,刀片成本低廉,切断可靠。缺陷是结构复杂一些,必须在两头布上光耦检测刀片到位与否。速度过快,还有一定的过冲,必须把光耦挡片做长点。
与上述方案相比,电控的输入点数增加4个(料A、料B切刀运行的限位光耦),增加输出点2个(2个电机正反转,需要4个输入点进行控制,上述方案只需要用2路控制两个切刀气缸)。窄幅面(宽度≤200mm)的自动换卷机构,气缸剪刀式的切断机构加工装配要求不是很苛刻,气缸加电机式的自动换卷机构没有成本和可靠性方面优势。对于大于500mm幅宽的自动换卷机构,优势是明显的。

图3 气缸加电机式换卷方案
3.2 气缸加热切式自动换卷机构
图4是气缸加热切式的自动换卷方案。由气缸推动的上压块上布设着φ1.0的圆的镍镉丝,通入AC24V交流电加热切断无纺布,结构简单可靠,解决了剪刀式无纺布挤入刀缝的问题。压住无纺布气缸动作之前即可加热,压住无纺布的同时也切断无纺布,实现压住、接合、切断同时动作,换卷速度最快。
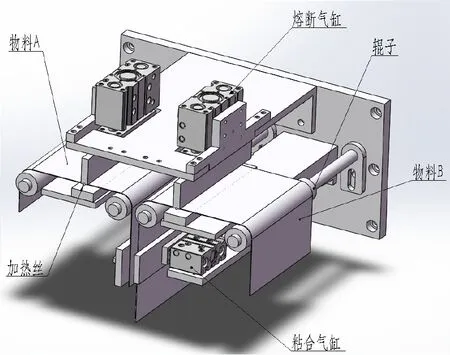
图4 气缸加热切式换卷方案
热切方式机构最为简单,但切断处有受热纠缩的问题。在纸尿裤生产中,不管是热切,还是刀切,都要把接合处的这一条裤子剔除成废品,纠缩是没有关系的。为了实现快速切断,变压器功率要超过1kVA。料卷A/B可用同一变压器,节约成本。用同一变压器,副边根据需要接通相应的料卷A/B切断加热丝。由于副边电流太大,控制时应注意控制方法。图5是加热切断控制原理图,继电器采用宏发HF152F,触头电流20A,接通时先接通副边的电路,然后接通原边;断开时先断开原边,再断开副边回路,防止继电器闭合或断开时,副边大电流拉弧烧蚀银触头。采用这种方法进行控制,通过30多个小时试验(每隔2s加热丝通电200ms),试验结果是切断快速可靠,实验后副边继电器外壳剥开,银触头没有任何烧蚀的迹象。
1kVA的变压器的价位较切刀气缸(以亚德客或怡和达为准)低,且结构简单。对于大幅面采用无杠缸的结构,价格便宜得多,且速度快。无纺布、POF膜、PE膜等石油产品加热切断方法是可行的,但对于棉花或者纸等,切断难,是不适合的。

图5 加热切断控制原理图
4 实例
泉州合作厂家生产的二片式拉拉裤上,共有9组放卷单元,根据各单元物料卷幅宽和材质(如表1所示),选择相应的自动换卷方案。
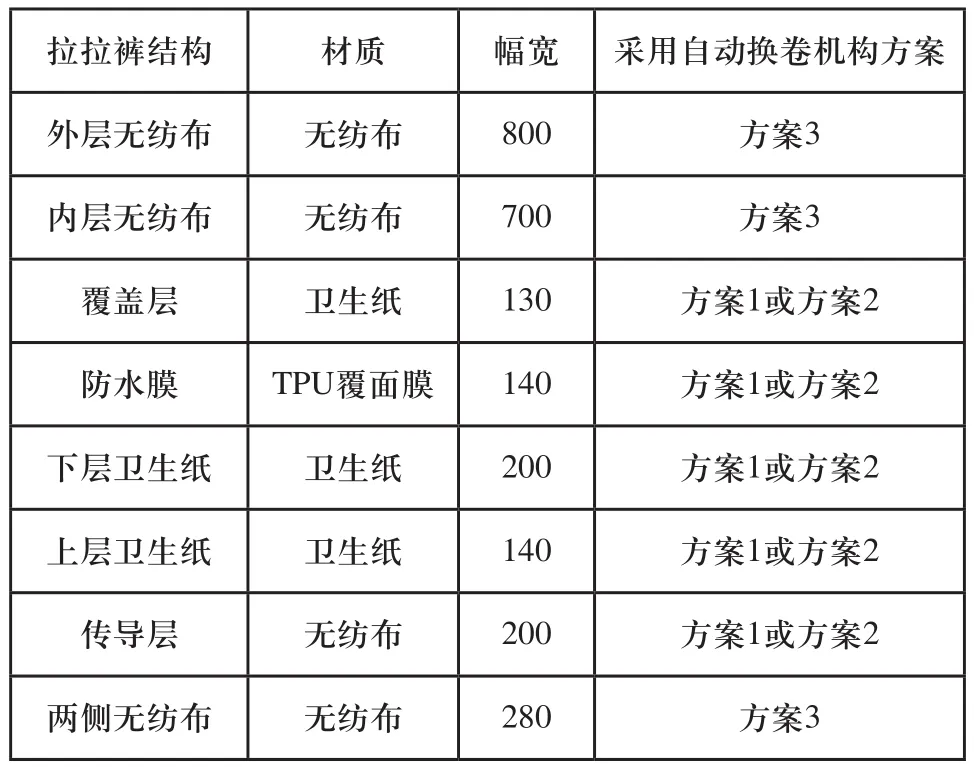
表1 方案选择
实际设计时,内外层无纺布和两侧无纺布放卷单元采用方案3,其余依照厂家的习惯,选用方案1,即原来厂家采用的方案。方案1作了一些修改,采用同一气缸压住物料A、B的方式,即方式2的压料模式。按照上述原则设计的机构,在实际的二片式拉拉裤上生产,效果良好,稳定可靠。宽幅面的自动换卷单元,成本仅为原来的60%左右,换卷速度得到较大的提高,储料架与窄幅面的相似,较原先简单的多。
5 结论
针对卫生用品生产线上的放卷单元较多,各单元物料卷幅面和材质的不同,提出了三种设计方案。建议幅面小于250mm的物料卷,采用气缸式或气缸加电机式的方案。幅面大于250mm的无纺布、POF膜等石油类的产品,采用气缸加热切式的方案。幅面大于250mm的纸类、棉布类,应采用气缸加电机式的方案。这种方案选择方式已作为泉州合作厂家的自动换卷单元的设计规则,在后续的二片式、三片式、环腰裤等上面应用,效果佳,换卷速度快,料尾损耗少,得到厂家的认可,具有较高推广应用价值。
猜你喜欢
数学小灵通(1-2年级)(2022年3期)2022-03-17 06:18:30
纺织科技进展(2021年3期)2021-06-09 08:07:14
公民与法治(2020年14期)2020-08-24 07:19:06
河北果树(2020年4期)2020-01-09 16:06:08
小学科学(学生版)(2019年8期)2019-09-02 01:43:42
生活用纸(2016年7期)2017-01-19 07:36:45
中国卫生标准管理(2015年15期)2016-01-15 02:58:42
档案管理(2015年4期)2015-06-25 21:10:13
印刷技术·数字印艺(2015年1期)2015-03-10 04:48:39
创业家(2015年1期)2015-02-27 07:52:07
