奥氏体不锈钢与铬钼耐热钢管道焊接工艺
2019-06-12 07:04
石油化工建设 2019年1期
中国化学工程第七建设有限公司 四川成都 610100
在石油化工工程建设中,常常会出现铬钼耐热钢设备管口与奥氏体不锈钢管道的焊接,这些管道一般应用于高温、高压环境,对焊接要求非常高。因此,选用正确的焊接材料、采取合适的焊接工艺以确保焊接质量非常重要。
1 奥氏体不锈钢与铬钼耐热钢焊接性及缺陷分析
奥氏体不锈钢具有良好的塑性和韧性,因此焊接性良好。但在焊接热循环作用下,焊接接头易出现高温脆化及敏化腐蚀、热裂纹、焊接变形大等问题。同时,还存在不锈钢焊接时易产生合金元素烧损及氧化等问题。
铬钼珠光体耐热钢焊接时易产生热影响区的硬化、冷裂纹、软化,以及焊后热处理或高温长期使用中的再热裂纹问题。
奥氏体不锈钢与铬钼耐热钢相连接的异种钢焊接,主要会产生以下几个问题:
1.1 焊缝成分的稀释
奥氏体不锈钢与铬钼耐热钢的焊接接头,一般都采用高CrNi奥氏体或Ni基合金焊接材料。
奥氏体不锈钢与铬钼耐热钢(以TP347与P22为例)焊接时,两种母材都有一部分熔入焊接熔池。当未加焊接材料时,熔池的成分可由图1(舍夫勒图)求得。图中s点为TP347H的成分,m点为P22的成分,其成分根据材质的化学组成,由以下公式求得:

熔池的成分位于直线sm上的a点。a点的位置随着二者间熔合比例的不同而在直线sm上变化,这就是待焊母材。具有a点成分的母材与成分为f的焊条金属相熔合后,即构成焊缝金属,其具体组成应位于直线af上,并取决于熔合比的大小。
为保证焊缝金属不出现热裂纹和产生晶间腐蚀等缺陷,应保证其组织不出现马氏体,即(4%~12%)F+A范围。因此,为保证焊缝金属成分合理(保证塑性、韧性及抗裂性等),应作到正确选择焊接材料、适当控制熔合比。
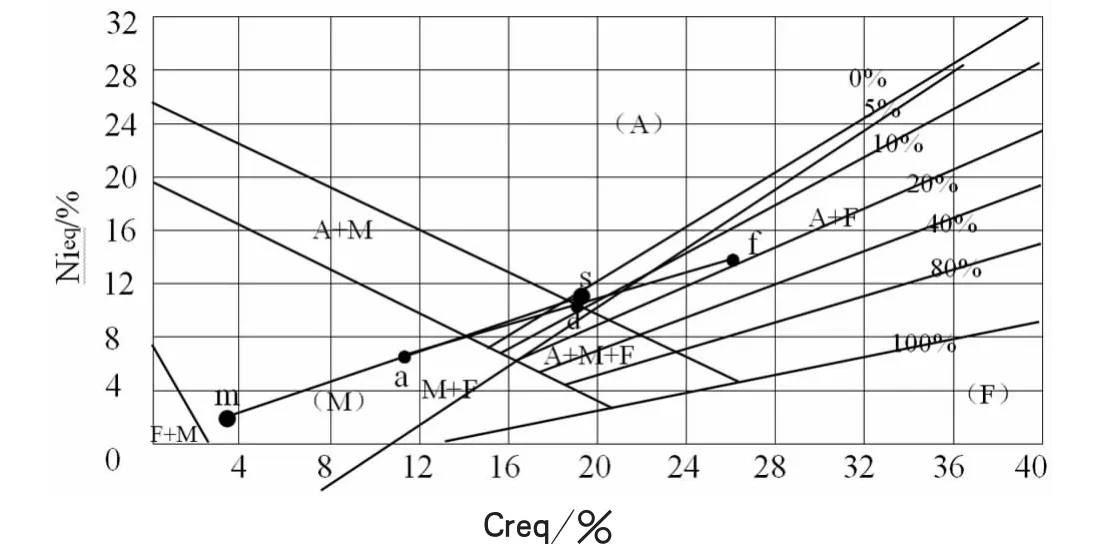
图1 利用舍夫勒图确定异种钢焊缝组成
1.2 凝固过渡层的形成
熔化的母材金属和熔化的填充金属,在熔池内部和熔池边缘相互混合的情况是不同的,在靠近焊缝边界的很窄范围内存在一个“不完全混合区”。填充金属与母材金属在化学成分上差异越大,不完全混合区越明显,即浓度梯度越明显,这种成分上的过渡变化区是因熔池凝固特性而造成的,故称为凝固过渡层。利用舍夫勒图考察可知,这一微小过渡区的组织应是马氏体。填充金属或焊缝金属平均Cr、Ni当量对凝固过渡层中马氏体的形成有明显影响,对同一母材选用Cr、Ni当量不同的填充金属,凝固过渡层中则形成不同宽度的马氏体脆化层。Creq/ Nieq值越小,马氏体脆化层宽度越小。因此,在Cr量一定的情况下,提高焊缝含 Ni量有利于减小凝固过渡层的宽度。
1.3 碳迁移过渡层的形成
奥氏体不锈钢与铬钼耐热钢异种钢焊接时,因为碳在液态铁中的溶解度大于在固态铁中的溶解度、碳在γ-Fe中的溶解度大于在α-Fe中的溶解度,而奥氏体焊缝中含有更多的碳化物形成元素(主要是Cr),因此铬钼耐热钢一侧的碳通过焊缝边界向奥氏体不锈钢焊缝中迁移,从而在铬钼耐热钢一侧的母材上形成脱碳层和在奥氏体不锈钢焊缝一侧形成增碳层,由此产生硬度突变现象。硬度突变对接头的工作性能是有
害的,易在此部位造成破坏;同时,奥氏体不锈钢因为碳迁移现象而造成贫Cr,从而产生晶间腐蚀。
1.4 残余应力的形成
异种钢焊接接头,由于两种钢的线膨胀系数相差很大,焊接时会产生较大的残余应力,使奥氏体焊缝承受拉应力,铬钼珠光体耐热钢承受压应力。
这种残余应力的存在,对工作性能往往是不利的。特别是在循环温度下工作时,由于形成热应力或热疲劳而可能产生热裂纹。因此奥氏体不锈钢与铬钼耐热钢异种钢焊接时,应尽量选用线膨胀系数介于二者之间的合金作为焊接材料,从而减轻热应力的产生。
2 焊接工艺措施
奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接,通常采用“隔离层堆焊法”和“直接施焊法”。
2.1 隔离层堆焊法
为防止形成凝固过渡层,最好是在珠光体钢的坡口面上先堆焊一层23-13型之类的奥氏体金属隔离层(见图2)。这样也可使最易出现问题的那部分焊缝(在珠光体钢上)是在拘束度极小的情况下完成的。在隔离层堆焊完成并经检查后,奥氏体不锈钢与隔离层间的连接就成为奥氏体不锈钢与奥氏体不锈钢之间的焊接,于是就可选用普通的奥氏体不锈钢填充金属。
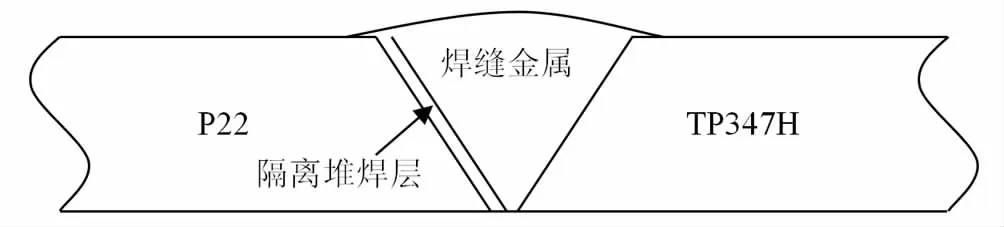
图2 隔离层堆焊法示意图
应当避免先在奥氏体不锈钢上熔敷铬钼珠光体耐热钢的隔离层,因为这样会导致形成硬脆的马氏体组织焊缝。
为防止出现碳迁移现象,也应进行隔离层堆焊。此时先在铬钼珠光体耐热钢的坡口面上用V、Nb、Ti等含量较高的焊条堆焊第一隔离层,然后再用适当的奥氏体不锈钢焊条堆焊第二隔离层。例如,P22与TP347H异种钢焊接接头,直接采用奥氏体不锈钢焊条(如25-20型焊条)堆焊一个隔离层,虽然防止了硬脆马氏体凝固过渡层的出现,但在600℃高温工作时却仍因碳迁移而断裂于熔合区。如果先用2.25Cr1MoNb焊条在P22(2.25Cr1Mo)钢坡口面上堆焊一个隔离层,然后再用奥氏体焊条堆焊第二隔离层,则可大为改善接头性能。
2.2 直接施焊法
直接施焊法即利用高合金焊接材料直接完成珠光体与奥氏体不锈钢的焊接。焊接时要保持珠光体钢坡口面熔深最小,同时焊接材料要选择适当,以防止外在拘束条件下的焊缝中产生裂纹。在沙特satorp项目部,中国化学工程第七建设有限公司就采用此法,成功完成了P22与TP347H的焊接。
3 焊接方法
在施工现场,奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接,如果采用“隔离层堆焊法”,常采用手工电弧焊(SMAW)焊接隔离堆焊层;然后采用GTAW(手工钨极氩弧焊)+ SMAW(手工电弧焊)焊接;根部GTAW焊接时,焊缝内侧应充氩气保护。如果采用“直接施焊法”,采用GTAW(手工钨极氩弧焊)+ SMAW(手工电弧焊)焊接;根部GTAW焊接时,焊缝内侧应充氩气保护。焊机采用型号为ZXG7-300-1的氩弧焊机、ZX7-400 IGBT的电焊机,钨极采用铈钨极,直径为2.4mm。
4 焊接材料
正确的选择焊接材料是焊接异种钢的关键,焊接接头的质量和使用性能与所选用的焊接材料密切相关。
奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接接头的焊缝和熔合区,由于合金元素被稀释及碳的迁移等原因存在一个过渡区。过渡区中不但化学成分、金相组织不均匀,而且物理性能、力学性能等通常也有很大差异,可能会引起焊接缺陷(如裂纹等)或严重降低性能。为此,必须按照母材的成分、性能、接头形式和使用要求等正确选用焊接材料。其焊接材料的选用原则应遵循以下几点:
(1)首先应保证在焊接接头中不产生裂纹等缺陷,即选用抗裂性能好的焊接材料。
(2)焊缝金属的力学性能及其他性能,应高于母材中性能较低一侧的最低值。
(3)对于金相组织差别比较大的珠光体-奥氏体异种钢接头,则必须充分考虑填充金属受到稀释后焊接接头性能仍然能得到保障。
(4)在满足性能要求的条件下,选用工艺性能好、低价和易得的焊接材料。
(5)对于奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接接头,一般均选用高铬镍奥氏体不锈钢焊材或镍基合金焊材。当使用温度低于450℃时,应选用Ni、Cr含量为25%Cr—13%Ni型焊接材料,即选用A302或A307焊条,焊丝选用H1Cr24Ni13;当使用温度介于450~550℃,且焊接接头承受较高应力水平时,应选用高铬镍奥氏体不锈钢焊材,如A502或A507焊条;对于工作条件苛刻的重要接头(当使用温度高于550℃且焊接接头承受较高应力水平时),应选用镍基合金焊材,因为虽然其价格较贵,但可以减少或避免碳迁移,其焊缝金属的线胀系数介于铁素体钢和奥氏体钢之间,对接头的组织及力学性能都有好处。
根据以上焊接材料的选择原则,在沙特satorp项目部,焊接P22与TP347H的异种钢时,中国化学工程第七建设有限公司采用了直接施焊法,焊接材料选用ER309+A302。
5 坡口制备及组对、点焊
奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接接头,其坡口形状及尺寸应符合设计及规范的要求。为了使不锈钢不受铁离子污染,减少焊口施焊时碳等有害元素的侵入,施工工具应采用专用工具,材料切割用树脂砂轮片切割、打磨。焊前应将坡口两侧20~30mm范围内的焊件表面清理干净,如有油污可用丙酮等擦拭干净。组对时不得采用强力组对,点焊应保证焊接质量。
6 焊前预热及焊后热处理
接头一侧为奥氏体不锈钢,且用奥氏体不锈钢焊材或镍基合金焊材时,可不预热。
对于奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接接头,焊后一般不用进行热处理。因为该异种钢焊接接头是由两种线膨胀系数相差很大的钢材组成,不仅焊接时会产生较大的残余应力,而且在使用中如有循环温度的作用,也会形成热应力,即使通过焊后热处理也难以消除。在焊态时,奥氏体焊缝承受拉应力,铬钼珠光体耐热钢承受压应力,焊后回火处理并未消除残余应力,而只是使焊接残余应力重新分布。实际上,在回火处理时,发生了应力松弛过程;但在随后的冷却过程中,随着弹性的恢复,异种钢焊接接头不均匀的热收缩会重新引起残余应力,仍然是奥氏体焊缝承受拉应力,铬钼珠光体耐热钢母材承受压应力。
7 焊接工艺参数的选择
对于奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接接头,在选择焊接参数时,应设法降低熔合比。为此,应选用小直径焊条或焊丝,尽量选用小电流快速焊、多层多道焊,并要严格控制层间温度。
8 焊接工艺评定
为验证拟定的焊接方法、焊接工艺是否合理,焊接接头的性能是否满足产品设计的要求,根据JB/T4708-2000《钢制压力容器焊接工艺评定》选用φ273×30的TP347H不锈钢管和同规格的P22铬钼耐热钢管进行焊接工艺评定。焊接工艺措施采用直接施焊法(焊接材料为ER309+A302),要求焊接工艺评定试件焊道成形光滑平整,焊缝内部无咬边、裂纹等缺陷,其探伤和力学性能也符合设计规范要求,评定结果见表1。

表1 焊接工艺评定结果
9 工艺操作及质量控制要点
奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接工艺操作及质量控制要点如下:
(1)正确选择焊接材料(根据以上的焊接材料选择原则进行选择)是保证焊接质量的关键;
(2)控制熔合比以减少焊缝的稀释;
(3)根层焊接时,焊缝内侧应通氩气保护;
(4)为提高焊缝的抗热裂性能,焊接时,要特别注意焊接区的清洁,避免有害元素渗入焊缝;
(5)采用短弧操作,直线运条或稍微摆动,多层多道焊;
(6)宜采用小直径焊条,采用小电流、快速焊;
(7)为防止焊缝和热影响区的晶粒长大及碳化物的析出,保证焊接接头的塑性、韧性和耐蚀性,应控制较低的层间温度,一般不超过150℃;
(8)注意起弧、收弧处的焊接质量,起弧处应将点焊处打磨成45°缓坡,收弧时应注意防止产生弧坑、裂纹等缺陷。
10 两种不同焊接工艺措施对比
(1)“隔离层堆焊法”能有效防止形成凝固过渡层和防止出现碳迁移现象,并且堆焊是在拘束度极小的情况下完成的,可有效减小异种钢焊接残余应力,使接头性能大为改善。
(2)“直接施焊法”是利用高合金焊接材料直接完成珠光体钢与奥氏体不锈钢的焊接,其优点是直接方便,但焊接操作时应注意严格控制熔合比。虽然该方法在现场施工中常采用,也能保证焊接质量,但效果不如“隔离层堆焊法”理想。
(3)在异种钢焊接施工时,应根据现场的实际条件和焊接性能要求等选择以上两种不同焊接工艺措施,以保证焊接质量。
11 结论
(1)通过焊接性分析、焊接工艺评定和施工实践表明,奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接是可行的。
(2)奥氏体不锈钢与铬钼耐热钢之间的异种钢焊接,可采用“隔离层堆焊法”和“直接施焊法”。
猜你喜欢
广州化工(2022年14期)2022-08-16
航空制造技术(2022年5期)2022-07-15
化工管理(2021年7期)2021-05-13
装备制造技术(2020年2期)2020-12-14
上海金属(2020年4期)2020-08-25
重型机械(2020年3期)2020-08-24
武汉科技大学学报(2019年4期)2019-07-04
中国特种设备安全(2019年1期)2019-03-13
中国特种设备安全(2018年10期)2018-12-18
中小企业管理与科技(2018年13期)2018-11-06