
西门子S7-200系列PLC改造M7130电气控制系统
2019-06-11 12:01张文辉
中小企业管理与科技 2019年10期
张文辉
(广州市蓝天技工学校,广州 510000)
1 引言
M7130磨床在长期的使用与运行中会出现一定的故障问题,对机械加工企业的日常生产造成了不良影响。为提升企业的生产效率,需对M7130磨床进行升级改造,充分结合企业的生产需求运行最新的生产工艺技术,可以对M7130电气控制用PLC的S7-200系列进行改造。
2 M7130电气控制系统概述
M7130电气控制是目前很多机械加工企业在生产过程中所使用的系统,主要运用在M7130平面磨床电气控制层面上。M7130是一种平面卧轴矩台磨床,采用了矩形的工作台,在工作过程中砂轮旋转,对放置在工作台上的工件表面进行磨削处理,对于厚度较小以及结构较为简单的工件端面有良好的磨削效果,实现了多零件同时加工处理,由冷却泵电机、砂轮电机以及液压泵电机组成,均采用单向运转方式,冷却泵电机要求能够单独断开冷却泵电机。在出现短路以及零电压的状态下能够进行有效保护,避免突然断电对电路中电气元件的损坏[1]。
3 对M7130电气控制系统进行西门子S7-200系列PLC改造
3.1 选择合适的PLC系统
在机械加工企业中为了促进M7130磨床电气控制线路的改造,需要结合具体方法的使用情况选用最佳的PLC系统,由接触器KM3来代替接插件XP1,由按钮SB6与SB5来进行控制液压泵电机的冷却工作。使用过程中增加了SB7作为总停按钮,PLC的输入信号中有效运用了SQ2作为充退磁开关以及电流继电器KA。为了便于操作控制比较,可以保留原有的电气控制线路,以整流桥直流供电的电磁吸盘来进行有效处理。由三台电机的KM1、KM2、KM3接触器来共同控制PLC的输出端。对有效的电磁吸盘控制,利用反向接通、断电以及正向接通等方式,以转换开关SA1来达到良好的吸盘控制效果。要求电磁吸盘能够对工件产生足够的吸引力对工件充分吸紧。将按下SB2和SB4,通过启动电机M1、M2和M3来进行磨削加工处理。
因此,基于PLC改造的需求,设置M7130磨床操作的相关参数数值。10路输入,3路输出的点数设置,充分满足M7130的线路改造要求。运用CPU为西门子公司S7-200系统来进行改造。结合具体工作量的开展情况进行有效扩展,满足机械企业的线路升级改造需要,能够实现超过余量1/3的输出,近1/3余量的输入设置,该PLC系统在运行过程中能够实现10路输出以及14路输入,设备改造优势较为明显。
3.2 PLC系统的输入点分配与输出点分配
在输入与输出点的分配上,PLC系统采用了I/O的点数分配表。电流继电器的输入点编号为I0.0,砂轮电机1M启动按钮为SB1,输入点编号为I0.1。砂轮电机1M停止按钮为SB2,输入点编号为I0.2。液压泵电动机3M启动按钮为SB3,输入点编号为I0.3。液压泵电机3M停止按钮为SB4,输入点编号为I0.4。冷却泵电机M2,启动按钮为SB5,输入点编号为I0.5。冷却泵电机2M停止按钮为SB6,输入点编号为I0.6。热继电器为KR1、KR2,输入点编号为 I0.7,退磁转换开关为 QS2,输入点编号为I1.0。总停止按钮为SB7,输入点编号为I1.1。砂轮电机1M,控制接触器KM1,输出点编号为Q0.0,液压泵电机3M,控制接触器为KM2,输出点编号为Q0.1,冷却泵电机2M控制接触器为KM3,输出点编号为Q0.2[2]。
3.3 对M7130进行PLC改造的控制线路图分析
在机械企业的生产过程中对M7130进行技术改造的PLC控制线路图具体如下图1所示。在完成改造之后的照明灯安全电压为24V,要求将380V接触器线圈电压重新设置为220V,以满足线路改造的各项设置要求。
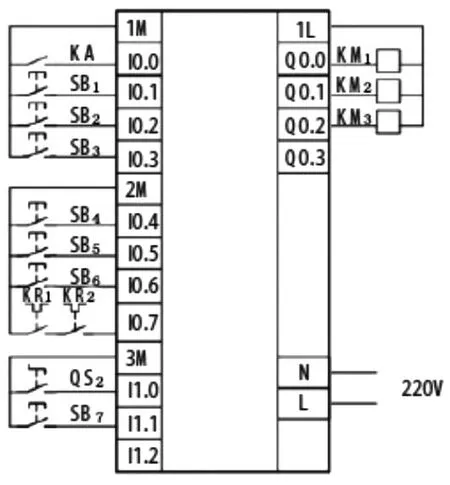
图1 M7130磨床PLC改造线路图
3.4 对M7130进行PLC改造的控制梯形图程序分析
在对M7130进行PLC改造的过程中要求建立程序梯形图,为PLC改造运行提供了保障。下图2展示了M7130平面磨床的PLC控制梯形图程序。不同的PLC元件分别代表了不同的功能,在系统改造过程中分别发挥着不同的作用。KA是欠电流继电器触点,SB1是砂轮启动按钮,SB2是砂轮停止按钮,SB4是液压泵起动按钮,SB3是液压泵停止按钮,SB5是冷却泵起动,SB6是冷却泵停止按钮,SA1-1是电磁吸盘充磁按钮。SA1-2能够实现电磁吸盘去磁,SA2进行砂轮调整,SB7为总停按钮,KM1是砂轮电机控制接触器,KM2是液压泵电机控制接触器,KM3是冷却泵电机控制接触器,KM4是工作台充磁控制接触器,KM5是工作台去磁控制接触器。
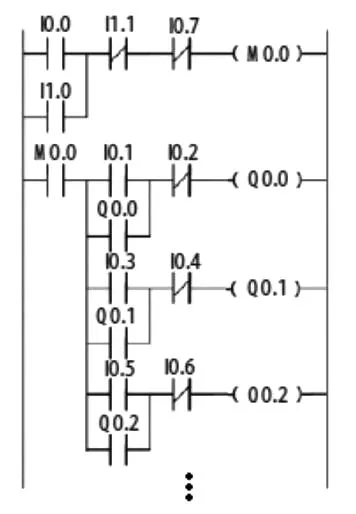
图2 M7130控制系统的PLC控制梯形图
以S7-200可编程控制器进行系统的改造优化升级,设置220V的PLC电源电压,采用220V的接触器线圈作为负载电源,对M7130控制系统中的照明线路不进行改造,以继电器输出方式继续进行使用,采用CPU224的处理方式,能够有效满足输入输出总点数的各种使用需求。由PLC来控制接触器的开关,这种操作方式能够有效避免由于转换开关开闭而可能出现的电火花现象,在电磁吸盘电路的开关或者闭合上采用的是接触器的触点进行操作,从而对电磁吸盘的控制电路起到良好的改造升级作用。利用两个接触器触点来进行电磁吸盘的吸合与退磁操作。以PLC定时器来有效控制去磁时间,不需工作人工即可完成相应操作,在具体的使用过程中能够做到有效而准确地控制不同工件的剩磁情况,从而结合其具体运行情况进行相应调整。以接触器KM3取代冷却泵电机的接触器,同时在冷却泵的起动与停止控制上运用两个按钮来进行操作控制。通过接触器KM4与KM5来控制电磁吸盘的吸合、放松以及退磁回路,以达到良好的改造效果。在KM4线圈得电状况下,正向接通电磁吸盘YH直流电源时,吸合工作状态以YH进行表示。在KM5线圈得电状态下,直流电源反接以YH符号表示,显示出退磁的工作状态。
通过对M7130进行西门子S7-200系列PLC改造升级处理之后促进了电气设备的良好运行,降低了故障的发生率,在一定程度上提升了生产效率,取得了良好的改造经济效益与社会效益,对其他机床电气控制线路的改造提供了理论参考价值。
4 结语
M7130平面磨床电气控制线路进行改造处理是系统长期运行的改革需要,采用S7-200 PLC系统具有较大的应用空间,在使用过程中能够有效减少故障的发生率,提升生产效率。
猜你喜欢
低温与特气(2022年2期)2022-11-26
机械制造(2022年3期)2022-04-07
中国军转民(2021年11期)2021-12-13
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年3期)2019-02-27
通信电源技术(2018年5期)2018-08-23
