基于多元线性回归的细支丝束规格选择研究
2019-06-04 03:02:16盛培秀段良勇顾永圣
烟草科技 2019年5期
盛培秀,徐 晔*,段良勇,顾永圣
1. 南通烟滤嘴有限责任公司,江苏省南通市崇川区胜利路6 号 226014
2. 江苏中烟工业有限责任公司,南京市建邺区兴隆大街29 号 210019
细支滤棒对细支卷烟的感官品质有重要影响。近年国内适宜细支滤棒生产用丝束规格较少,导致了国内细支滤棒压降选择区间较窄[1]。随着国外更高单旦丝束的引进和国内丝束厂家的生产研发,细支滤棒用丝束产品规格逐步丰富,扩大了细支滤棒压降的选择范围。为更好地促进细支卷烟稳步发展,细支滤棒丝束规格选择研究便具有了更大的现实意义和更强的迫切性。
滤嘴对烟气中焦油的过滤效率取决于过滤材料的种类、滤嘴的内部结构和滤嘴的物理特性[2]。滤嘴设计的关键在于选择适当规格的丝束来满足卷烟对滤嘴吸阻、过滤效率、硬度、圆周等基本要求,对丝束规格的选择将直接关系到所制滤嘴的基本性能及经济性问题[3]。刘镇等[3]分析了丝束规格对特性曲线的影响和丝束规格与滤嘴过滤效率的相关关系,提出了在滤嘴中选择丝束规格的具体思路。有关研究表明,丝束规格与滤棒质量、吸阻、圆周等有相关性,滤嘴长度、吸阻及接装纸透气度是影响过滤效率的显著因素和重要因素[4-10]。目前,有关细支滤棒的文献报道主要集中在烟机的研制与改造方面[1],鲜见细支滤棒丝束规格选择的研究报道。现有丝束规格选择软件对细支滤棒设计及丝束规格选择指导意义也不大。另外,目前尚无不同规格丝束细支滤棒对烟气过滤效率影响的研究,也没有系统评价各规格丝束成型细支滤棒的质量及过滤效率的数据支撑。不同规格丝束成型细支滤棒的压降稳定性及硬度水平也不尽相同,给细支滤棒新品的开发策划造成困难。因此,通过构建细支滤棒压降模型、优化烟气过滤经验方程,研究形成细支滤棒丝束规格选择指南,旨在为细支卷烟设计提供技术支撑。
1 材料与方法
1.1 材料、设备与仪器
7 种二醋酸纤维丝束具体信息见表1。19 mm×28 g/m2成型纸(牡丹江恒丰纸业股份有限公司)。
KDF2 滤棒成型机(沈阳沈飞民品工业有限公司)、SODIM 综合测试台(德国虹霓机器制造股份公司);RM20H 吸烟机(德国Borgwald KC 公司);BS224S 电子天平[感量0.01 g,中国赛多利斯科学仪器(北京)有限公司]。

表1 丝束信息Tab.1 Information of tow
1.2 方法
1.2.1 细支滤棒压降模型构建
在同一KDF2 成型机、300 m/min 车速及相同工艺参数下进行试验。关闭三乙酸甘油酯及内黏接线施加装置,保持输入辊、开松辊、输出辊速度比不变,按照表2 的试验设计,分别试制各规格丝束的最小棒、最大棒[11]等63 组滤棒样品。其中,中心棒的丝束填充量为最大棒与最小棒丝束填充量之和的二分之一。每组滤棒分别抽取60 支样品,检测滤棒圆周、压降,剥离60 支的滤棒成型纸称量丝束质量,检测丝束水分含量。
选择压降为因变量,丝束填充量、丝束单旦、丝束总旦、滤棒圆周、长度为自变量,构建压降与各因子间的指数方程。对指数方程两边取对数后转换为线性方程,使用minitab 软件进行数据处理,拟合多元线性回归模型,判断模型是否需要改进。将线性方程转换为指数方程,最终试验验证模型是否正确。

表2 细支滤棒压降模型构建试验样品参数①Tab.2 Experimental sample parameters for development of pressure drop model of slim filter rod
1.2.2 细支滤棒丝束特性曲线绘制
采用表2 中圆周为16.70 mm 滤棒样品的丝束填充量及实测丝束单旦、总旦数据,根据1.2.1 的模型,校正滤棒样品的压降数据,绘制细支滤棒丝束特性曲线,标出最佳成型区间(特性曲线长度的15%至50%)。
1.2.3 烟气过滤经验方程验证与优化
在同一KDF2 成型机、300 m/min 车速及相同工艺参数下,按照表3 要求分别试制不同规格丝束的细支滤棒,关闭在线打孔,按照滤嘴30 mm 的长度接装细支卷烟样品C1~C14;按照滤嘴25 mm 的长度接装细支卷烟样品C15、C17、C19;按照滤嘴20 mm 的长度接装细支卷烟样品C16、C18、C20;共计接装卷烟样品20 组。对每组卷烟分别抽取40 支检测滤嘴圆周、压降,再分别抽取40 支检测卷烟烟气总粒相物、烟碱的过滤效率。

表3 烟气过滤经验方程优化试验样品参数①Tab.3 Experimental sample parameters for optimization of empirical equation of filtration efficiency
资料[2]表明,公式(1)的烟气过滤经验方程适用于普通粗支卷烟。使用minitab 软件,拟合细支卷烟过滤效率E 与A、B、D 常数项的多元线性回归模型,并对公式(1)方程进行验证与优化。

式中:E—过滤效率,%;△P—滤嘴压降,Pa;C—滤嘴圆周,mm;δ—丝束单纤旦数,g/9×103m;L—滤嘴长度,mm;A、B、D—常数。
1.2.4 丝束物理性能试验
参照YC/T 169.1—2009[12]、YC/T 169.2—2009[13]、YC/T 169.8—2009[14]规定的方法,测试丝束的线密度、单丝线密度和丝束水分含量等指标。
1.2.5 滤棒物理性能试验
参照GB/T 5605—2011[15]规定的方法,测试滤棒的长度、圆周、压降等指标。用感量0.01 g 的电子天平称量剥离滤棒成型纸后的丝束质量,测试丝束填充量。
1.2.6 卷烟烟气分析
依 据GB/T 19609—2004[16]、GB/T 23355—2009[17]规定的方法,检测总粒相物、烟气烟碱量等指标。
2 结果与分析
2.1 细支滤棒压降模型构建
按照1.2.4 的测试方法,对表1 中的7 种二醋酸纤维丝束进行单旦、总旦及水分含量检测,按照1.2.5 的测试方法,对1.2.1 试制的63 组滤棒样品进行圆周、压降、丝束填充量数据检测,结果见表4。
构建压降与各因子间的指数方程如下:

式中:W—丝束填充量,mg/支;T—丝束总旦数,g/9×103m;b、a1、a2、a3、a4—常数。
对方程(2)两边取自然对数,令Y=In△P,X1=InC,X2=InW,X3=Inδ,X4=InT,X5=In(L/120),a0=Inb,转换为线性方程:

将表4 中的数据代入公式(3),计算Y、X1、X2、X3、X4数值(滤棒长度L 均为120 mm,X5为0),使用minitab 软件拟合多元线性回归模型,回归方程见公式(4):

表4 细支滤棒压降模型试验数据Tab.4 Experimental data of pressure drop model of slim filter rod

表4(续)

将公式(4)中的常量及各因子系数代入公式(2),构建压降与各因子模型见公式(5):

对公式(4)进行显著性检验和残差分析。显著性检验得出R-Sq 为98.2%,R-Sq(调整)为98.1%,接近R-Sq,回归模型拟合总效果较好。表5 中P 值为0.000<0.05,整体判定回归方程显著有效;表6 中常量及各因子X1、X2、X3、X4的P 值皆<0.05,说明各因子皆是显著因子。从图1 正态概率图和直方图可以看出,残差服从正态分布;从图1 拟合值的残差图可以看出,残差的标准差为常数,不随预测值而变化,未呈现出“喇叭口”形状;从图1 观测值顺序的残差图可以看出,残差点在残差为0 的横轴上下随机波动,未呈现出上升、下降等趋势,残差四合一图正常,模型不需改进。
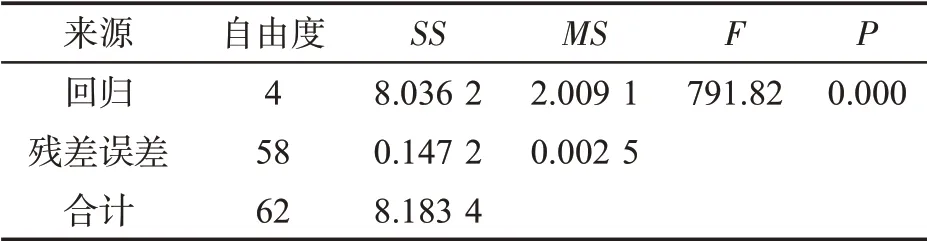
表5 细支滤棒压降回归方程显著性检验Tab.5 Significance test of regression equation for pressure drop of slim filter rod
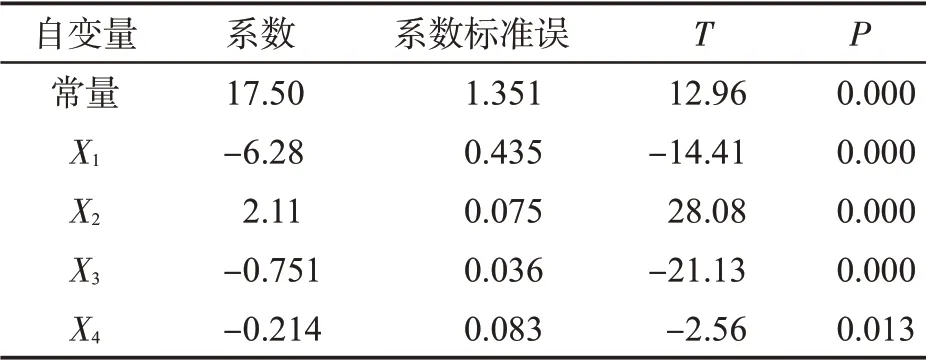
表6 细支滤棒压降模型回归系数显著性检验Tab.6 Significance test of regression coefficient for pressure drop model of slim filter rod
2.2 细支滤棒压降模型验证
按照表7 生产5 个规格滤棒,检测滤棒圆周、丝束单旦、总旦及填充量,代入公式(5)求出滤棒压降,验证模型的可靠性。从表7 中可看出,计算值与实测值差异不大,说明压降与滤棒圆周、长度、丝束单旦、总旦、填充量的模型合适。
2.3 细支滤棒丝束特性曲线绘制及分析
将表4 中7 种规格丝束16.70 mm 圆周的校正丝束量W,代入公式(5)计算对应的滤棒压降△P,将计算压降△P(Pa)作为纵坐标,校正丝束量W(mg/支)作为横坐标,制作KDF2 成型机运行速度300 m/min、滤棒长度120 mm、滤棒圆周16.70 mm的丝束特性曲线,并标出最佳成型区间,即特性曲线长度15%至50%的位置。7 种规格丝束特性曲线及最佳成型区间见图2。由图2 可知:①滤棒圆周相同、丝束单旦(6.0Y/15 000、6.0Y/17 000、6.0Y/18 000)相同时,总旦越大,滤棒压降区间越高;在同一丝束填充量下,丝束总旦越大,滤棒压降越小。②滤棒圆周相同、丝束总旦(6.0Y/15 000、8.0Y/15 000、11.0Y/15 000)相同时,单旦越大,滤棒压降区间越低;在同一丝束填充量下,丝束单旦越大,滤棒压降越小。

图1 细支滤棒压降模型Y 残差四合一图Fig.1 Y residual four in one for pressure drop model of slim filter rod
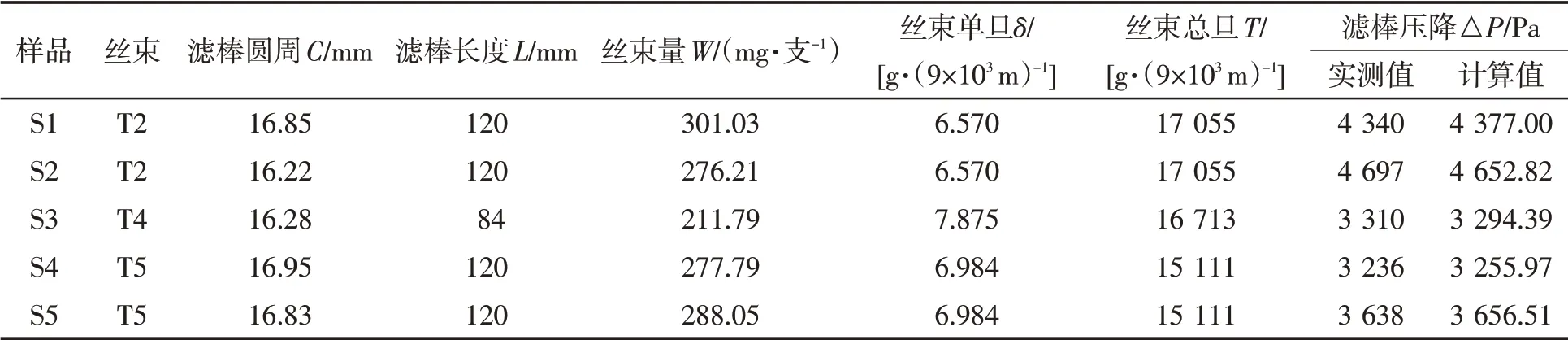
表7 细支滤棒压降模型验证样品数据Tab.7 Validation data of pressure drop model of slim filter rod
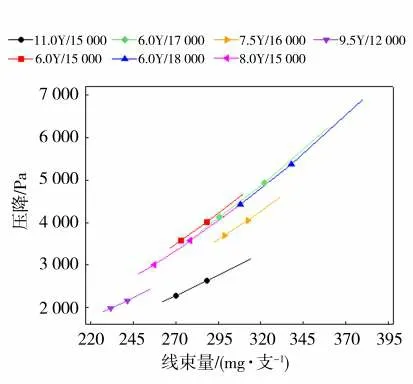
图2 细支滤棒丝束特性曲线Fig.2 Property curves of slim tows
选取6.0Y/17 000 丝束,制作KDF2 成型机运行速度300 m/min,滤棒长度120 mm,滤棒圆周分别为16.40、16.70、17.00 mm 的丝束特性曲线,并标出最佳成型区间,不同滤棒圆周6.0Y/17 000 丝束特性曲线及最佳成型区间见图3。由图3 可以看出:丝束规格相同,滤棒圆周越大,压降区间越低;在同一丝束填充量下,滤棒圆周越大,压降越小。

图3 不同滤棒圆周6.0Y/17 000 丝束特性曲线Fig.3 Property curves of 6.0Y/17 000 tows for filter rods of different circumferences
2.4 烟气过滤经验方程验证与优化
按照1.2.5 的测试方法,对1.2.3 试制的20 组卷烟样品进行滤嘴圆周、长度、压降数据检测,按照1.2.6 的测试方法,对1.2.3 试制的20 组卷烟样品进行过滤效率检测,结果见表8。
根据表8 的数据,计算△P×C4、L/δ数值,使用minitab 软件按公式(1)分别拟合总粒相物过滤效率E1、烟碱过滤效率E2的多元线性回归模型,总粒相物过滤效率经验方程见公式(6),烟碱过滤效率经验方程见公式(7)。

分别对公式(6)、(7)进行显著性检验和残差分析。显著性检验得出总粒相物过滤效率经验方程的R-Sq 为96.9%接近1,R-Sq(调整)为96.3%,接近R-Sq,烟碱过滤效率经验方程的R-Sq 为98.4%接近1,R-Sq(调整)为98.1%,接近R-Sq,回归模型拟合总效果均较好。表9 和表10 中总粒相物及烟碱过滤效率经验方程的P 值均为0.000<0.05,整体判定回归方程显著有效。表11 和表12中两个模型的常量及各因子L、△P×C4、L/δ的P 值皆<0.1,说明各因子皆是显著因子。从图4、图5正态概率图和直方图可以看出,残差服从正态分布;从图4、图5 拟合值的残差图可以看出,残差的标准差为常数,不随预测值而变化,未呈现出“喇叭口”形状;从图4、图5 观测值顺序的残差图可以看出,残差点在残差为0 的横轴上下随机波动,未呈现出上升、下降等趋势,残差四合一图正常,两个模型皆不需改进。

表8 烟气过滤经验方程试验数据Tab.8 Experimental data of empirical equation of smoke filtration

表9 总粒相物过滤效率回归方程显著性检验Tab.9 Significance test of regression equation for TPM removal efficiency

表10 烟碱过滤效率回归方程显著性检验Tab.10 Significance test of regression equation for nicotine removal efficiency

表11 总粒相物过滤效率回归系数显著性检验Tab.11 Significance test for regression coefficient of TPM removal efficiency
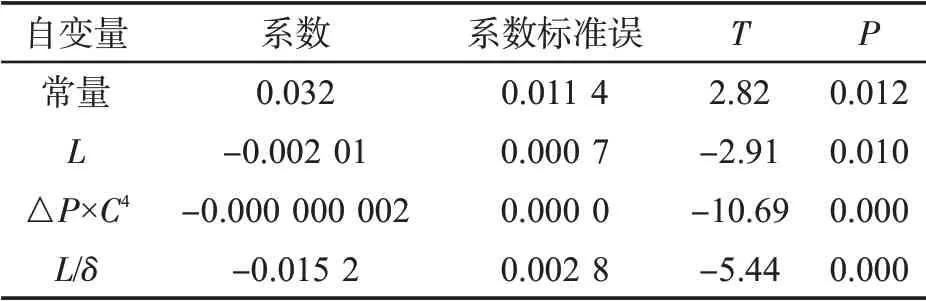
表12 烟碱过滤效率回归系数显著性检验Tab.12 Significance test for regression coefficient of nicotine removal efficiency
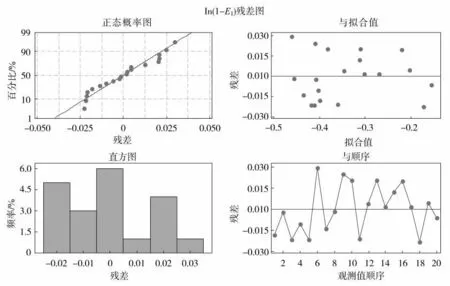
图4 总粒相物过滤效率残差四合一图Fig.4 TPM removal efficiency residual four in one

图5 烟碱过滤效率残差四合一图Fig.5 Nicotine removal efficiency residual four in one
3 结论
构建了细支滤棒压降与圆周、长度、丝束单旦、总旦、填充量的模型,以及细支卷烟总粒相物、烟碱过滤效率经验方程,绘制了细支滤棒丝束特性曲线。细支滤棒圆周相同、丝束单旦相同时,丝束总旦越大,滤棒压降区间越高;在同一丝束填充量下,丝束总旦越大,滤棒压降越小。滤棒圆周相同、丝束总旦相同时,单旦越大,滤棒压降区间越低;在同一丝束填充量下,丝束单旦越大,滤棒压降越小。丝束规格相同,滤棒圆周越大,压降区间越低;在同一丝束填充量下,滤棒圆周越大,压降越小。
根据上述研究结论,综合考虑卷烟设计需求、滤棒质量符合性、滤棒生产经济性,按如下步骤进行丝束选型:①初步确定滤棒技术指标要求和丝束规格范围。丝束单旦、滤嘴长度、圆周、压降对烟气过滤效率产生直接影响,围绕卷烟设计要求,综合考虑设备资源等其他因素,确定滤嘴圆周及长度、过滤效率范围,再将滤嘴圆周、长度及过滤效率代入烟气过滤经验方程,初步计算得出丝束单旦及滤嘴压降的范围,如需细支卷烟过滤效率高,可选择滤嘴长度长、滤嘴压降高、丝束单旦小的滤棒,同时应考虑压降过高会带来感官评价不佳的情况。②筛选合适丝束规格。依据步骤1 得出的滤嘴长度值,综合考虑设备资源等因素,确定滤棒长度值;根据步骤1 初定的丝束单旦范围,对照现有丝束规格表,列出符合要求的丝束规格,将滤棒圆周、长度、丝束单旦、总旦代入滤棒压降模型,以丝束填充量为横坐标,滤棒压降为纵坐标,作出不同丝束的特性曲线图。在丝束特性曲线图中标记步骤1 初定的压降范围,优选压降落于特性曲线最佳成型区间的丝束(即特性曲线长度的15%至50%)。同时,综合考虑丝束填充量、滤棒硬度、压降稳定性等因素,最终筛选合适的丝束规格。③滤棒试制。将确定的滤棒压降、长度、圆周和丝束单旦、总旦,代入细支滤棒压降模型中,得到丝束填充量,估算出滤棒质量,进行滤棒试制。
猜你喜欢
——基于波特五力模型理论的视角
现代工业经济和信息化(2023年8期)2023-10-23 03:10:46
设备管理与维修(2022年21期)2022-12-28 07:34:02
科技创新与应用(2022年21期)2022-07-19 12:05:52
江苏安全生产(2022年12期)2022-02-06 02:43:28
科技与创新(2020年16期)2020-11-29 07:07:39
新商务周刊(2017年17期)2017-12-24 14:47:19
设备管理与维修(2015年2期)2015-12-25 01:49:36
人间(2015年34期)2015-12-10 07:36:50
湖南工业大学学报(2014年1期)2014-05-06 06:36:36
中国造纸(2014年1期)2014-03-01 02:10:11