PROTOS2-2 卷接机组烟条分离轮的改进设计
2019-06-04 03:02:30杜坤艳程卫民张颖靓
烟草科技 2019年5期
杜坤艳,康 瑛,孙 斌,程卫民,张颖靓
中烟机械技术中心有限责任公司,上海市浦东新区金海路1000 号 201206
PROTOS2-2 卷接机组是德国HAUNI 公司生产的超高速卷接设备,生产能力16 000 支/min,具有自动化程度高、运行稳定可靠等特点,在卷烟生产企业得到广泛应用。烟条分离轮是PROTOS2-2机组的关键部件之一,其作用是将被分切成两段的烟条在轴向上分离,并在分开的烟条中加入一段双倍长滤嘴段[1]。实际生产中烟条分离轮通过凸轮控制内、外排烟条的移动,当烟支滤嘴长度规格变化时需要更换相应规格的凸轮,费时费力,影响生产效率。近年来随着烟草行业柔性化生产要求越来越高,针对PROTOS2-2 已进行了大量研究和改进。程卫民等[2]改进了超高速型卷接机组的调头轮,并采用独立伺服电机代替齿轮传动,减小了传动系统磨损,降低了设备运行噪声;龚佳伟等[3]设计了超高速卷接机组滤嘴接装机鼓轮驱动系统,为国产卷烟机鼓轮全伺服化提供了理论和实验依据;杜坤艳等[4]研究了利用傅里叶级数设计烟支分离轮凸轮的方法;潘恒乐等[5]改进了PROTOS2-2 的循环风机,降低了流化床的空气温度;刘为刚等[6]研制了一种搓接鼓轮自动清洁装置,减少了设备停机次数,提高了设备运行效率;王永峰等[7]改进了磨刀装置,提高了烟支滤嘴切口质量;孙斌等[8]设计了一种接装纸喷胶装置,提高了接装纸上胶质量;童斌等[9]设计了ZJ116 卷接机组烟条分离轮专用工装,提高了装配效率;陈啸[10]对一种无凸轮分离轮的工作原理进行了分析。但对于PROTOS2-2 烟条分离轮的改进设计则鲜见报道。为此,在不改变卷接机组结构的前提下,对PROTOS2-2 烟条分离轮进行改进设计,以期实现烟支滤嘴长度规格的快速更换,节约生产时间,提高工作效率。
1 问题分析
PROTOS2-2 机组烟条分离轮是在内部设置两个端面凸轮,分别控制内、外排烟条的移动,其结构见图1。内凸轮1 通过推杆驱动外排滑座4,外凸轮2 通过推杆驱动内排滑座3。实际应用表明,这种类型的鼓轮其内部凸轮需要润滑油进行润滑,存在漏油风险,容易造成烟条污染,甚至出现因润滑效果不佳导致凸轮烧坏等现象,设备维护难度较大。此外,现有滤嘴接装机的烟条分离轮只适用于生产单一规格滤嘴卷烟,当需要生产不同规格滤嘴(比如长度不同)卷烟时,则必须更换相应规格的凸轮,影响生产效率。因此,设计一种不需要更换零件即可实现烟支滤嘴长度规格快速调整的烟条分离轮是本研究中的关键。
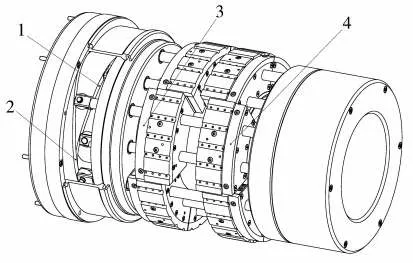
图1 改进前PROTOS2-2 机组烟条分离轮结构图Fig.1 Structure of tobacco rod separating drum in PROTOS2-2 cigarette maker before modification
2 设计方法
2.1 改进后烟条分离轮结构
改进后烟条分离轮主要由摆动盘、内外排滑块、约束滑块、调整机构等部分组成,见图2a。由于烟条分离轮左右对称,图2a 中只标出了部分外排零件。改进后烟条分离轮沿圆周均匀分布12 个外排滑块4,每个滑块上均设置2 个烟槽,烟槽之间的周节距为12π,与PROTOS2-2 原结构保持一致。连杆3 两端通过关节轴承连接滑块底部与摆动盘15 外圈,当驱动轴带动分离轮轮体旋转时,由于摆动盘15 倾斜一定角度,旋转的摆动盘带动滑块沿两根导杆做往复运动。为保证滑块与摆动盘外圈在圆周方向上相对位置保持稳定,内外排滑块4、5 需要在同一根导杆上分别设置一个约束滑块2,约束滑块2 同样通过关节轴承与摆动盘外圈连接。
图2b 可见,在鼓轮内部旋转轴方向上对称设置两个摆动盘9、15,摆动盘内圈10、14 的上端通过铰链固定在机架上,下端分别设置内外排调整机构11、13,摆动盘外圈8、16 分别通过连杆3、6 与内外排滑块连接,摆动盘外圈可以绕内圈旋转。内排调整机构11 由构件a 和构件b 组成,构件a 与构件b 构成移动副;外排调整机构13 由构件c 和构件d 组成,构件c 与构件d 构成移动副。构件a 和构件c 具有旋转方向相反的螺纹,构件b 和构件d分别与摆动盘内圈10、14 构成回转副。调整丝杆12 两端具有旋转方向相反的螺纹,与机架构成回转副,并分别与构件a 和构件c 构成螺旋副。约束滑块2、7 分别与导杆1 构成圆柱副,约束摆动盘外圈与内外排滑块4、5 在圆周方向上的相对位置。当鼓轮旋转时,导杆1 带动摆动盘外圈旋转,外圈通过连杆带动内外排滑块4、5 沿导杆1 做往复运动,使吸附于内排滑座及外排滑座上且对齐的两列烟条在轴向上分离并形成一定距离。
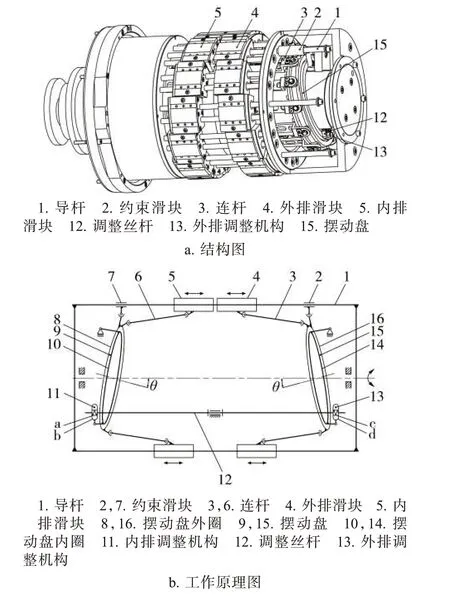
图2 改进后烟条分离轮结构和工作原理图Fig.2 Structure and working principle of modified tobacco rod separating drum
2.2 分离行程快速调整方法
当滤嘴长度发生变化时,必须对内外排滑块4、5 的分离行程进行调整。当旋转调整丝杆12时,由于调整丝杆分别与构件a 和构件c 构成螺旋副,构件a 会有沿调整丝杆12 轴向往外或者往内移动的趋势。此外,由于构件a 与构件b、构件c 与构件d 构成移动副,构件b 和构件d 分别与摆动盘内圈10、14 构成回转副,这种移动趋势会驱动回转副转动,确保构件a 和构件c 同时满足螺旋副与移动副的运动要求,进而带动整个摆动盘产生偏转,实现分离行程的快速调整。
2.3 摆动盘
改进后烟条分离轮的核心部件是左右对称布置的摆动盘,其作用是带动滑块沿导杆做往复运动,所以运转时摆动盘内部的轴承承受双向轴向载荷。研究发现,双列角接触球轴承可承受双向轴向载荷,但是体积较大,因分离轮内部空间有限,故无法采用双列角接触球轴承。四点角接触球轴承是径向单列角接触球轴承,其滚道主要用来支撑作用于两个方向上的轴向载荷和径向载荷;四点角接触球轴承为分离式设计,即带有滚球和保持架组件的外圈可分别安装在两个内圈半环上,与双列角接触球轴承相比,四点角接触球轴承占用空间较小。分析可见,采用四点角接触球轴承可以满足分离轮的运动条件和空间布局要求。根据分离轮的整体结构尺寸,选用型号为L18SG600.2RSD 的FAG 四点角接触球轴承,内径d=152.4 mm,外径D=171.45 mm,宽度B=12.7 mm。
摆动盘结构见图3。固定件1、旋转件2 和轴3构成一个铰链机构,旋转件2 可沿轴3 绕固定件1旋转。固定件1 固定在配气座上,摆动盘内圈6 上端固定在旋转件2 上;摆动盘内圈6 下端固定在外排调整机构9 上。调整丝杆10 两端带有反向螺纹,分别与外排调整机构9 和内排调整机构的螺纹连接。
调整机构结构见图4。支架3 通过螺钉固定在摆动盘内圈上,活动件1 既可以沿导向轴2 进行平面平移,也可以与导向轴2 一起旋转,且活动件1 上的螺纹与调整丝杆连接。当需要改变滤嘴长度规格时,只需旋转调整丝杆,活动件1 即可沿调整丝杆外移或者内移,同时图3 中的旋转件2 绕轴3 旋转,摆动盘外圈则带动滑块沿导杆轴向移动,实现分离行程的快速调整。
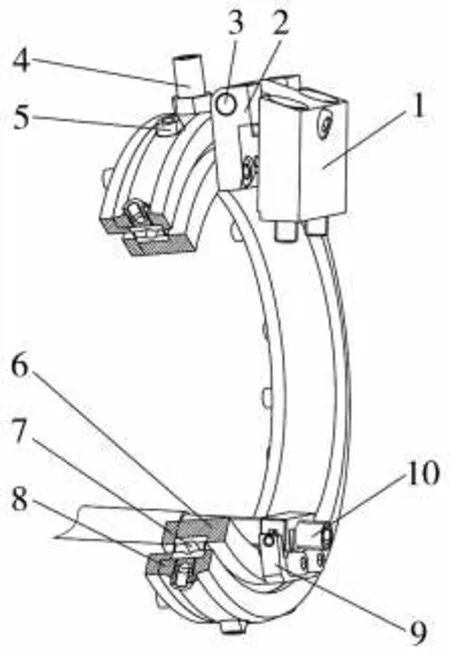
图3 摆动盘结构图Fig.3 Structure diagram of swing plate

图4 调整机构分解图Fig.4 Decomposition chart of adjustment mechanism
2.4 主要尺寸关系

图5 改进后烟条分离轮主要尺寸关系Fig.5 Main dimension relationships of modified tobacco rod separating drum
改进后烟条分离轮主要尺寸关系见图5。以中心面与墙板的距离A=230 mm 为设计基准,滑块运动空间长度B、滑块最大分离行程C 和滑块长度D 必须满足B >C+2×D ,为使分离行程最大化,在保证机构不干涉的前提下应尽量减小E。根据分离轮内部空间要求,连接滑块和摆动盘的关节轴承型号为GE6E,内径d=6 mm,外径D=14 mm,厚度B=6 mm,额定倾角a=13°。为保证分离轮正常运转,关节轴承的倾角必须小于13°。
采用三维软件CREO 建模并进行仿真,根据上述关系选取最优尺寸值,得到摆动盘偏转角度θ与滑块分离行程D 及上下端关节轴承倾角的关系,见表1。运用MATLAB 对摆动盘偏转角度θ和滑块分离行程进行线性拟合,可得D=6.65×θ+3.6,即摆动盘每偏转1°,滑块的分离行程改变6.65 mm。由表1 可知,当摆动盘偏转角度θ为极限值13°时,下端关节轴承倾角为12.72°,小于额定倾角;上端关节轴承倾角为13.33°,大于额定倾角。为保证分离轮正常运转,摆动盘最大偏转角度设定为12°,此时上下端关节轴承的倾角均在额定范围内,此时分离轮的分离行程为83.6 mm。
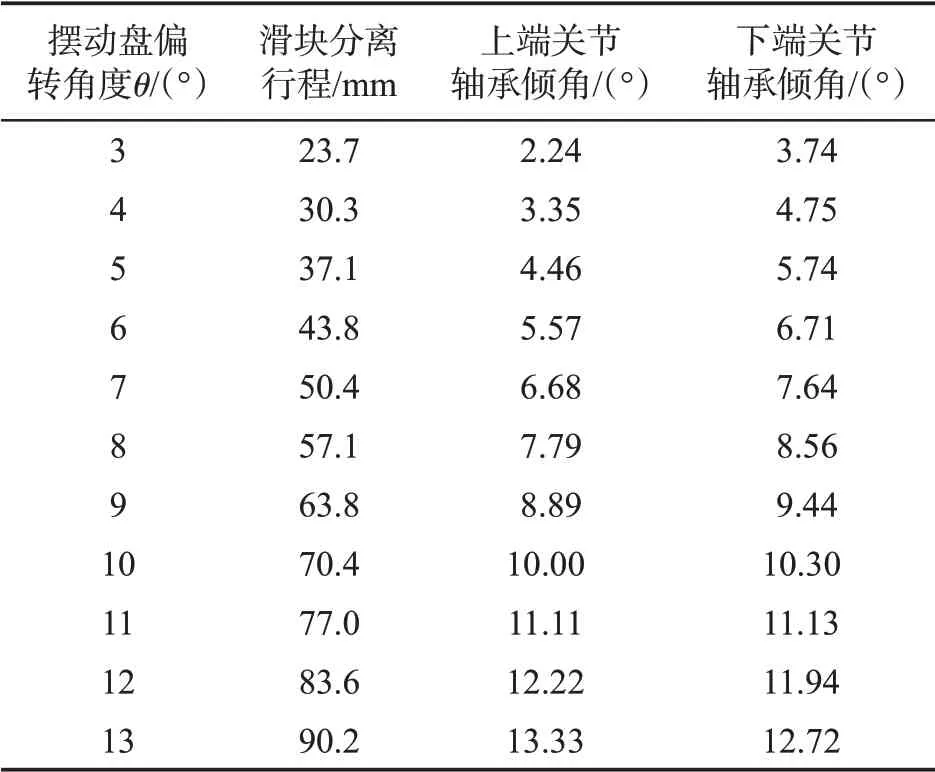
表1 摆动盘偏转角度与滑块分离行程及上下端关节轴承倾角的关系Tab.1 Relationships of deflection angle of swing plate with separating stroke of slide blocks and inclination angles of top and bottom joint bearings
3 应用效果
3.1 试验设计
材料:滤嘴长度25 mm 卷烟(常德烟草机械设备有限责任公司提供)。
设备:ZJ116A 卷接机组(PROTOS2-2 国产型号,常德烟草机械设备有限责任公司)。
测试方法:将改进后的烟条分离轮在ZJ116A卷接机组上进行测试。①静态测试。用5 mm 内六角扳手旋转调整丝杆,记录最大分离行程;②卷接机组空载测试。分别设置分离轮分离行程为36,56 和76 mm,机组运行速度为14 000 支/min,运行时间不低于45 min,对机构干涉、噪声等情况进行测试。
3.2 数据分析
静态测试结果表明,改进后烟条分离轮能够实现分离行程的快速调整,最大分离行程为83.6 mm,能够满足目前国内大部分卷烟品牌(常规滤嘴长度为25 mm,一般不超过35 mm)的生产需求。空载测试结果(表2)表明,3 种分离行程的测试值与设定值误差均<0.3%,且改进后分离轮运行平稳、无撞击,噪声<85 dB(A),符合GB/T 50087—2013[11]工业企业噪声控制设计规范要求。生产的烟条外观无褶皱、无挤压,符合GB 5606.3—2005[12]工艺规范要求。

表2 烟条分离轮分离行程测试结果Tab.2 Test results of separating stroke of tobacco rod separating drum
4 结论
采用摆动盘技术设计的烟条分离轮不再采用凸轮机构,通过相对于分离中心面对称设置于轮体内部的摆动盘来控制滑块的分离行程,在不改变卷接机组结构的前提下,实现了烟支滤嘴长度规格的快速调整,有效减轻了劳动强度,提高了生产效率。以ZJ116A 卷接机组为对象进行测试,结果表明:烟条分离轮最大分离行程为83.6 mm,能够满足国内卷烟企业的生产需求;在14 000 支/min 运行速度下生产滤嘴长度25 mm 卷烟时,3 种分离行程的测试值与设定值误差均<0.3%,分离轮运行平稳、噪声低,生产的烟条外观无褶皱、无挤压,符合工艺规范要求。该技术同样适用于PROTOS 90E、1-8 等使用凸轮机构的卷接机组,以提升设备智能化、柔性化水平。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
哈尔滨轴承(2022年1期)2022-05-23 13:13:02
哈尔滨轴承(2022年1期)2022-05-23 13:13:00
江苏安全生产(2022年12期)2022-02-06 02:43:28
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
设备管理与维修(2015年2期)2015-12-25 01:49:36
轴承(2014年12期)2014-07-21 09:35:20
中国造纸(2014年1期)2014-03-01 02:10:11
中国质量与标准导报(2014年12期)2014-02-28 22:26:34
化工生产与技术(2014年6期)2014-02-27 13:42:09