
低强度间歇超声处理对水稻秸秆厌氧发酵的影响
2019-06-04 01:55向天勇袁小利程辉彩张无敌董仁杰单胜道张昌爱
浙江科技学院学报 2019年3期
向天勇,袁小利,程辉彩,张无敌,董仁杰,单胜道,张昌爱
(1.嘉兴职业技术学院 农业与环境学院,浙江 嘉兴 314036;2.浙江科技学院 环境与资源学院,杭州 310023;3.河北省科学院 生物研究所,石家庄 050081;4.云南师范大学 能源与环境科学学院,昆明 650500;5.中国农业大学 工学院,北京 100083)
厌氧发酵是秸秆无害化处理和循环利用的有效方式。由于秸秆原料流动性差,高浓度发酵过程中容易出现结壳现象,严重影响料液的传质作用,从而影响产气率。生产中主要通过机械搅拌的方式加以解决,但能耗较高、维修困难。超声波的空化作用及机械传质作用在生物工程中已得到广泛应用[1-4]。低频超声波产生有规律而和缓的空化泡,并以非线性的方式在媒质中循环震荡。这个过程主要发生在界面层、膜或细胞壁附近以及细胞液内,促进反应底物进入酶生物催化剂的活性部位及产物进入介质中的传质作用,还可以减少次生代谢产物积累对微生物代谢的抑制作用,促进代谢产物的合成,从而增强微生物的活性、加速细胞的生长和生物反应速率[1]15。同时,超声波所形成的空化泡在破裂时产生强烈冲击可有效提高固体中可溶物的溶出速度,并产生类似于“沸腾”的搅拌作用[2]。因此,超声处理技术在秸秆厌氧发酵过程中具有良好的应用前景。
邹书珍等[5]研究了超声波预处理对牛粪与玉米秸秆混合厌氧发酵的影响,结果显示,超声波预处理改变了发酵初始环境之间的相互关系和发酵过程环境的主要影响因素,使发酵系统更加稳定,从而提高产气量。赵楠等[6]研究了超声波联合NaOH预处理小麦秸秆与猪粪混合厌氧发酵特性,结果显示超声波单独预处理可提升产气效果,当NaOH质量分数为6%,超声处理时间为60 min,超声波频率为360 kHz,固液质量比为1∶12时,累积产气量比稀碱法单独预处理的最优方案提高了31.9%。陈岩[7]研究了超声波预处理和搅拌强度对秸秆发酵产沼气的影响,结果表明,超声波预处理能够改变秸秆内部微观结构,提高产气量、产气效率和沼气中CH4含量,达到最大日产气量的时间提前,发酵液的COD浓度降低。杨朝勇等[8]采用超声波预处理污泥,并与牛粪按一定比例混合发酵,结果表明,超声波预处理可以将产气高峰提前,提升产气速率,从而大幅提升了原料的产气潜力。辛岳凤等[9]利用单/双频以及稀碱预处理探讨对玉米秸秆厌氧消化性能的影响,得出双频超声波联合稀碱预处理玉米秸秆厌氧发酵可提高沼气产量、甲烷产量以及缩短厌氧消化时间。已有的报道主要集中在超声波对原料预处理的影响方面,而在厌氧发酵过程中超声处理对促进微生物生长和提高产气速率的影响及规律研究还不够深入。为了进一步探索超声波在秸秆厌氧发酵过程中的作用和影响规律,笔者通过超声处理强度和单次超声处理时间对厌氧微生物生长发育、可溶物溶出度的影响进行研究,得出厌氧发酵过程中超声波声强、单次超声处理时间的有效范围。在此基础上,利用正交试验分析超声处理强度、作用时间和时间间隔对秸秆厌氧发酵产气量和沼气中CH4含量的影响规律,以优化超声波处理工艺,并通过对比试验加以验证。
1 材料与方法
1.1 材 料
水稻秸秆采自嘉兴市城郊,105 ℃烘干粉碎,过30目筛,密封保存。沼气发酵菌种采自嘉兴市植物园沼气池,池龄4年,以羊粪、树叶等为主要原料,产气状况良好。细菌生长培养基采用巯基乙酸酯培养基(PM1301)。
1.2 试验装置

1—取样口;2—恒温水出口;3—水浴夹层;4—厌氧发酵罐;5—超声波发生器;6—恒温水进口;7—沼气集气罐;8—水封。图1 试验装置示意Fig.1 Schematic diagram of experimental device
试验采用自制的恒温厌氧发酵装置,如图1所示。厌氧罐容积5.2 L,采用夹层有机玻璃,可通入恒温水以保证一定的发酵温度;下部采用ZQ6-180GR超声波清洗机(上海争巧科学仪器有限公司,功率180 W,30%~100%可调;频率40 kHz;超声波工作时间0~99 min可调),作为超声波发生器;集气罐采用水封的方式,可通过测量气体高度计算产气体积。
1.3 试验方法
1.3.1 主要指标的选择、控制及检测方法
1.3.1.1 发酵温度 解竞和王芬等[10-11]利用超声波对污泥进行处理,得出37 ℃中温条件对发酵产酸是有利的。结合目前中温发酵的实际,试验采用的反应温度为37 ℃。
1.3.1.2 超声处理声强 前期研究表明杀菌所用的声强最低要大于1.0 W/cm2。根据孙悦等[12]的研究结果,试验选取超声处理声强范围在1.2 W/cm2以下。试验中,单次超声处理时间及时间间隔由电子延时开关控制。甲烷含量用ZS-2型沼气气体成分分析仪测定。
1.3.2 试验设计
利用巯基乙酸酯培养基接种质量分数为1%沼液,37 ℃培养,其间调整超声处理声强为0、0.2、0.4、0.6、0.8、1.0、1.2 W/cm2,频率40 kHz,每间隔50 min超声处理10 min,24 h后以未接种菌体的液体培养基作为空白对照,在波长600 nm处测定吸光度值[12],若出现吸光度值超出有效检测范围的情况,则用未接种菌体的液体培养基稀释后测量。分析超声处理声强对厌氧微生物生长的影响,找出有利于微生物生长的适宜声波强度。在该强度下,改变超声处理时间,采用单次超声处理时间为0、5、10、15、20、25、30 min,每次间隔50 min,37 ℃培养24 h后在波长600 nm处测定吸光度值,分析单次超声处理时间对厌氧微生物生长的影响。
称取10 g稻草粉,加入400 mL蒸馏水,利用500 mL玻璃烧杯,在上述试验所得声波强度下,分别超声处理0、5、10、15、20、25、30 min,定量滤纸抽滤,用蒸馏水洗至无色,将滤纸连同稻草粉在105 ℃烘干称重,减去滤纸重量得到溶出后稻草粉的重量,分析超声处理时间对稻草溶出率的影响。
以稻草粉为碳源,尿素为氮源,调整碳氮比为25∶1,用新鲜沼液接种。控制最终发酵液中稻草粉的质量分数为6%,接种量为10%。在上述试验基础上,设计超声处理声强、单次超声处理时间及时间间隔三因素三水平组合,采用正交试验法研究超声处理声强、单次超声处理时间及时间间隔组合对50 d产气量和CH4平均含量的影响,得出超声处理声强、单次超声处理时间及时间间隔参数的优化组合。
采用优化的工艺参数组合按上述方法进行秸秆发酵,以不加超声处理为对照,每天测定产气量和沼气中CH4含量,对比分析低强度超声间歇处理对秸秆厌氧发酵的影响。
2 结果及分析
2.1 超声处理强度和单次超声处理时间对厌氧微生物生长发育的影响
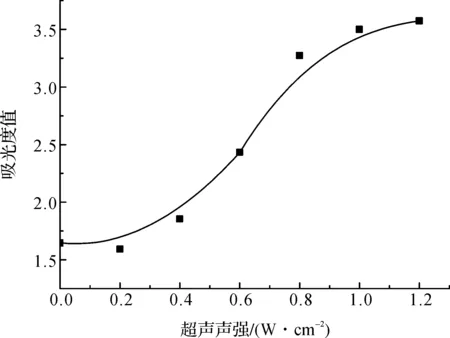
图2 超声处理声强对厌氧微生物生长发育的影响Fig.2 Effects of ultrasound treatment intensity on growth and development of anaerobic microorganisms
厌氧微生物生长发育良好是高效率发酵的基础。利用巯基乙酸酯培养基,采用超声处理声强为0、0.2、0.4、0.6、0.8、1.0、1.2 W/cm2,每间隔50 min超声处理10 min,24 h后培养液在波长600 nm处测定的吸光度值如图2所示。在1.2 W/cm2的声强以下,随着声强的加大,培养液的吸光度值增加,尤其在0.4 W/cm2后增加明显,在0.8 W/cm2时接近最大,这表明该强度范围内超声波对厌氧微生物的生长发育具有促进作用。当声强达到0.8 W/cm2后,超声波对厌氧微生物生长的促进作用减弱,但在声强达到1.2 W/cm2时,仍然未见到超声波对厌氧微生物生长的抑制作用,这证明厌氧微生物对超声波具有较强的耐受能力。
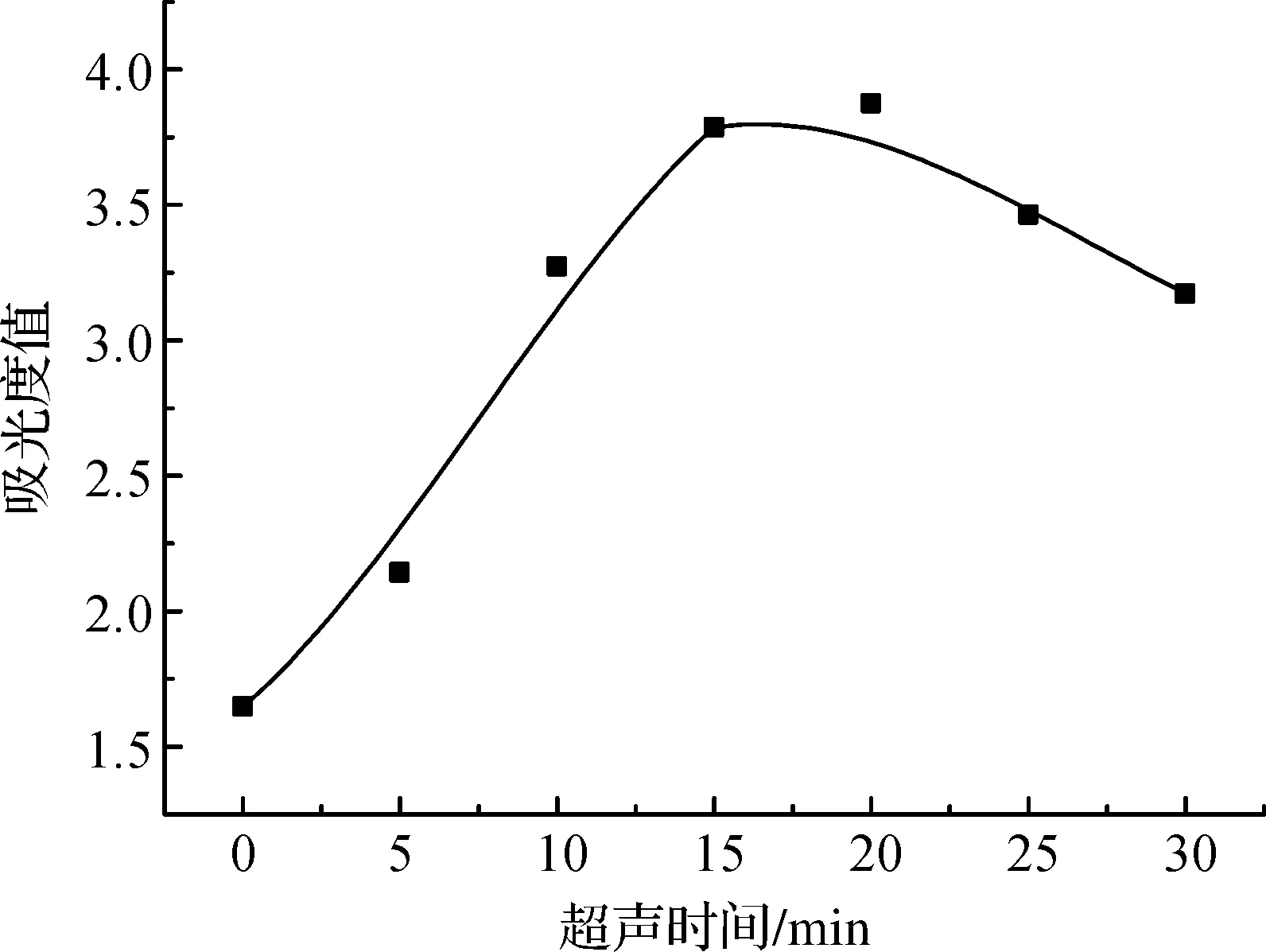
图3 超声处理时间对厌氧微生物生长发育的影响Fig.3 Effects of ultrasound treatment time on growth and development of anaerobic microorganisms
在0.8 W/cm2的超声波强度下,单次超声处理时间为0、5、10、15、20、25、30 min,每次间隔50 min,37 ℃培养24 h后在波长600 nm处测定的吸光度值如图3所示。结果显示,在20 min以内,超声处理时间越长,超声波对厌氧菌的生长越有利;进一步延长超声处理时间,指标逆转。超声处理时间达到15 min后,超声处理对菌体生长的促进作用减弱。这与Huang等[13]的研究结果一致。
2.2 超声处理时间对稻秸溶出率的影响
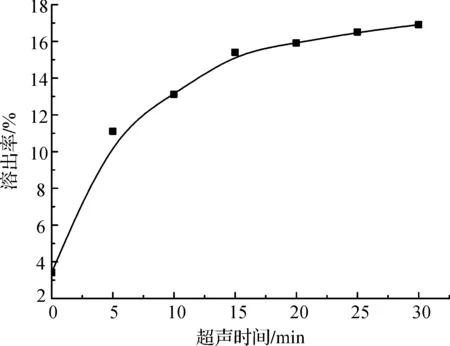
图4 超声处理时间对稻秸溶出率的影响Fig.4 Effect of ultrasound treatment time on rice straw dissolution rate
超声波处理是目前促进生物提取的有效手段之一。在0.8 W/cm2的超声波强度下,超声处理稻草粉溶液0、5、10、15、20、25、30 min,通过溶出后稻草粉的重量计算稻草粉的溶出率,结果如图4所示。结果显示,随着超声处理时间的延长,稻草可溶物的溶出率从3.4%逐渐提高到16.9%,这证明超声处理可加速稻草粉内容物的溶出。当超声处理时间达到15 min后,稻草粉的溶出率增加变缓,这可能与前期稻草粉可溶物被大量溶出有关。
2.3 超声处理声强、单次超声处理时间及时间间隔组合对50 d总产气量和CH4含量的影响
根据上述研究结果,选取超声处理声强为0.6、0.8、1.0 W/cm2,单次超声处理时间为10、15、20 min,超声处理时间间隔为30、50、70 min,设计三因素三水平的正交试验进行厌氧发酵试验研究。经过50 d的厌氧发酵,各试验组的产气量及CH4含量如表1所示。
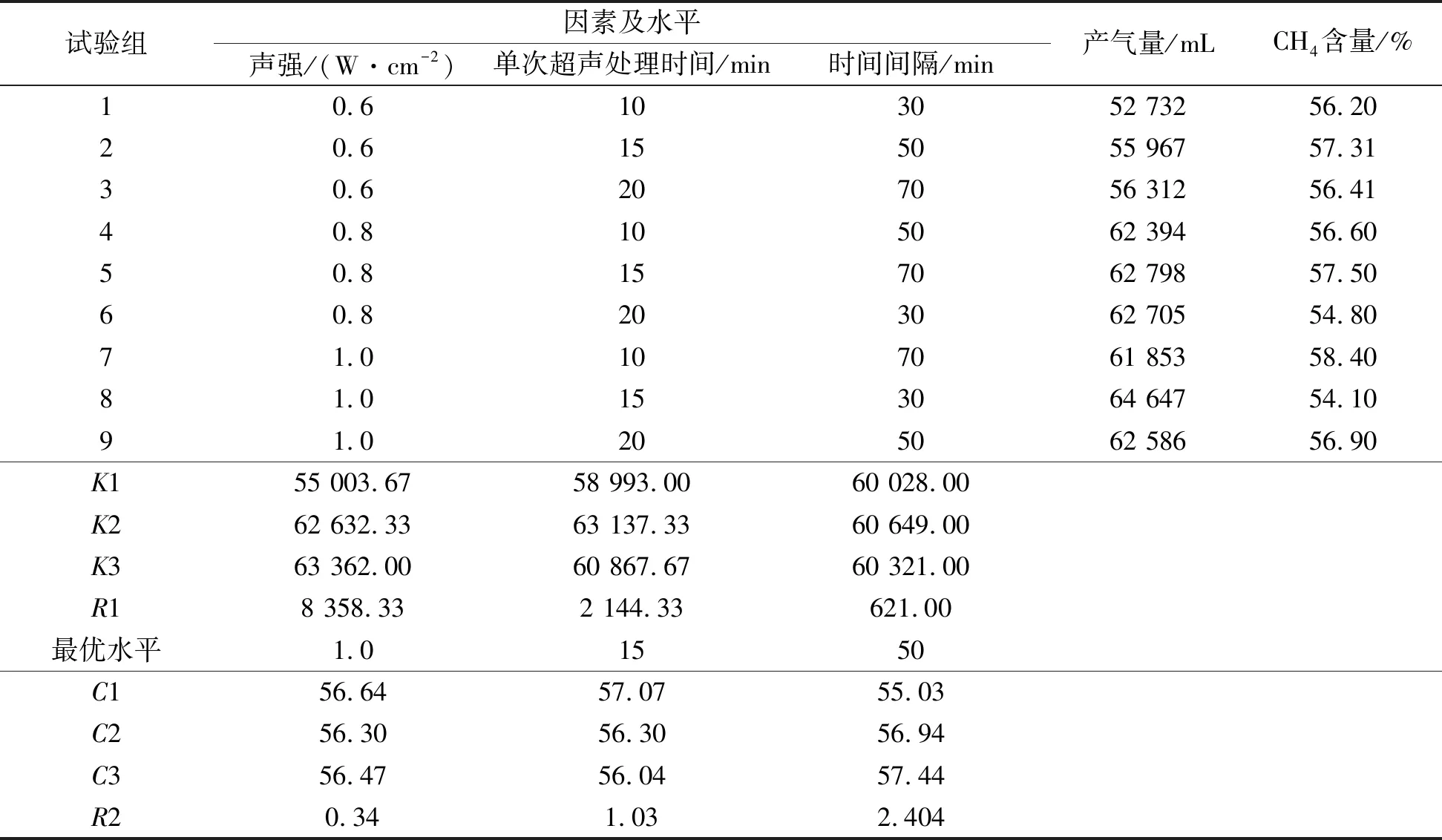
表1 超声处理声强、单次超声处理时间及时间间隔组合对产气量的影响Table 1 Effect of combination of ultrasound intensity, single ultrasound treatment time and time interval on gas production
对表1中各组试验所得产气量平均值(K)的分析显示,对秸秆厌氧发酵的影响,超声处理声强>单次超声处理时间>超声处理时间间隔,超声处理声强对产气量的影响达到了显著的程度(P>0.5),其他因素的影响未达到显著性程度。超声处理声强在1.0 W/cm2以内,随着声强的增加,平均产气量显著增加,这与声强对厌氧微生物生长发育的影响一致,超声波可通过促进厌氧微生物的生长提高产气量;单次超声处理时间也与上述结果基本上一致,但单次超声处理20 min的试验组平均产气量低于15 min组,这可能与厌氧发酵持续时间更长有关(在细菌培养试验中仅处理了24 h);超声处理时间间隔对产气量的影响最小,在50 min达到最大,这证明保证适宜的超声处理时间间隔对提高产气量有利。
对表1中各组试验所得CH4含量平均值(C)的分析显示,超声处理声强、单次超声处理时间及时间间隔对秸秆厌氧发酵产气的CH4含量影响不大,CH4含量保持在56%~57%左右变化。综合上述分析,超声处理声强、单次超声处理时间及时间间隔的最优组合为超声处理强度1.0 W/cm2、单次超声处理时间15 min和超声处理时间间隔50 min。
2.4 低强度间歇超声处理对秸秆厌氧发酵日产气量和沼气中CH4含量的影响
采用超声处理强度1.0 W/cm2、单次超声处理时间15 min、超声处理时间间隔50 min的优化组合进行秸秆的厌氧发酵,以不加超声处理为对照,统计日产气量和沼气中CH4含量,结果如图5、图6所示。图5显示处理组与对照组的秸秆厌氧发酵产气过程相似,都有两个产气高峰,但超声处理组的产气高峰比对照组提前4~5 d,这与邹书珍等[5]的研究结果一致。
超声处理对产气的CH4含量影响不大(图6),这与前面正交试验的结果一致。在第一个产气高峰,CH4含量较低,在50%以下,这对生产意义不大。在发酵进行到10 d以后,CH4含量基本上维持在55%以上,直到第40 d,CH4含量开始逐渐降低。第二个产气高峰的CH4含量和产气量基本上同步增高,是主要的产CH4时期。统计总产气量,500 g稻草粉超声处理厌氧发酵50 d产气量可达67 350 mL,比对照组提高24.48%。考虑沼气中CH4含量,比对照组提高25.92%。结合上述研究结果,超声处理可通过促进厌氧菌的生长、加速秸秆养分的溶出、改善发酵液的传质作用,从而提高产气效率。这与邹书珍[5]、孙庆瑶等[14-16]的研究结果一致。
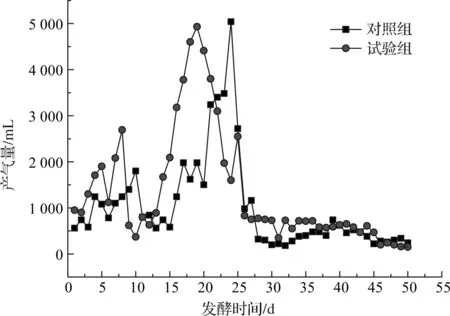
图5 低强度间歇超声处理对秸秆厌氧发酵产气量的影响Fig.5 Effect of low intensity intermittent ultrasound treatment on gas production of anaerobic fermentation of straw
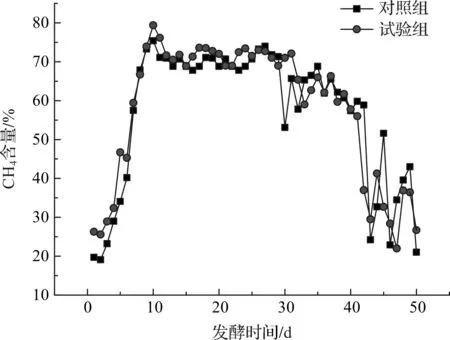
图6 低强度间歇超声处理对秸秆厌氧发酵产气CH4含量的影响Fig.6 Effect of low intensity intermittent ultrasound treatment on CH4 content in gas produced by anaerobic fermentation of straw
3 结 论
本文研究了超声处理对厌氧微生物生长发育、可溶物溶出度的影响,以及超声处理强度、单次超声处理时间及时间间隔对秸秆厌氧发酵产气量和沼气中CH4含量的影响,得出以下主要结论:
1)1.2 W/cm2的声强以下,增加超声波声强可促进厌氧微生物的生长发育,但当声强达到0.8 W/cm2后,超声波对厌氧微生物生长的促进作用减弱;适度的超声处理时间对提高生物量的效果较好,但长时间的超声处理会抑制细菌的生长;0.8 W/cm2、30 min的超声处理,秸秆的溶出率可提高13.5%。
2)优化的超声处理工艺参数为超声处理强度1.0 W/cm2、单次超声处理时间15 min、超声处理时间间隔50 min。从整个发酵过程来看,超声处理未带来CH4含量的显著变化,但使产气高峰提前4~5 d,同时可提高总产气量24.48%,提高CH4产量25.92%。超声处理可通过促进厌氧菌的生长、加速秸秆养分的溶出、改善发酵液的传质作用来提高产气效率。
猜你喜欢
煤气与热力(2021年12期)2022-01-19
贵州农业科学(2021年7期)2021-09-13
天津建设科技(2020年5期)2020-11-12
新传奇(2020年40期)2020-10-23
Defence Technology(2019年6期)2020-01-07
意林·全彩Color(2019年8期)2019-11-13
小天使·五年级语数英综合(2019年6期)2019-06-27
现代农业科技(2018年22期)2018-01-15
发明与创新·大科技(2017年8期)2017-08-17
领导文萃(2017年10期)2017-06-05
