马钢9#高炉炉况失常分析与处理
2019-06-03 07:25刘广州孙树峰
安徽冶金科技职业学院学报 2019年2期
刘广州,孙树峰
(1. 马钢采购中心;2.马钢炼铁总厂 安徽马鞍山 243000)
9#高炉于2015年1月10日整修后开炉,有效容积为420 m3,开炉以后炉况稳定顺行,2017年4月份开始高炉出现崩滑料、管道气流等现象,压量关系不适应,产量下降,且炉顶成像模糊不清,边缘无气。初期采取了退负荷、控冶强、调装料制度等一系列措施,但效果并不理想,高炉顺行状况没有得到改善,随后立即组织技术力量分析原因并采取措施进行调整。7月后期,高炉逐步趋于稳定,可操作性变强,各项指标也逐步好转,8月16日计划检修更换了布料溜槽边缘气流逐步显现,炉况更加稳定,8月下旬高炉利用系数基本达到了4月份前水平。
1 失常经过及原因分析
1.1 失常经过
4月5日白班风量大、压力低,管道气流明显且出现连续崩滑料,高炉采取减风降压,加组合料恢复炉况,虽然风量能恢复至1320-1350 m3/min,但炉况稳定性较差。13日18∶00高炉出现较大管道,炉顶温度上升较快,风量、压力波动大,出现悬料。14日3∶50休风堵风口,至此炉况失常(见图1)。经过半个月的调整,4月下旬炉况趋于稳定,但由于焦炭负荷逐步加重,加风、富氧节奏较快,5月1日炉况出现了更大波动,频繁出现3.2 m以上的塌料,伴随炉温急剧下行、风口挂渣、严重的时候风口涌渣、料面偏尺严重[1],慢风次数逐渐增多,炉况难以控制,甚至失控。

图1 2017年4月13日17∶40-15日6∶40高炉运行曲线
1.2 原因分析
1.2.1 边缘气流减弱
9#高炉日常操作中一直以中心气流为主,兼顾边缘气流为原则,顺行状况很好,很少有崩滑料现象。进入2017年烧结矿质量下降且含粉升高,边缘自动加重, 2017年3月22日检修更换布料溜槽后,边缘气流逐步消失,虽然对布料模式进行了调整,但没有取到预期效果。
1.2.2 原燃料质量变差
烧结矿变化
原10#、11#高炉相继永久性停炉,原燃料结构发生了较大的变化,对高炉影响很大。烧结生产由原来的“两机对三炉”模式改为“一机对两炉”模式,且出现了很多困难,烧结矿质量呈下降趋势,高炉槽下返粉升高(见图2)。另外9#高炉槽下使用的是小矿筛,只能筛掉小部分矿粉,筛分效果差,导致入炉粉末比其它高炉要多。
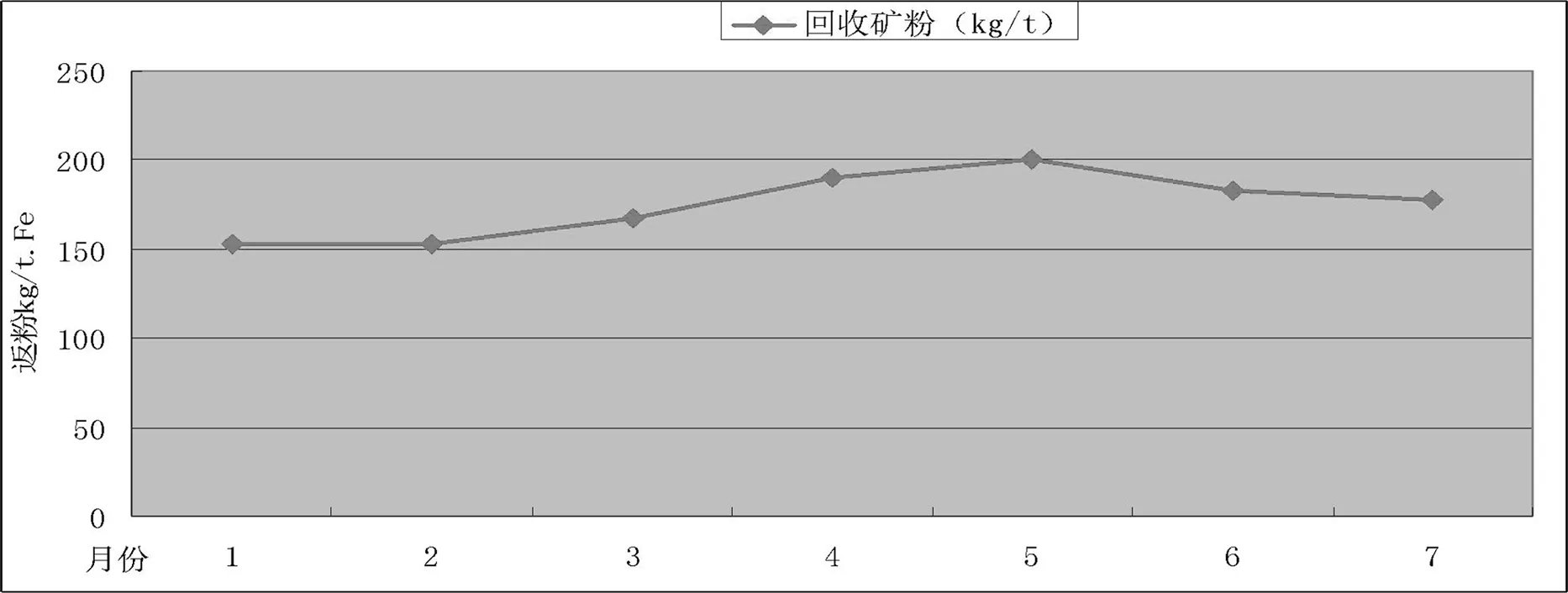
图2 槽下回收矿粉趋势
焦炭含粉升高
进入4月份济源直供焦含粉偏高,并呈上升趋势(见图3),在边缘气流弱、炉况不顺的情况下使得边缘进一步加重,炉况急剧恶化。
1.2.3 热制度发生变化
热制度直接反映了炉缸工作热状态,冶炼过程中控制充足而稳定的炉温,是保证高炉顺行的基本前提[2]。3月16日15#热风炉投用,风温上升50℃,焦碳负荷加重,风温升高后风速从285 m/s提高到295 m/s,鼓风动能提高,中心气流发展,导致边缘气流加重,并且四座热风炉风温水平差距较大,造成实际风速、鼓风动能、炉温波动大。
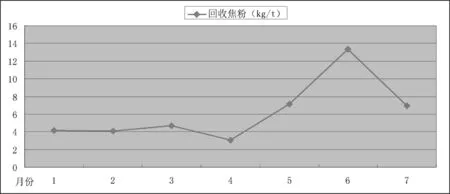
图3 槽下回收焦粉趋势
1.2.4 高炉冷却壁漏水增加
到2017年3月份,高炉已确认炉腹、炉腰热面7块冷却壁漏水,3月22日计划检修虽然对漏水冷却壁进行了处理,但未能彻底消除影响,检修后陆续又查出4块冷却壁漏水,且都集中在炉腹、炉腰部位(见图4)。炉况波动、崩滑料多等多种因素导致了下部粘结逐步加重,给炉况的处理增加了难度。

图4 9#高炉漏水冷却壁位置
2 高炉采取的措施
4月18日开始采用1C347+5C323305O288布料模式,并使用萤石、锰矿洗炉,逐步恢复风量至1330 m3/min, 4月下旬炉况基本稳定,4月24日起逐步改(1K+5P)为(1K+10P) ,并于28日去空焦,改为正常料制。但由于恢复节奏较快,5月1日开始炉况出现大的波动,炉况难以控制,公司领导高度重视,立即组织召开9#高炉炉况恢复专题会,统一操作思想。
2.1 上部调节
搭建好矿、焦平台,稳定好煤气流分布,采用1C347+5C323304O302285抽焦补矿的布料模式,稳定料制。
2.2 下部调节:
2.2.1 稳定风量 第一步将风量稳定在1250 m3/min,高炉操作以不塌料为基准。
3.2.2 提高炉缸温度 风口T理≥2100℃,[Si]=0.60%-1.00%(≮0.50%),铁水温度控制在1440 ℃-1490 ℃范围,[S]=0.015%-0.030%。
2.3 加大控水力度
进一步控制漏水冷却壁的进水量,6月26日检修彻底闷死漏水的11块冷却壁,另外对热一、热二的环管阀门进行控制,减少冷却水量,降低炉腹、炉腰及炉身下部的冷却强度。同时恢复了炉腹、炉腰在线水温差监控系统,而且选择了炉身下部11个点进行人工测量水温差,跟踪炉墙处理的效果。
2.4 严格把控冶炼进程
通过稳定的料制、风量、热制度从6月1日起到6月中旬,炉况逐渐稳定,崩滑料减少,炉况可操作性变强,利用系数中下旬稳定在2.75 t/(d.m3)左右,但仍有崩滑料现象。7月份开始爆料模式调整上矿焦开始向内移,并且一步一个台阶,小幅缓慢向内移,至8月2日布料模式稳定在1C347+5C323304 O28426.54,经过调整,高炉逐步趋于稳定,可操作性强,无崩滑料现象发生,风量也逐步恢复到4月份以前的水平,利用系数也逐步提高,8月上旬稳定在2.85 t/(d.m3)左右,中旬达到2.90 t/(d.m3)左右。
2.5 更换布料溜槽
8月16日计划检修更换了布料溜槽,旧的溜槽存在很大问题,前面第一段衬板翘起近11 cm(见图5),这也是造成边缘气流偏重的直接原因,更换新溜槽复风后16个小时左右,布料模式和检修前一样,边缘气流慢慢出来,检修后两天高炉利用系数已恢复到检修前水平,8月底利用系数达到4月份前3.10 t/(d.m3)水平。
3 效果
通过一系列措施的调整,炉况逐步转好,各项参数逐步恢复正常水平。利用系数达到3.0t/(d.m3)以上,综合焦比逐步达到540 kg/t.Fe,图6为高炉处理前后指标对比。

图5 更换下来的溜槽

图6 2017年9#高炉利用系数、综合焦比
4 结语
9#高炉这次炉况失常事故损失惨重,教训深刻。在生产上,要加强对原燃料质量管理,另外要提高高炉操作者对所用原燃料质量变化的判断能力,更重要的是要抓住初期处理炉况的关键期,避免事故扩大化。
猜你喜欢
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年2期)2022-07-08
昆钢科技(2021年3期)2021-08-23
昆钢科技(2020年4期)2020-10-23
水资源开发与管理(2019年8期)2019-08-24
治淮(2019年5期)2019-06-11
山东冶金(2019年2期)2019-05-11
作文周刊·小学一年级版(2019年44期)2019-01-08
中国建筑防水·悦居(2017年7期)2017-09-07
小学生导刊(2017年16期)2017-06-15