非等温条件下啮合同向双螺杆挤出过程数值模拟分析
2019-06-03 03:36赵玉莲黄志刚
食品与机械 2019年4期
赵玉莲 李 鑫 安 琪 黄志刚
(1.北京工商大学材料与机械工程学院,北京 100048;2.塑料卫生与安全质量评价技术北京市重点实验室,北京 100048)
聚乳酸(PLA)是一种以乳酸为原料且具有良好的生物降解性和生物相容性的环境友好型高分子材料,近年来的研究和应用[1]越来越广泛。啮合同向双螺杆挤出机作为PLA加工设备之一,被广泛应用于PLA的加工过程中[2]。而螺杆挤出机的加工工艺[3]参数的变化也影响着聚乳酸产品的质量,基于此对流道的分析就尤为重要,然而由于螺纹流道中真实流动情况复杂,因此多普遍采用数值法[4-6]进行分析求解。
目前在对啮合同向双螺杆的模拟分析研究中,多数是在等温流场[7]的前提条件下进行的假设,然而,实际的加工过程中非等温流场应用问题更多,更符合实际运行效果。本研究拟通过对挤出机流道的数值模拟,研究非等温条件下其剪切速率场、黏度场和温度场的变化趋势,通过改变双螺杆转速,对比分析转速对各个物理场带来的影响和规律[7-8],为PLA今后的加工生产提供一定的理论依据和指导。
1 理论模型的建立
在运用polyflow 进行模拟之前,需要通过SolidWorks对螺纹元件进行物理建模,螺纹元件的建模是依据啮合同向双螺杆几何学[9],由螺杆外圆半径、螺杆中心距以及螺纹头数确定双螺杆截面形状,选择合适的起始角和螺纹导程得到的。
1.1 几何模型建立
螺杆几何模型的建立,需要螺杆中心距、螺纹元件导程、螺纹元件长度和螺杆外径的参数(其具体参数值:螺杆中心距18.2 mm;螺纹元件导程21 mm;螺纹元件长度21 mm;螺杆外径22 mm),图1为根据各参数建模形成的双螺杆端面曲线图,图2为SolidWorks中螺杆的三维构型图。
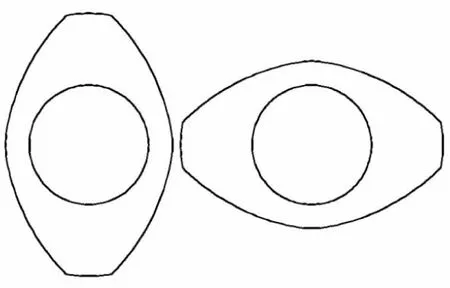
图1 双螺杆端面曲线Figure 1 Double screw end curve

图2 螺杆构型Figure 2 Screw configuration
1.2 数学模型建立
在非等温流动的模型的设置中,Bird-Carreau模型[10]既能够反映高聚物熔体在较高或较低剪切速率下的牛顿流体特性,同样也能反映熔体在适中剪切速率下的剪切变稀特性,因此笔者通过采用Bird-Carreau模型,对高聚物剪切速率和黏度之间关系进行描述,物料的黏度、剪切速率和温度之间的关系如下[11]:
(1)
式中:
η0——零剪切应力下物料的黏度,Pa·s;
n——非牛顿指数;
λ——时间常数,s;
η——无穷大剪切应力下物料的黏度,Pa·s。
在此基础上,黏度的温度修正由近似Arrhenius定律来进行:
h(T)=exp[-α(T-Tα)],
(2)
式中:
α——温度系数;
Tα——参考温度,K。
计算中,物料黏度为:
(3)
模拟计算中,结果的准确性与参数的设置相关,在式(1)中无穷大剪切黏度η为0 Pa·s、零剪切黏度η0为1 000 Pa·s、松弛时间λ为1 s、非牛顿指数n为0.4、温度系数α为0.002 5、参考温度Tα为463.15 K。
1.3 边界条件的设定
(1)速度边界条件:入口处为自由流体,因此设边界的法向力和切向力均为0;出口法向力的设置采用演变算法,切向力为0;左右孔的设定与左右螺杆边界条件一致;机筒内壁无滑移,因此设定法向和切向速度均为0。
(2)热边界条件:在流体区域的入口及出口处,施加流体温度的边界条件,确定流速方向与挤出方向一致,温度不受限制,因PLA熔融温度为190 ℃,设定入口温度为463.15 K,出口温度为473.15 K;左右孔壁面需设置相应的热流密度系数和温度;机筒壁面温度边界条件的温度值为473.15 K。
2 仿真分析
2.1 剪切速率场分析
通过图3可以看出:2种转速下入口截面剪切速率的变化趋势一致,2根螺杆的啮合区处剪切速率值均高于其他流道区域的值;通过对比图3(a)和(b)可以看出:当转速较高时,高剪切速率对应的范围较低转速下的剪切速率范围明显增大,且最大剪切速率和最小剪切速率的值均有增大。

图3 剪切速率场云图Figure 3 Nephogram of shear rate field
在螺杆啮合区,建立一条平行于螺杆轴线的直线,对线上的剪切速率值进行处理,对比2种转速下剪切速率值结果如图4所示。

图4 流道剪切速率场Figure 4 Flow channel shear rate field
由图4可以得出:随着转速的增加,剪切速率值增大,其中啮合区因螺棱作用,其剪切速率值相对较高且变化梯度较大,螺槽处的剪切速率值相对较低且变化梯度较小。2种转速下,其变化趋势一致,增大转速能明显提高剪切作用。与入口截面处剪切速率场的分析结果一致。
2.2 黏度场分析
聚合物的流动离不开黏度,而黏度受转速和温度影响,研究非等温条件下的黏度场很有必要。低转速的黏度值在近螺杆处明显高于高转速的黏度值,流道中整体黏度值较高,2种转速下黏度的最值如图5(c)所示,同剪切速率云图进行对比,相同区域的剪切速率值和黏度值变化趋势相反,对比黏度场云图和剪切速率场云图,剪切速率高的区域黏度值较低,黏度值较高的区域剪切速率值较低,根据黏度η的计算公式,黏度随剪切速率的增大而减小;同剪切速率,在螺杆啮合区,建立一条平行于螺杆轴线的直线,对线上的黏度值进行对照,结果如图5(c)所示,对比图5(c)流道处黏度值和图4的流道处剪切速率值变化趋势,两者曲线变化符合相反理论。
2.3 温度场分析
聚合物的受热,来源于机筒的热传导和聚合物的黏性耗散热,其中以机筒的热传导为主,因此温度沿径向由内向外逐渐升高,机筒壁上的温度以及啮合区的温度偏高;沿挤出方向物料经过剪切作用,由固态转变为熔融态,聚合物平均温度升高。
对比图6和图7,转速为120 r/min时,径向温度变化小,分布较为均匀,Z轴方向温度增加比较平缓;转速为240 r/min时,径向的温度变化梯度大,螺槽内的温差较大,会出现局部温度过高,如图7(a)中的1处;温差过大会导致被加工物料不均匀性,影响加工成品质量。而局部温度过高是因为转速较大时聚乳酸所受剪切力过大,导致PLA部分降解。在就此螺杆挤出机进行挤出试验时发现,试验过程中转速为240 r/min时聚乳酸挤出较稀,进一步验证了模拟结果的准确性。

图5 黏度场云图Figure 5 Nephogram of viscosity field
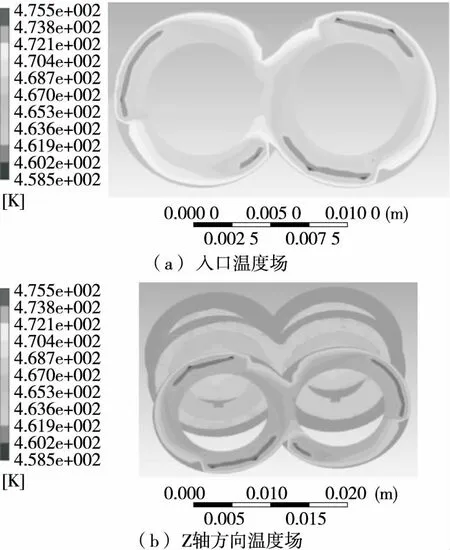
图6 转速为120 r/min温度场云图Figure 6 Temperature field nephogram with rotating speed of 120 r/min

图7 转速为240 r/min温度场云图Figure 7 Temperature field nephogram with rotating speed of 240 r/min
3 结论
通过polyflow模拟分析了PLA在啮合同向双螺杆加工过程三维非等温流动条件下的各流场,并通过改变螺杆转速对比分析了剪切速率场、黏度场和温度场,可以得到以下结论:
(1)螺杆转速影响PLA加工过程中的剪切速率和黏度等物理量,转速增大剪切速率明显增加,且啮合区的剪切速率最大值和最小值均有所增大,黏度变化趋势和剪切速率变化趋势相反,当转速为240 r/min时,黏度值大面积较低,理论上符合PLA剪切变稀的特性,同时与试验时出现的稀化难成型现象一致。
(2)相较于等温模拟中温度的一致,非等温模拟条件下,螺杆转速对内部PLA的加工温度也产生了一定的影响,模拟发现当转速达到240 r/min时,内部有部分PLA加工温度过高出现降解现象。
(3)本研究模拟的温度范围一定,未对其他温度范围进行对比研究,未来可以通过改变模拟温度范围进行模拟与试验,确定更加适合PLA加工的转速和温度。
猜你喜欢
数学物理学报(2022年5期)2022-10-09
数学物理学报(2022年3期)2022-05-25
中国粮油学报(2019年4期)2019-07-12
中国工程咨询(2016年3期)2016-02-13
中国人兽共患病学报(2016年6期)2016-01-30
中国粮油学报(2016年5期)2016-01-23
中国塑料(2015年3期)2015-11-27
制造技术与机床(2015年3期)2015-01-27
中国塑料(2014年8期)2014-10-17
中国塑料(2014年2期)2014-10-17