
新型链式废烟提升输送装置的研制
2019-06-01 05:45潘恒乐
烟草科技 2019年4期
王 俊,潘恒乐
常德烟草机械有限责任公司,湖南省常德市武陵区长庚路999号 415000
ZJ116 型卷接机组是引进德国HAUNI 公司PROTOS2-2 技术消化吸收后研制的第一代国产双烟道超高速卷接设备,该机型集机、电、气、光、液、微波于一体,具有生产效率高、运行稳定可靠等优点,生产能力可达16 000 支/min,是当前国内卷烟生产企业的主力设备[1-3]。该机组配备的废烟集中回收与输送装置,可以将滤嘴卷烟生产中剔出的废烟支、废滤嘴段以及跑条烟丝集中输送到接装机后部的废料箱中,用于回收再利用。该装置采用带筋板的宽皮带用于废烟提升输送,并利用导向辊控制皮带运转方向。由于生产中烟尘污染严重,输送带容易出现磨损和跑偏现象,造成设备保养周期短、维修工作量大。此外,该装置采用焊接机架与整体罩壳组装的方式,拆装困难,维修难度大,由此影响ZJ116 机组的整体性能和生产效率。对此,李晓峰等[4]通过修改 PLC 程序提高了皮带输送系统的有效作业率,减少了皮带磨损;王伟宁等[5]采用实时监控技术保障了输送带的稳定运行;易云文[6]通过改变电机转速建立了一种皮带自动纠偏方法;冀亚伟[7]设计了一种气动纠偏装置,实现了输送带的自动纠偏。但目前针对废烟提升输送装置输送方式的改进和研究鲜见报道。为此,通过对ZJ116 机组原废烟提升输送装置工作原理进行分析,研制了一种新型链式废烟提升输送装置,以期减少维保次数,降低维保工作量,提高机组的运行效率。
1 问题分析
ZJ116 机组原废烟提升输送装置采用模块化设计,便于从主机中拖出和推入进行维护保养。该装置主要由驱动电机、输送带、导向辊、机架、罩壳等部分组成,见图1。生产中,由驱动电机2 带动输送带6,通过导向辊3 控制输送带运行方向,将通道底部的废烟输送至装置顶部,废烟最终下落到废烟箱1 中。机架4 是一个型材焊接件,是整个装置的基础件,其下方安装有带刹车的万向轮,便于装置移动;驱动电机2 是定制滚筒电机,安装在设备上方,由于电机质量较大,导致装置整体重心相对较高,在装置移动过程中,若操作不当容易发生倾倒。

图1 改进前废烟提升输送装置示意图Fig.1 Schematic diagram of waste cigarette elevator before modification
输送带运输与链条运输相比较,具有滑动摩擦力小、高速运行能量消耗低等特点[8]。但在设备运行过程中,输送带上的烟灰、烟末容易聚集在皮带和导向辊表面,长期使用后形成顽固烟垢,造成导向辊跑偏、打滑,输送带受力不均匀,皮带磨损加快[9-10],且磨损后的皮带碎片有可能进入回收烟丝中,影响卷烟产品质量。为保证输送带正常运行,每75 h 就需要对输送带和导向辊进行检查和保养,维保工作繁重。
由图2 可见,废烟提升输送装置采用焊接机架与整体罩壳组装的方式,结构不合理,当皮带或导向辊需要更换时,拆除零件较多。尤其在更换输送带时,必须将整个罩壳和相关零件从焊接机架上全部拆下,工作量巨大;并且机架和整体罩壳受加工工艺的影响,加工精度控制成本较高,也导致装配难度较大。

图2 罩壳分解示意图Fig.2 Schematic diagram of hood decomposition
2 系统设计
2.1 系统结构

图3 改进后废烟提升输送装置示意图Fig.3 Schematic diagram of waste cigarette elevator after modification
在保证原接口尺寸和输送带轨迹不变的基础上,设计了一种新型链式废烟提升输送装置。该装置主要由墙板、罩壳、机脚、链轮、电机、刮板等部分组成,见图3。设备运行时,电机8 驱动链轮7转动,链轮7 通过短链条5 驱动链轮组6 转动,链轮组6 带动长链条4 移动;刮板9 安装固定在两条长链条4 之间,随着长链条4 的移动,刮板9 将通道底部的废烟输送到装置顶部,废烟最终下落到废烟箱中,实现废烟回收目的。此外,将驱动电机安装在装置下方,使设备的整体重心位置下移,并加大机脚的支撑面积,保证重心稳定,提高设备在移动过程中的安全性能。
2.2 链条选型
改进后采用金属链条进行提升输送,链条分别安装在两侧导轨内侧,不直接与废烟、烟丝接触。生产中设定链条运转速度为0.4 m/s,工况为低速轻载,因此链条无需润滑或微量润滑即可运转,从而避免润滑油污染烟丝。通过对原输送带轨迹进行分析,得到刮板的理论运动轨迹长度为547 5 mm。由于链条理论长度l1与刮板理论运动轨迹长度相一致,选定链条节距p=12.7 mm,可得:
链条实际节数:n2=432
链条实际长度:l2=n2×p=5 486.4 mm
根据计算结果,最终选取型号为08B.1.SS.N432SA-D-PIN(36L)的食品级不锈钢链条(英国RENOLD 公司),具有耐磨损、使用寿命长、链传动无打滑、无需润滑、稳定可靠等特点,适合在烟尘较多的工况下使用[11]。
2.3 快拆装置
为方便长链条和链轮更换,设计了快拆装置,结构见图4。当需要更换长链条1 时,只需将左右两个块2 拆下,再把长链条1 上的连接卡子取出,即可方便地取出两条长链条进行更换;当需要拆卸链轮3 时,因安装孔直径大于链轮外径,只需将螺钉4 松开,即可将整个链轮组件全部拆下,取出链轮3 进行更换。

图4 长链条和链轮快拆装置示意图Fig.4 Schematic diagram of fast removal of chain and sprocket wheel
2.4 电机选型
原废烟提升输送装置电机带动输送带运转的线速度为v皮=0.2 m/s。为提高废烟输送能力,可以将链条输送速度设为v1=0.4 m/s。由图5 可见,改进后废烟提升输送装置的链轮组上有3 个链轮,其中链轮A 带动短链条移动,链轮B 和链轮C 带动两条长链条移动。

图5 链轮组示意图Fig.5 Schematic diagram of sprocket wheel set
根据线速度公式[12]v1=vB=wB×rB和 v2=vA=wA×rA,由于链轮A、B、C 是同轴的,因此wA=wB,即则短链条的线速度由此可得电机转速:

式中:v1—长链条的线速度,m/s;v2—短链条的线速度,m/s;vA—链轮A 的线速度,m/s;vB—链轮B的线速度,m/s;rA—链轮A 的分度圆半径,m;rB—链轮B 的分度圆半径,m;ωD—链轮D 的角速度,rad/s;rD—链轮D 的分度圆半径,m。
根据转速要求并结合安装空间大小,最终选择型号为RF17 DRS71M4 的电机(德国SEW 传动设备公司)。
3 应用效果
3.1 试验设计
材料:“泰山”牌卷烟配套烟丝及辅料(由山东中烟工业有限责任公司青岛卷烟厂提供)。
设备:2 台ZJ116 型卷接机组(常德烟草机械有限责任公司)。
测试方法:将改进前后的废烟提升输送装置分别安装在2 台ZJ116 机组上,2 台机组均以正常生产速度运行,按每天8 h,每周5 个工作日,对改进前后废烟提升输送装置的维保次数和时间进行统计,统计时间均为1年。为便于对比分析,安排同一组装配人员对改进前后装置进行维护保养。
3.2 数据分析
由表1 可见,改进后废烟提升输送装置的维保次数由10 次/年降低到2 次/年,维保时间由6.2 h/次减少到2.0 h/次,全年总维保时间减少33.6 h,有效提高了设备运行稳定性。
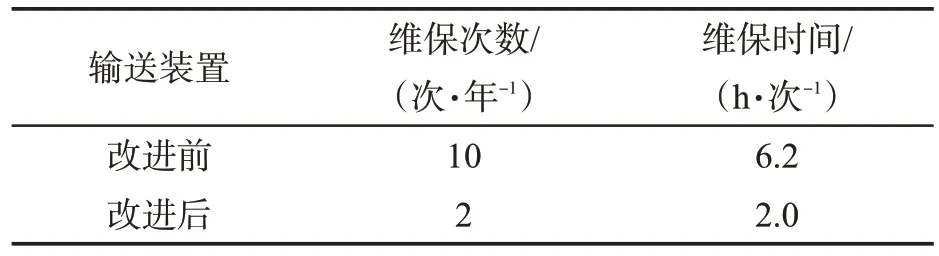
表1 改进前后废烟提升输送装置维保时间对比Tab.1 Maintenance frequency and duration of waste cigarette elevator before and after modification
4 结论
改进后ZJ116 型卷接机组废烟提升输送装置采用链条传送方式输送废烟,有效解决了输送带易磨损、易跑偏等缺陷,减少了维保次数;设计了快拆装置,便于链条和链轮拆卸,操作简单快捷,降低了维保难度;电机重心位置下移,提高了设备安全性能。以青岛卷烟厂生产的“泰山”牌卷烟为对象进行测试,结果表明:维保次数减少8 次/年,维保时间减少4.2 h/次,全年总维保时间减少33.6 h,有效降低了工人劳动强度,提高了设备运行效率。该技术可在ZJ116A、ZJ118 等卷接设备上推广应用。
猜你喜欢
再生资源与循环经济(2022年8期)2023-01-06
煤(2022年6期)2022-06-13
汽车实用技术(2019年7期)2019-04-18
汽车零部件(2018年11期)2018-12-08
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
制造技术与机床(2017年11期)2017-12-18
创新时代(2016年10期)2017-05-06
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
