浅析冷轧产品包装过程质量控制
2019-05-23 06:29徐亮
中国金属通报 2019年1期
徐 亮
(首钢京唐钢铁联合有限责任公司制造部,河北 唐山 063000)
冷轧产品包装的目的,不仅只是使产品外表美观、标志明显,更重要的是使产品在发货吊运和存储过程中免受损坏和锈蚀,对产品质量起到保护作用[1]。
包装作业过程中,我公司冷轧产品品种多、规格多,同时依据客户运输距离及物流方式不同,分为多种包装方式。为保证产品包装起到良好保护作用,过程质量控制是保证包装质量的重要环节。
1 包装材料分类
目前冷轧包装所使用的包装材料按照使用的作用分为防锈性和防护性两大类[2]。所谓防锈性包装材料是指钢卷在包装后的吊运、仓储、运输的过程中起到防水、防潮作用的包装材料,如复合工业膜、防锈纸。所谓防护性包装材料是指钢卷在包装后的吊运、仓储、运输的过程中为了避免由于受到外力作用造成的表面质量缺陷(划伤、凹坑等)而使用的包装材料,如内外钢护板、内外钢护角、端部纤维板、内外纤维板、塑料护板、内外纸护角、钢捆带等。
包装简要流程如下:裸卷打包-防锈纸全封闭-工业膜全封闭-内外纸护角-内外钢护板-内外钢护角-周向、径向打包。
2 包装过程质量控制要求
包装作为产品的“外衣”主要起防护作用。包装方式不合适或包装质量不佳通常会造成锈蚀、压痕、破损等缺陷,影响用户使用,严重时可能导致材料降级或报废,给供需双方造成损失。因此,任何情况下都应把保证产品质量作为过程质量控制的前提[3]。
2.1 防锈纸
依据钢卷的品种选用相应的防锈纸。钢卷防锈纸全封闭操作过程中,用胶带将防锈纸的接口部分进行封闭,以防止钢卷在储存、运输过程中端面及表面出现锈迹[4]。作业过程中应保持防锈纸的完好性,如发生破损或褶皱严重及时更换(见图1)。

图1 钢卷防锈纸

图2 工业薄膜

图3 内外纸护角
2.2 工业薄膜
依据钢卷的品种、包装方式选用相应的工业薄膜。为增强防护建议使用卷膜方式:塑料膜搭接处位于钢卷内径边缘,塑料膜搭接后重叠卷在内径边缘并用胶带固定,不得存在破损(见图2)。在储存、运输过程中防止防锈纸缓蚀剂的挥发速度,减少雨水对钢卷的侵害。
2.3 纸护角
按要求安装纸内护角、外护角,起到缓冲外力的作用,以增强钢卷在储存、运输过程中的防护能力[5]。纸护角必须做到对钢卷边部的覆盖,护角头尾重叠部位用胶带粘紧,同时用胶带将纸护角进行固定(见图3)。
2.4 钢护角
钢卷内、外护角紧贴内、外周护板和端部护板,正常部位与钢卷端面间隙不得大于5mm,接茬处间隙不得大于10mm(见图4)。
钢卷外护角搭接处要求处于径向捆带按压部位,开口朝下,搭接量满足80mm~120mm要求(见图5)。

图4 内钢护角

图5 外钢护角
2.5 内外护板
内外护板依据包装方式不同分为纤维护板和钢护板。内、外护板宽度要求比钢卷的宽度小(10~150)mm,防止钢护角压不住护板的情况发生。
内、外护板要紧贴钢卷,按压时不得存在鼓肚,防止锁扣垫片在捆带紧固时导致护板变形影响钢卷表面质量。以卷筒的形式装上内护板。搭接处重叠部分的中心线应在时钟12点处(见图6)。
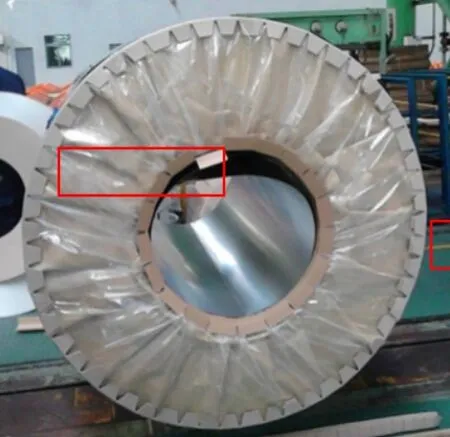
图6 内护板搭接

图7 外护板搭接
外护板搭接要求上压下,搭接长度不小于100mm。钢卷搭接处缝隙高度不超过20mm(见图7)。
2.6 端护板
依据钢卷的规格及包装方式合理选用相应规格的端护板。端部护板外径比钢卷直径小5mm~20mm为宜(见图8、图9)。包装完毕不允许端护板出现鼓包或褶皱现象。
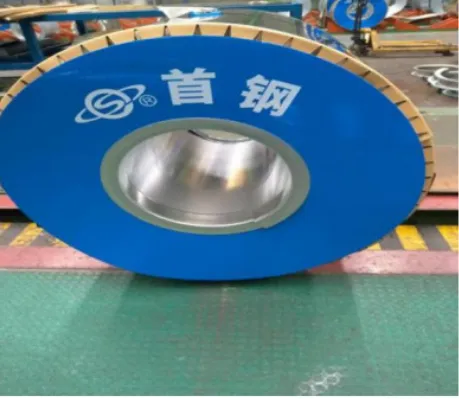
图8 塑料端护板

图9 镀锌端护板
2.7 捆带、锁扣
捆带径向和周向均匀分布且紧固,垫片要在锁扣的正下方(钢卷两侧外护圈锁扣下方不使用塑料垫),在吊运过程中径向捆带不得沿周向滑动。
径向捆带四个锁扣全部分布在钢卷的一端同一个圆周上,且保持的一致性(见图10),捆带收紧时,护角翘起部分使用橡胶锤敲平,以保证捆带的松紧度。
周向捆带压紧钢卷,钢卷锁扣位置在时钟12点位置,锁扣应处于同一水平线上,防止钢卷堆垛时压扁、压坏现象(见图11)。

图10 径向捆带锁扣位置

图11 周向捆带锁扣位置
3 结语
在企业投产初期,由于包装过程质量监控部到位,缺少质量标准,导致包装过程中随意性大,在后续的吊运、运输过程中包装破损情况时常发生,严重的造成客户的质量异议,影响了企业效益和产品整体形象。提升包装过程质量的监控以后,不但保证了冷轧产品的包装质量,而且降低了包装成本,规范了现场操作人员工作行为,同时得到了客户的认可,提升了公司的整体形象。
猜你喜欢
军事文摘(2022年19期)2022-10-18
舰船科学技术(2022年11期)2022-07-15
新型工业化(2022年3期)2022-06-18
航空发动机(2022年1期)2022-03-11
科技信息·下旬刊(2018年9期)2018-10-21
航空发动机(2018年4期)2018-09-18
兵器知识(2018年5期)2018-05-30
集装箱化(2016年10期)2016-11-28
航空知识(2016年4期)2016-11-19
中国信息化·学术版(2013年5期)2013-10-09