
WC粉末碳化工艺与球磨时间对亚微晶硬质合金显微组织与性能的影响
2019-05-22 06:51刘志芳钟腾飞郭永忠覃伟坚汤昌仁
中国钨业 2019年6期
刘志芳,梁 瑜,钟腾飞,郭永忠,覃伟坚,汤昌仁
(江西钨业控股集团有限公司,江西 南昌 330096)
由于其“双高”特性,亚微、超细和纳米硬质合金已被广泛应用于电子工业、精密制造和精密加工领域[1-3]。现阶段,硬质合金的工业化生产仍广泛采用(WC+Co+晶粒抑制剂)混合粉为原料,经过滚筒湿磨控制WC晶粒度,其工艺流程:配料-湿磨-喷雾干燥制粒-压制成型-低压烧结-后续加工处理。虽然这种工艺生产过程中的很多因素都会影响到合金性能,如WC粉原料特性、湿磨作用、烧结作用等[2-8]。但通过优化原料,工艺条件,制备出综合性能优异的亚微、超细、纳米晶硬质合金,能对生产实践起到指导作用。为了研究亚微晶WC基硬质合金牌号中不同的WC粉原料、湿磨工艺时间与硬质合金显微结构和物理性能之间的关系以及对合金材料切削性能的影响,选择晶粒度0.6 μm的棒材产品亚微晶硬质合金牌号WC-12.0%Co-抑制剂进行试验研究。
1 试验研究
采用普通碳化工艺生产的WC006、高温碳化工艺生产的WC006亚微米级WC粉为原料;晶粒长大抑制剂VC和Cr3C2的FSSS粒度0.8 μm[9]。对制备的亚微晶碳化钨用捷克Inspect F50 SEM电镜观察形貌和粒度,用英国Mastersizer2000马尔文激光粒度分布仪测量粒度分布。以成分为WC-12.0%Co-抑制剂的亚微晶硬质合金牌号作为研究对象,研究不同WC粉原料、湿磨工艺时间对合金显微结构和物理性能的影响,以及对硬质合金刀具切削性能的影响。
将这两种不同工艺生产的WC粉、Co粉、晶粒抑制剂VC、Cr3C2以及成型剂PEG,在300 L滚动式球磨机中进行湿磨,分别在湿磨过程中的42 h,48 h,54 h,60 h,66 h,72 h,78 h,84 h 工艺时间点取样,经过真空干燥箱干燥、擦碎过筛得到混合料在125MPa压制压力下模压成型,得到长24.3 mm、宽6.6 mm、高为8.1 mm的B试样压坯。最后将试样压坯以石墨舟装载,在脱蜡-加压一体烧结炉内进行烧结,烧结工艺为1 410℃下保温60 min。将烧结后的合金试样在法国D6025钴磁测量仪上测定合金试样的钴磁。在韩国SJ-CM-2000型矫顽磁力上测定合金试样的矫顽磁力。采用300#金刚石砂轮在平面磨床上对合金试样表面进行研磨,最终得到尺寸长20.1±0.1 mm,宽 6.6±0.1 mm,高 5.35±0.1 mm 的标准试样,并在CMT5105电子万能试验机上测试标准试样的三点抗弯强度,每批试样测6根(编号1~6)。将表面研磨后的试样在硬度计上测试洛氏硬度,最后对试样切割、镶嵌、研磨、抛光、腐蚀后,在德国Carl Zeiss Axiovert 40 MAT金相显微镜和捷克Inspect F50扫描电镜下观察合金显微结构,使用扫描电镜抗弯试样条断口形貌。
2 试验结果及讨论
2.1 不同碳化工艺对碳化钨粉末物理性能的影响
图1为两种WC粉末不同放大倍数的扫描电镜图。两种WC粉末原料检测数据如表1所示。从图1可见高温碳化后的WC粉末粒度更均匀,少团聚。普通碳化WC粉末中存在一定数量的团聚体,团聚体晶粒细,结晶不完整,在合金液相烧结过程中更易于溶解到钴相中,析出到其他晶粒上易造成异常长粗晶粒[4-8]。采用激光粒度分布检测两种碳化钨,两种不同碳化工艺制备的碳化钨粉末的粒度分布如图2所示,高温碳化WC粉末,粒度分布峰高且尖,这与粉末温度均匀性优、最终产品又经过气流破碎工艺有关。普通碳化WC粉末,粒度分布峰偏矮、分布宽度偏宽,说明普通碳化WC粉末团聚严重,均匀性差。这样的检测结果与WC粉扫描电镜观测结果相符。
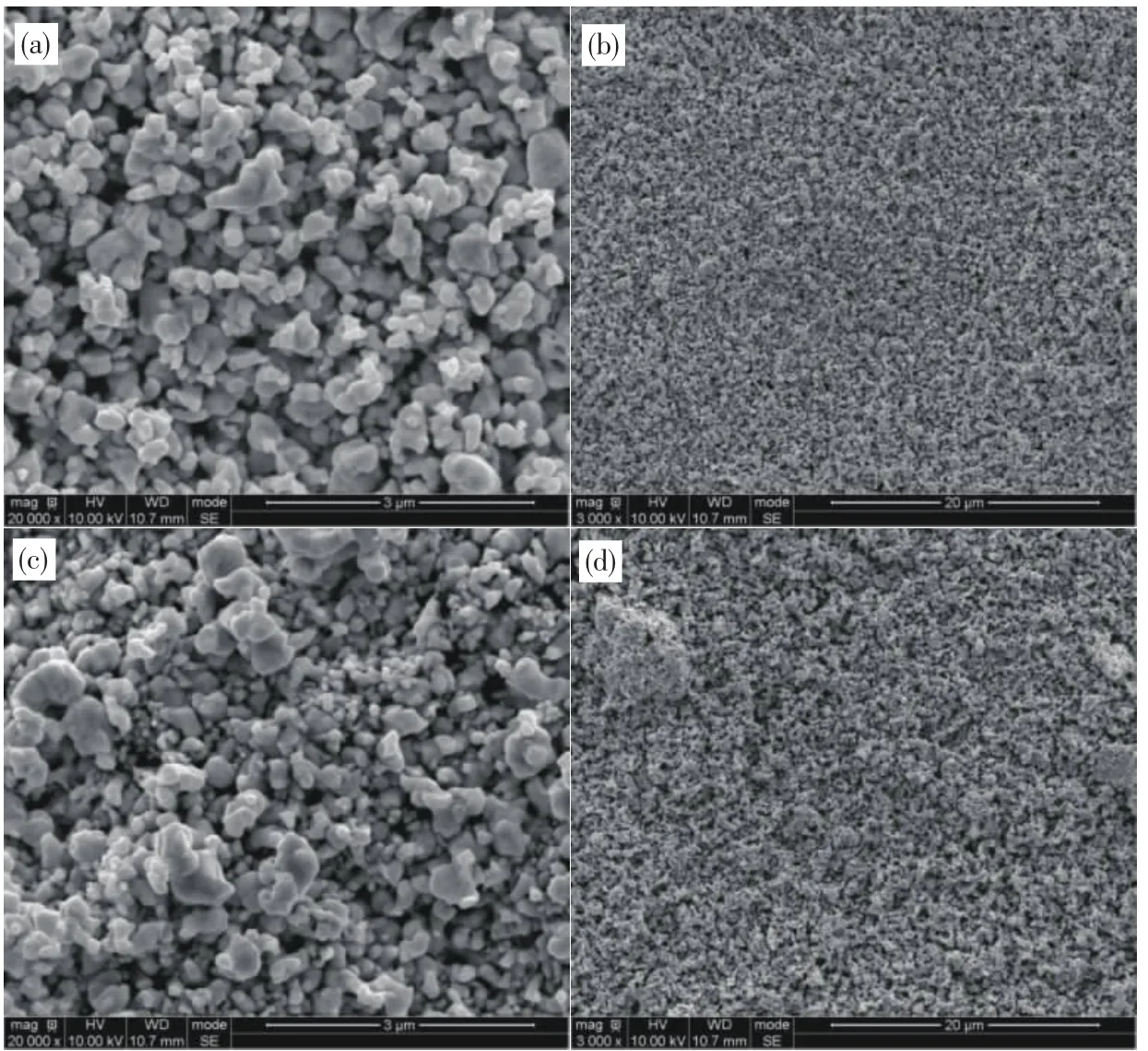
图1 粉末扫描电镜图片Fig.1 SEM images of powder samples
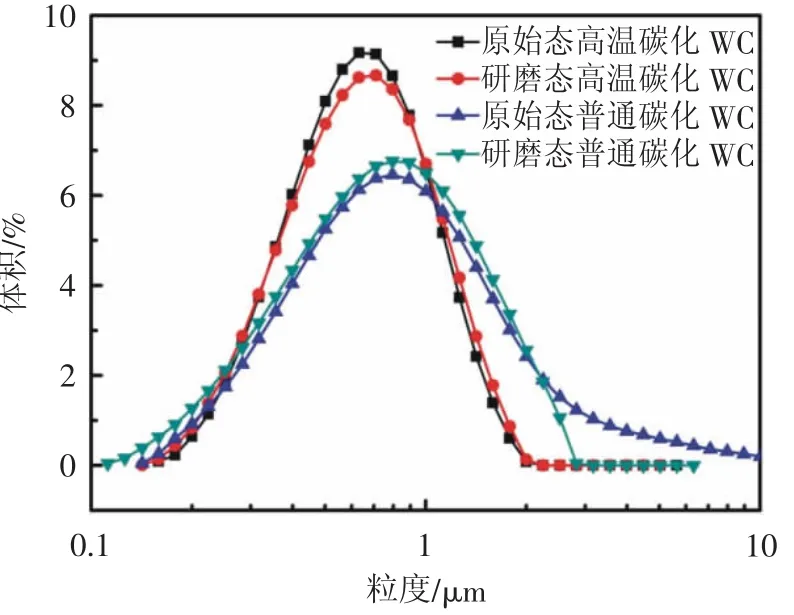
图2 不同碳化工艺WC粉激光粒度分布Fig.2 Laser particle size distribution of WC powder by different technologies
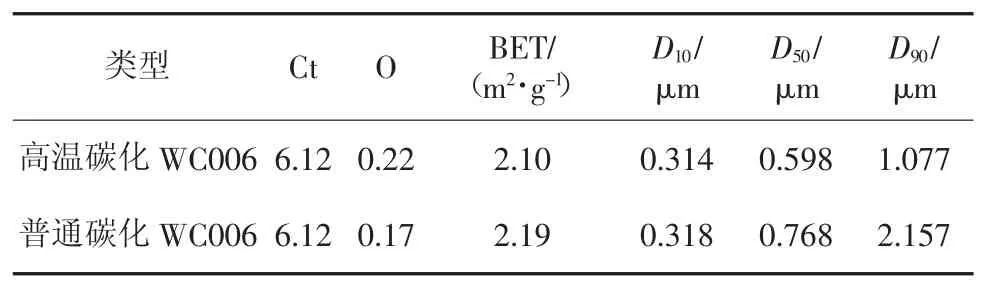
表1 WC原料检测结果Tab.1 Testing results of WC raw material
2.2 湿磨时间对矫顽磁力的影响
对WC-12.0%Co-抑制剂材质牌号,采用普通碳化工艺和高温碳化工艺生产的WC原料做了不同湿磨时间试验,每种原料做了两批试验,高温碳化WC006原料8M1213/8M1214,普通碳化WC006原料8M1211/8M1212试验结果如图3所示。
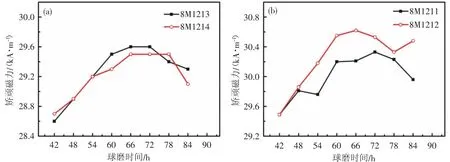
图3 湿磨时间对合金矫顽磁力的影响Fig.3 Effect of wet grinding time on the coercive force of alloy
图3中试验结果反映出WC-12.0%Co-抑制剂材质牌号的湿磨工艺时间在42~84 h范围内,矫顽磁力值随湿磨工艺时间的变化规律:随着湿磨时间延长,矫顽磁力上升,直到60~72 h范围呈现峰值;进一步延长湿磨工艺时间,则矫顽磁力值继续下降。特别指出:当湿磨工艺时间在60~72 h这个范围内,矫顽磁力值不但处于峰值,而且湿磨时间对矫顽磁力的影响是很小的。
图3揭示的湿磨时间对亚微晶硬质合金矫顽磁力的影响变化趋势,可用WC粉体“团聚体”的形成及分散效应作解释。“硬团聚体”通过固体的键桥作用等较强的化学相互作用力形成[10-12]。两种亚微WC粉,其制粉工艺都采用了“气流化破碎”技术,在WC原料粉体中的团聚现象都是以“软团聚体”为主。
在WC-12.0%Co-抑制剂牌号粉的湿磨过程中,随着球磨作用的明显加大,在油酸、PEG湿磨分散剂的作用下,WC粉体中的软团聚体得到分散,硬团聚体、多晶颗粒甚至单晶颗粒都有可能得到破碎,VC、Cr3C2在球磨料中的均匀性得到提高,对烧结合金晶粒长大的抑制作用得到发挥,因此提高了钴相在球磨料中的分散度[11]。因此在湿磨时间从42 h到60 h左右的第二阶段,硬质合金的矫顽磁力随湿磨时间的延长而上升。再之后湿磨时间长达66 h的第三阶段,则认为“强化球磨”导致了WC晶体长粗,因此出现矫顽磁力随湿磨时间的持续延长而下降的趋势。超细WC-Co混合粉随着湿磨时间的延长,合金晶粒度出现小程度粗化;混合料湿磨60 h时合金抗弯强度达到最高,随后降低。
针对WC-12.0%Co-抑制剂牌号合金,在湿磨时间对硬质合金组织结构的影响方面做了相应的金相检测和电镜分析,试验结果发现,如图1(d)普通碳化WC粉原料检测聚晶现象比较严重的,则在同等生产条件下制备出来的硬质合金中就存在聚晶如图4(d)。同一批普通碳化WC粉混合料,湿磨时间从42 h到82 h的不同时间点取样鉴定做组织检查的结果表明,当湿磨时间低于60h,特别在42h以下,晶粒组织中聚晶数量相对较多;当湿磨时间60 h以上,则合金中聚晶数量相对较少如图4(d)。随着球磨时间增加,合金中的团聚体能有效打开,减少聚晶,改善合金显微组织。硬质合金生产中合适的球磨时间既节约时间降低生产成本,又可以生产出性能更佳的合金提升产品质量,所以探究合适的球磨时间具有非常重要的意义。经试验探究,对于亚微晶硬质合金,60h是最佳的球磨时间。
采用低压烧结工艺将亚微碳化钨制备成WCCo合金,再检测合金晶粒度的均匀性是评判碳化钨质量最可靠的方法[4]。高温碳化WC粉末,在湿磨时间点48 h、56 h、60 h、66 h料浆取样做金相鉴定的结果几乎都没有聚晶、夹粗现象。这就说明高温碳化WC粉末制备的合金基本上不用担心聚晶、夹粗的问题。如图4、图5,金相显微镜,SEM结果也表明高温碳化WC晶粒的均匀性要优于普通碳化WC晶粒,高温碳化WC制备的合金中几乎不存在聚晶夹粗,而普通碳化WC制备的合金中一般存在聚晶夹粗。文献[3-4]中提到夹粗WC晶粒或WC团聚体的硬质合金的结构,与没有缺陷或WC晶粒完全均匀的完美结构相比,这类结构缺陷降低了强度和其他性能,如耐磨性。而这种类型的缺陷根本无法通过烧结去除。
如表2所示,球磨时间60 h高温碳化WC制备的合金抗弯强度平均值比普通碳化WC制备的合金的要高,而且普通碳化WC制备合金中存在一根强度异常的试样条,经过SEM断口观察如图6(a)所示,发现是晶粒异常长大造成的抗弯强度异常偏低,还有聚晶也是造成强度异常的原因如图6(b)所示。
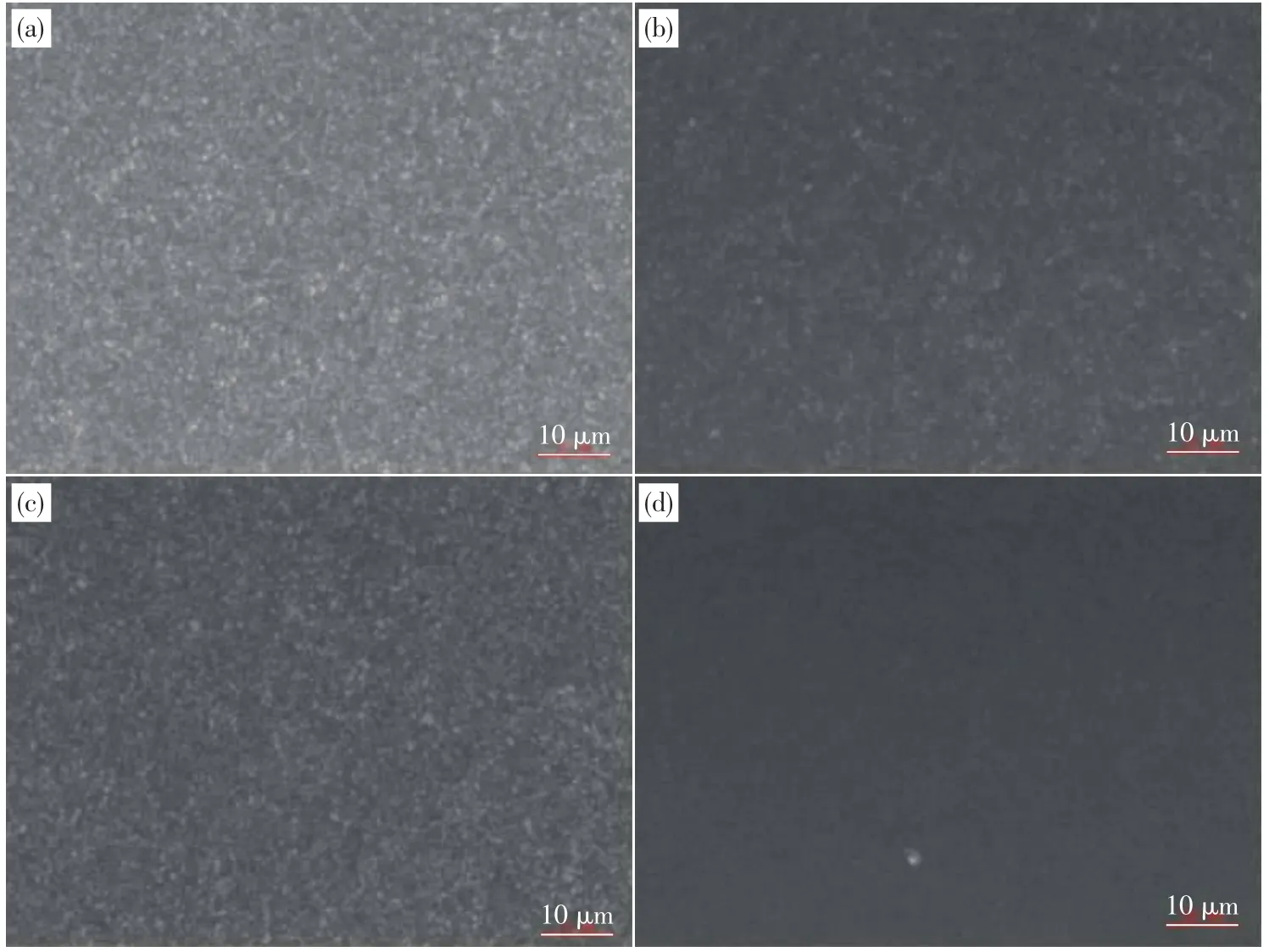
图4 湿磨时间60 h的亚微晶硬质合金金相组织Fig.4 Metallographic structure of submicrocrystalline cemented carbide with wet grinding time of 60 h

图5 球磨时间60 h的亚微硬质合金组织Fig.5 Submicron cemented carbide structure with 60 h ball milling time

表2 球磨时间60 h两种碳化钨制备合金的抗弯强度Tab.2 Bending strength of alloy prepared by two kinds of tungsten carbide with ball milling time of60h

图6 普通碳化WC006亚微晶硬质合金的SEM断口形貌Fig.6 SEM fracture morphology of ordinary carbonized WC006 submicrocrystalline cemented carbide
3 结 论
(1)用高温碳化WC006粉作原料比用普通碳化WC006粉作原料生产的亚微晶硬质合金有更好的显微组织结构,体现在金相组织的均匀性好,聚晶与夹粗少,这是由原料的物理性能决定的。
(2)两种碳化工艺WC原料制备合金的矫顽磁力随湿磨时间的延长而增加,直到60~72 h呈现峰值;进一步延长湿磨工艺时间,则矫顽磁力开始下降。
(3)随着球磨时间增加,合金中的团聚体能有效打开,减少聚晶,改善合金显微组织,60 h球磨时间制备的合金,显微组织、性能和生产效率最佳,是生产亚微晶硬质合金最合适的球磨时间。
猜你喜欢
山东冶金(2022年4期)2022-09-14
广东建材(2022年1期)2022-01-28
矿产保护与利用(2021年4期)2021-10-26
表面技术(2021年9期)2021-10-16
格言·校园版(2021年22期)2021-09-27
智慧少年·故事叮当(2021年3期)2021-06-29
初中生世界·七年级(2021年12期)2021-01-21
中国金属通报(2020年7期)2020-11-04
腐蚀与防护(2020年4期)2020-05-23
学苑创造·B版(2019年8期)2019-08-09
