
水松纸控胶辊参数对包接质量与通风率的影响
2019-05-15 09:55吴传绪吴泉兰蔡洪江
设备管理与维修 2019年3期
刘 勇,吴传绪,吴泉兰,蔡洪江
(贵州中烟工业有限责任公司毕节卷烟厂,贵州毕节 551700)
0 引言
降焦减害是烟草行业发展的趋势,开发预打水松纸卷烟是卷烟企业应用最广的有效降焦技术,通过在水松纸上打孔,在吸食卷烟时,外部空气将通过孔洞进入主流烟气,主流烟气被稀释。使人体吸入的焦油量减少,从而减少对人体的伤害[1]。毕节卷烟厂生产的某牌号卷烟通风率设计值为27%±10%,实际生产中通风率均值为21%~26%,且有水松纸与滤嘴粘贴不紧密现象,只能将机速降低到(4500~6000)支/min,严重影响台班产量的完成。因此,对使用预打孔水松纸的该牌号控胶辊设计参数研究与实验势在必行。
1 原因分析
1.1 无胶区面积对通风率的影响
在卷烟纸、水松纸、滤嘴棒透气度一定的条件下,控胶辊无胶区面积(长度×宽度)是影响预打孔水松纸通风率的主要因素[2]。由于预打孔沿无胶区长度方向分布,无胶区长度决定通过预打孔透气的数量,对通风率的影响最为显著。当无胶区长度一定时,无胶区宽度决定了无胶区面积,无胶区面积(宽度)在能够满足通过滤嘴棒的透气量≥通过水松纸无胶区的透气量即可。
1.2 控胶辊胶区深度对水松纸包接外观质量的影响
对水松纸施加适当的涂胶量是保证水松纸包接质量的重要因素,涂胶量的大小与水松纸的定量(厚度)相关,定量较高的水松纸涂胶量要大一些,反之,定量较低的水松纸涂胶量要小一些。涂胶量过大容易污染设备和产生水松纸皱纹等质量缺陷;涂胶量过小会产生水松纸与滤嘴棒粘贴不紧密以及掉嘴漏气等质量缺陷。控胶辊胶区深度决定上胶辊对水松纸的涂胶量,因此根据水松纸的定量选择合适的控胶辊胶区深度尤为重要。
1.3 无胶区在水松纸片上的位置对通风率的影响
在涂胶量、水松纸透气度等其他因素不变的条件下,无胶区在水松纸片上的理想位置如图1所示。水松纸片长27 mm,无胶区长21 mm,沿水松纸片长度方向对称分布,在无胶区两端各有3 mm宽度的涂胶区。由于烟支圆周为24.5mm,在不考虑水松纸搓接后胶水被挤压到无胶区的情况时,包接后水松纸片无胶区两端3 mm宽的涂胶区位置有2.5 mm宽的位置在搭口上重合。水松纸透气的预打孔长度(21 mm)不变,透气量最大。当无胶区在水松纸长度(27 mm)方向位置不对称时,如:无胶区两端的涂胶宽度分别为1.5 mm和4.5 mm时,由于包接后水松纸搭口重合宽度是2.5 mm,涂胶宽度1.5 mm一端的无胶区位置就会被涂胶区宽度4.5 mm的一端覆盖1 mm,使包接后的水松纸透气长度(预打孔)减少1 mm(20 mm),通风率随之减小。
1.4 无胶区两端涂胶量对包接质量的影响

图1 无胶区在水松纸片上的理想位置
由于无胶区两端涂胶位置分布预打孔,该位置涂胶量直接影响水松纸包接质量。涂胶量过小水松纸搭口局部翘边,涂胶量过大,胶水从预打孔内渗出污染水松纸导辊、切纸轮、搓接轮和搓板,造成水松纸搓接质量缺陷。因此,合理设计控胶辊无胶区两端胶区深度,使水松纸无胶区两端搭口位置的涂胶量适中,包接后水松纸搭口无翘边现象的同时,又无胶水从预打孔处渗出。
2 试验材料与设备
(1)材料。接装纸(透气度200 cu,定量41g/m2),接嘴胶,控胶辊,成型纸(透气度6000 cu,定量 26 g/m2),丝束(3.0Y/32000),咀棒(吸阻2650 Pa,长度 100 mm,圆周 24.25 mm),卷纸(透气度 60 cu,定量 27.5 g/m2)。
(2)设备。ZJ17卷烟机,检测仪器(瑞拓圆周、虑棒综合测试台)。
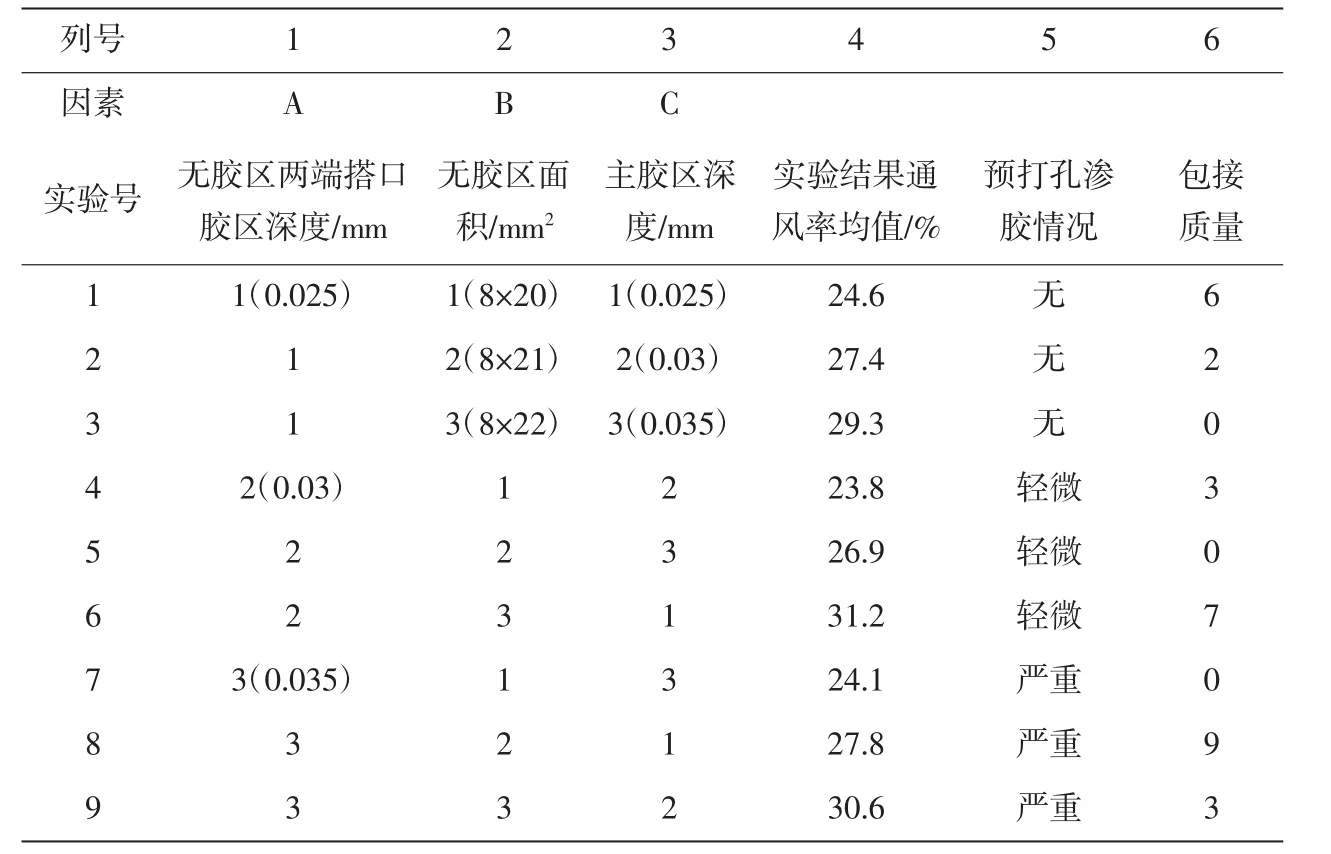
表2 通风率均值、渗胶情况、包接质量
3 试验方法
(1)由于影响因素为独立变量,综合影响打孔水松纸烟支通风率,因此采用正交试验法开展实验。
(2)样品备制。每次试验时随机取200支作为1个样品,根据国标要求进行样品平衡。
(3)样品检测与评价。每个样品随机取样50支,按国标要求进行通风率检测,按正交试验法分析和评价检测结果。
4 实验分析
4.1 主胶区深度与无胶区搭口两端胶区深度的实验参数及正常表的确定
根据分析确定影响水松纸包接质量的3个因素,统计卷烟机组在正常生产时3个因素的数值,计算3个因素的平均值,无胶区面积为(8×21)mm2,控胶辊主胶区深度 0.03 mm,无胶区间隔搭扣上胶位置上胶厚度0.03 mm,根据统计数据确定每个因素为3个水平确定因素位级表。
4.2 实验条件
调整设备使无胶区在水松纸片上的位置处于理想状态,调整控胶辊与上胶辊的压力使无胶区位置无胶水。
4.3 实验结果与分析1
因素水平见表1,根据选用的正交表,组织进行试验,实验结果见表2。

表1 因素水平表1
表2实验结果表明,无胶区长度对通风率的影响最为明显,当无胶区长度为21 mm时,通风率均值最接近设计值27%。主胶区深度对包接质量影响最为明显,当主胶区深度为0.035 mm时,包接质量缺陷为0。无胶区两端搭口胶区深度对预打孔位置渗胶情况影响最大,当无胶区两端搭口胶区深度为0.025 mm时,预打孔位置无渗胶情况,且包接质量满足工艺要求。
4.4 实验结果与分析2——无胶区宽度对通风率的影响
根据1.1的分析,无胶区面积(宽度)在能够满足通过滤嘴棒的透气量≥通过水松纸无胶区的透气量即可。实验结果表明,当无胶区长度为21 mm,主胶区深度为0.035 mm,无胶区两端搭口胶区深度为0.025 mm时,烟支通风率、水松纸包接质量及预打孔渗胶情况最为理想。此时无胶区宽度为8 mm,在上述条件一定的情况下,对无胶区宽度进行优化实验,实验条件同上,结果见表3。
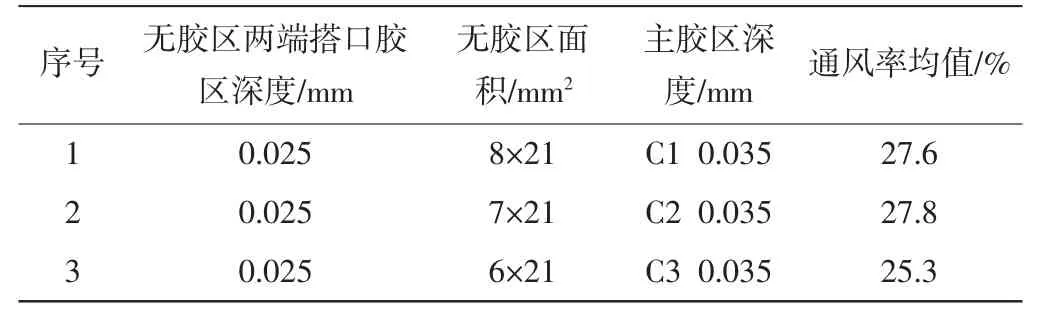
表3 因素水平表2
表3实验数据表明,无胶区宽度为7 mm和8 mm时通风率均值无明显变化,无胶区宽度为6 mm时通风率明显减小。为了保证水松纸涂胶面积,选择无胶区宽度为7 mm。
5 结论
(1)控胶辊无胶区长度对通风率的影响最为显著。
(2)主上胶区深度直接影响水松纸包接质量。
(3)无胶区两端搭口位置胶区深度对预打孔位置是否渗胶起决定作用。
(4)某牌号卷烟通风率设计值为27%,为了保证通风率的稳定性、通风率与设计值的一致性、水松纸包接外观质量,根据实验结果确定控胶辊无胶区长度为21 mm,宽度为7 mm,主胶区深度为0.035 mm,无胶区两端搭口位置胶区深度0.025 mm。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织标准与质量(2022年1期)2022-07-12
小资CHIC!ELEGANCE(2021年31期)2021-08-16
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
航空制造技术(2020年14期)2020-09-06
汽车零部件(2015年4期)2015-12-22
