
超高压杀菌处理冷破碎猕猴桃果浆贮藏期的品质变化
2019-05-07 08:00邓红马婧李涵孟永宏郭玉蓉
食品与发酵工业 2019年8期
邓红,马婧,李涵,孟永宏,郭玉蓉
(陕西师范大学 食品工程与营养科学学院,陕西 西安,710062)
猕猴桃(Actinidiachinensis,英文名称kiwi fruit)属于猕猴桃科、猕猴桃属,又名阳(羊)桃、藤梨,因其果实Vc含量丰富而被人们所熟知[1]。中国是猕猴桃的起源中心,资源丰富,栽培利用广泛,品种繁多。猕猴桃不仅Vc含量很高,而且钾、钙、硒等微量元素的种类也非常丰富;猕猴桃不仅可以预防癌症、抗氧化、抗衰老,还能增强人体免疫力[2-3]。陕西省猕猴桃的种植面积和产量均居全国第一,每年都有大量鲜果上市,但猕猴桃皮薄多汁极易霉烂变质[4],鲜贮难度大且损失率高,必须对其进行加工处理减少农户的损失。国内猕猴桃的加工利用普遍存在技术水平不高,产品单一、副产物利用差等问题[5],严重影响和制约了产业的发展。而果浆作为水果加工的中间产品,其生产和应用的历史十分悠久,现在果浆作为休闲食品及果肉饮料的原料也取得了空前的成功,将猕猴桃鲜果及时加工成果浆半成品已经成为了果蔬行业的共识[6]。
随着世界食品工业界的不断探索与创新,食品加工已从传统“热加工”向“冷加工”变革,超高压(ultra- high pressure,UHP)作为非热加工技术已经广泛应用于果蔬产品加工中,BUTZ等[7]证明了超高压处理可以最大程度保持鲜果的有益成分,又能杀灭病原菌和霉菌酵母。FERNNDEZ-SESTELO等[8]探讨了高压处理猕猴桃果浆后冷藏2个月的总体质量特性(包括其中的微生物、物理化学、营养和感官特性等),发现高压加冷藏可以延长猕猴桃果浆的保质期,同时可保持其整体品质。所以研究超高压处理冷破碎猕猴桃果浆的贮藏期内品质变化非常必要,对提高热敏性物料猕猴桃的产品加工质量和猕猴桃产业的加工技术水平有重要意义。
国内外对冷破碎猕猴桃果浆的研究很少,仅李涵等[9]探讨了冷破碎工艺制取猕猴桃果浆的优势;对利用果浆制备产品的研究较多,如PARK等[10]探讨了不同处理方法对海沃德猕猴桃“Smoothie”类型饮料营养品质指标、抗氧化能力的影响。且超高压技术在果汁中应用很多,JAYATHUNGE等[11]将经超高压处理的番茄汁在较高的温度下进行贮藏,并且对其微生物、色泽、抗氧化性等指标的变化进行研究;比如许文文等[12]研究了经超高压处理后在4 ℃下贮藏的草莓果肉饮料的微生物和主要品质变化。对于超高压处理冷破碎猕猴桃果浆的条件及贮藏期品质变化的研究还几乎是空白,缺少相关报道。
本文以海沃德猕猴桃冷破碎果浆为原料,经超高压杀菌(压力497 MPa,温度27 ℃,保压时间24 min)[13]后,根据后续加工产品与贮藏方法的不同选择在4 ℃冷藏(对应短期贮藏即时加工产品)和-20 ℃冷冻(对应较长期贮藏以备后续加工产品)2种温度下贮藏,研究果浆相关品质的变化,为猕猴桃加工中间原料-果浆贮藏期的确定和猕猴桃深加工利用提供理论依据。
1 材料与方法
1.1 试验材料
猕猴桃品种为海沃德,于2016 年8~9月采自陕西省周至猕猴桃创新实验园,于1~3 ℃冷藏库保存;选择硬度为1.85~2.00 kg/cm2的猕猴桃果实利用冷破碎专利技术设备[14]得到海沃德猕猴桃冷破碎纯果肉果浆。生化试剂(平板计数琼脂培养基、马铃薯葡萄糖琼脂培养基、Baird-Parker琼脂培养基、卵黄亚碲酸钾增菌剂、结晶紫中性红胆盐琼脂、沙门氏菌显色培养基),北京奥博星生物科技有限公司;福林酚(分析纯),Sigma-Aldrich, Inc;其他化学试剂均为分析纯,天津光复精细化工研究所。
1.2 设备与仪器
HPP600MPa-20L超高压处理装置,包头科发高压科技有限责任公司;DH-001型冷破碎设备,西安鼎合机械制造公司;722型可见分光光度计,上海市光谱仪器有限公司;LDZX-50KBS立式压力蒸汽灭菌器,上海申安医疗器械厂;877型全自动电位滴定仪,瑞士万通科学仪器有限公司;3k30超高速低温离心机,美国Sigma公司;PHS-3C 型pH计,上海仪电科学仪器股份有限公司;MASTER-53α手持糖度仪,日本ATAGO(爱拓)公司;SC-80C全自动色差计,北京康光仪器有限公司。
1.3 试验方法
1.3.1 工艺流程
猕猴桃→清洗、拣选→冷破碎→猕猴桃果肉果浆→超高压杀菌→冷藏、冷冻→指标分析→贮藏期。
1.3.2 果浆贮藏期主要微生物指标的检测
目前国标对于果浆的微生物指标没有相关规定,故参照SBT 10201—1993[15]、GB17325—2015[16]以及GB29921—2013[17]选定菌落总数≤2 lg CFU/mL、霉菌酵母≤2 lg CFU/mL、大肠杆菌≤1 lg CFU/mL、金黄色葡萄球菌与沙门氏菌不得检出,作为果浆微生物指标合格的标准。
(1)菌落总数的测定:根据GB 47892—2010[18]测定。
(2)霉菌酵母的测定:根据GB 478915—2010[19]检测。
(3)大肠杆菌的测定:根据GB 4789.38—2012[20]第二法检测定。
(4)金黄色葡萄球菌的测定:根据GB 478910—2010[21]第二法检测。
(5)沙门氏菌的测定,根据GB 47894—2010[22]进行检测。
1.3.3 果浆贮藏期主要理化与营养指标的检测
(1)pH值:采用pH计测定猕猴桃果浆的pH值。
(2)可溶性固形物(total soluble solid, TSS)的含量:采用手持糖度仪进行测定,重复3次。
(3)褐变度的测定:参照文献[23]进行分析,称取样品15 mL,与等体积体积分数为95%的乙醇混合,在4 ℃,离心力为10 000 r/min下离心15 min,将所得的上清液用0.45 μm的滤膜过滤,滤液用分光光度计,在420 nm处测其吸光值,并采用95%乙醇作为空白对照。用420 nm处的吸光值代表样品褐变的程度。
(4)总糖含量:采用3,5-二硝基水杨酸比色法测定总糖含量,参照文献[9]进行样品的制备与分析,葡萄糖标准曲线的回归方程为y=3.142 1x+0.011 7,R2值为0.998 7。
(5)总酸含量:采用全自动酸度滴定仪直接测定,准确称量2.00 g的果浆于50 mL烧杯,加入28.00 g蒸馏水,将滴定仪所带转子放置于烧杯中,上机测定果浆的酸度;重复3次取平均值[24]。
(6)总酚含量的测定:采用福林酚法测定总酚含量,参照文献[24]进行分析,没食子酸标准曲线的回归方程为y=0.005 1x+0.00 3,R2为0.995 9。 样品中多酚的提取参照文献[24]进行。
(7)Vc的测定:采用2,6-二氯靛酚滴定法测定果浆Vc含量,具体步骤参照国标[25]进行。
(8)果胶的测定:采样分光光度法测定样品中果胶含量,具体参照NY/T 2016—2011[26]进行测定,半乳糖醛酸标准曲线的回归方程为y=0.513 75x-0.011 4,R2为0.992 8。样品中果胶的提取参照文献[9,24]进行。
1.3.4 果浆贮藏期色泽与主要酶活指标的检测
(1)色泽的测定
采用色差仪测定样品的L*、a*、b*数值,仪器自动计算△E。
(2)多酚氧化酶活的测定
参照文献[13,24]测定,按照式(1)计算酶活。
(1)
式中:△OD420,体系吸光值变化量;M,样品鲜重,g;T,反应时间,min;VT1,酶提取液总体积,mL;VS1,测定所取酶提取液体积,mL。
(3)过氧化物酶活的测定
参照文献[24]测定,根据式(2)计算酶活。

(2)
式中:△OD470,体系吸光值变化量;△t,酶促反应时间,min;VT2,酶提取液总体积,mL;VS2,测定所取酶提取液体积,mL。
(4)果胶酶活的测定
参照文献[9,24]测定,根据式(3)计算酶活。

(3)
式中:A甲,酶样吸光度;A乙,酶空白样吸光度;k,标准曲线斜率;50,测定酶活时取了反应液的1/50;Dr,稀释倍数;t,反应时间。
1.4 数据统计分析方法
每个试验均重复3次,结果以均值±标准差表示;采用DPS软件及Design-Expert 10.0软件处理试验数据。
2 结果与分析
2.1 超高压处理的猕猴桃冷破碎果浆在贮藏期内微生物指标的变化
在4 ℃和-20 ℃两种不同温度下贮藏经超高压杀菌处理的猕猴桃果浆,其微生物指标的变化如表1所示。

表1 两种温度下贮藏超高压处理猕猴桃果浆的微生物指标变化Table 1 Changes of microbial indexes of kiwi fruit pulp with UHP treatment at two storage temperatures
注:Nd代表未检测出;同列数据小写字母不同,表示差异显著(P<0.05);“-”代表没有进行检测。下同。
由表1可知,与对照相比,超高压杀菌对猕猴桃果浆菌落总数的杀菌率为73.18%。在4 ℃和-20 ℃ 贮藏时,菌落总数均上升显著(P<0.05);4 ℃ 时仅贮藏6周菌落总数增长了97.19%,说明果浆中的细菌大多数是嗜温微生物;但在-20 ℃时,果浆贮藏14周菌落总数增长了85.98%,贮藏温度是影响细菌增殖的主要因素,所以低温可以更好的抑制果浆细菌生长。试验显示,超高压对霉菌酵母的杀菌率达到100%,在整个贮藏期内果浆的霉菌酵母总数变化差异不显著(P>0.05),但超高压能够改变细胞膜的流动性和渗透性,进而使其孢子受到损伤[27],霉菌酵母并未完全死亡,经过一段时间恢复,霉菌酵母缓慢增殖,贮藏期终了为1.36 lg CFU/mL、0.63 lg CFU/mL,未超出标准。超高压对于猕猴桃果浆的大肠杆菌同样具有较好的杀灭作用,杀菌率达到97.46%,4 ℃和-20 ℃ 下分别贮藏6周和14周果浆的大肠杆菌也均未超出标准,仅为0.32 lg CFU/mL、0.35 lg CFU/mL;分析认为超高压处理破坏了大肠杆菌的细胞结构,使其内含物结构紊乱、泄漏,所以杀灭效果好。冷破碎果浆在整个贮藏期内均未检测出金黄色葡萄球菌与沙门氏菌,原料不存在这两种致病菌。
2.2 超高压处理的猕猴桃冷破碎果浆在贮藏期内理化与营养指标的变化
经超高压杀菌处理在4 ℃和-20 ℃贮藏的猕猴桃冷破碎果浆,其理化与营养指标的变化见表2。
由表2可以发现,随着贮藏时间的延长,2种温度下贮藏的猕猴桃果浆pH值均下降,4 ℃和-20 ℃果浆贮藏6周和14周分别降低了2.86%和3.14%;在果蔬的贮藏过程中,由于果蔬内在营养成分的改变,其pH也会变化[28];pH值下降说明高压处理使果浆某些成分分解(如果胶酶分解形成果胶酸等)而使其酸性提高,同时也与酵母菌等微生物的代谢产生了酸性物质相关。TSS变化不显著(P>0.05),褐变度则显著上升(P<0.05),4 ℃和-20 ℃果浆贮藏6周和14周褐变度分别增加了23.53%和32.35%;因为贮藏中氧化反应也会使少量的VC和叶绿素分解产生褐色物质,使褐变度升高。
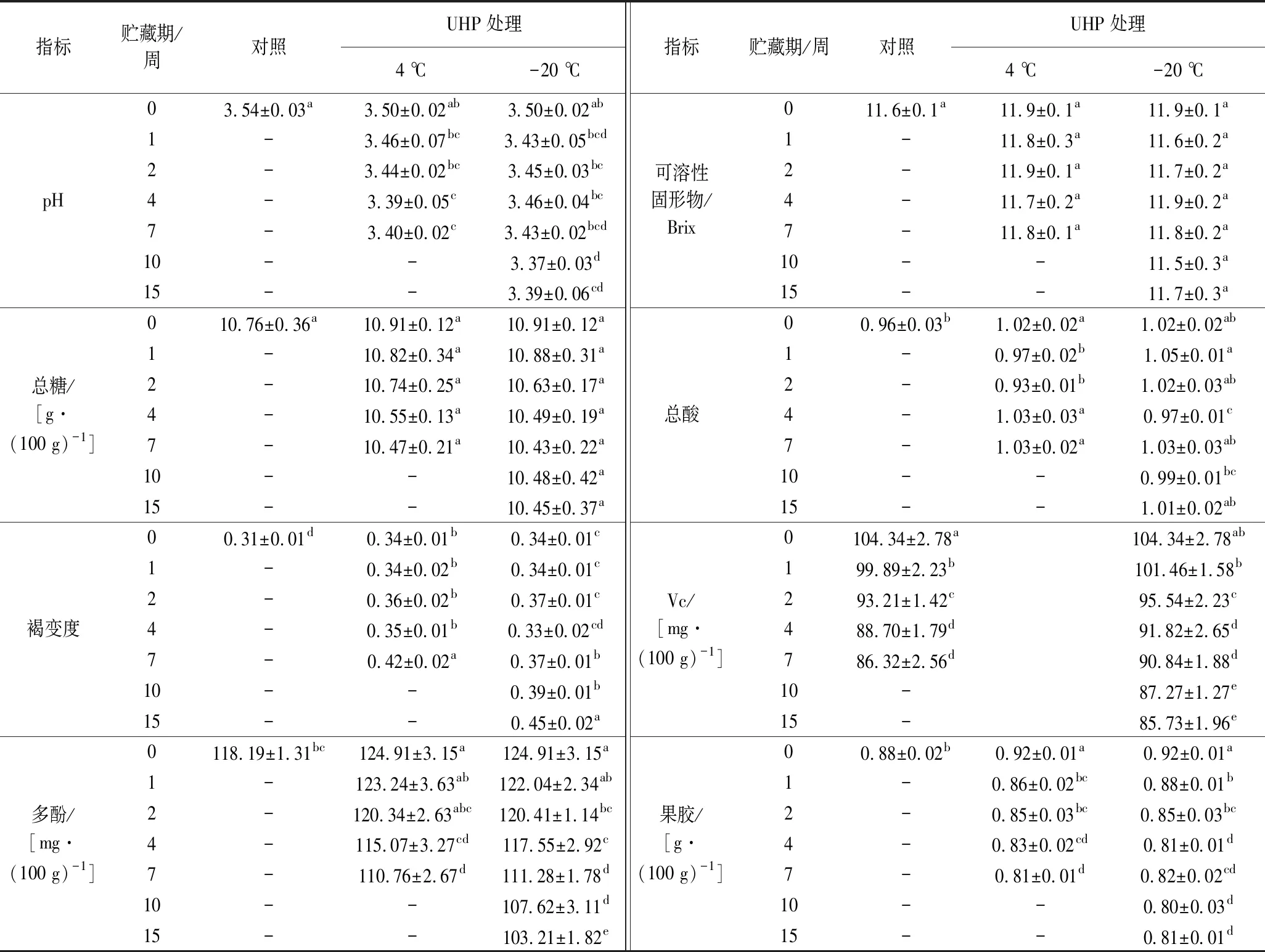
表2 两种温度下贮藏超高压杀菌处理的猕猴桃果浆其理化与营养指标的变化Table 2 Changes of nutritional, chemical and physical of kiwifruit pulp with UHP treatment at two storage temperatures
注:Nd代表未检测出;同列数据小写字母不同,表示差异显著(P<0.05);“-”代表没有进行检测。
由表2可知,随着贮藏时间的增长,猕猴桃冷破碎果浆的营养指标中,2种温度下贮藏的猕猴桃果浆的总糖略有下降,但变化不显著(P>0.05),这可能是由于果浆中含有的糖化酶少,对糖类物质的分解作用弱[29];且超高压处理可以钝化水解相关酶的缘故。总酸的含量变化不大,这与pH的降低都反应出果浆的酸度提高,有利于果浆的保存。超高压处理的猕猴桃冷破碎果浆的Vc含量显著下降(P<0.05),4 ℃与-20 ℃下贮藏6周时,果浆的Vc含量分别下降了17.27%、12.94% (-20 ℃,14周为17.84%),说明高压处理引起了部分VC和叶绿素的分解,且贮藏温度对于猕猴桃果浆的Vc降解速率有较大影响;此外在贮藏中每次取样分析时带入的氧气也会使Vc分解含量下降。随着贮藏时间的增长,2种温度下贮藏的果浆,其多酚含量显著降低(P<0.05),贮藏6周后,4 ℃与-20 ℃ 下果浆的多酚含量分别下降了11.33%、10.91% (-20 ℃,14周为17.36%)。表3显示,超高压已使猕猴桃果浆的多酚氧化酶失活,且在整个贮藏期均未检测出多酚氧化酶的存在,故分析推测氧气、光线(包装材料不避光)等是造成多酚降解含量降低的主要原因[30]。由于果胶酶的作用,果胶的含量随贮藏期的增长也呈下降趋势,最终保持在0.8 g/100 g 左右,4 ℃与-20 ℃贮藏6周、14周均下降了11.96%。

表3 两种温度下贮藏超高压杀菌处理的猕猴桃果浆其色泽与酶活指标的变化Table 3 Changes of color, enzyme activities of kiwi fruit pulp with HHP treatment at two storage temperatures
2.3 超高压处理的猕猴桃冷破碎果浆在贮藏期内色泽与酶活指标的变化
经超高压杀菌处理在4 ℃和-20 ℃贮藏的猕猴桃冷破碎果浆,其色泽与酶活指标的变化见表3。色泽是衡量果蔬杀菌前后感观品质变化的一个关键参数。经超高压处理后总色差△E<0.5,说明超高压可使果浆的颜色得到较好的保存。2种贮藏温度下,尽管随着贮藏时间增加总色差都呈增大趋势,且越到贮藏后期变化越大(P<0.05),这与果浆中的VC和叶绿素的氧化分解密切相关,与褐变度则显著上升试验结果一致;但-20 ℃贮藏的果浆,贮藏第7周时其总色差的上升趋势明显小于4 ℃下贮藏的果浆,说明低温可以在一定程度上可减弱色泽的褐变程度。但是猕猴桃冷破碎果浆色泽稳定性易受酶、温度、氧气、光、pH、糖及其降解产物等的影响,需要在加工中尽量避免这些因素带来的不良后果。
冷破碎猕猴桃果浆的酶活指标的变化如表3所示。经超高压处理后,果浆中的多酚氧化酶完全失活,且在2种温度贮藏期间均未检测出多酚氧化酶活性;可能是由于海沃德猕猴桃中的多酚氧化酶活性本来含量就很低,而且耐压性较差,使得超高压处理后多酚氧化酶完全失活。超高压处理猕猴桃冷破碎果浆,与对照相比,最初过氧化物酶活性下降了42.9%,但在贮藏期间其酶活性又逐渐增加,可能是由于过氧化物酶耐压性强,其过氧化物酶并未发生不可逆失活,而且在4 ℃下贮藏的果浆中,其过氧化物酶的增加明显(P<0.05), 第7周与第0周相比反而增加了11.7%。果胶酶的耐压性不如过氧化物酶,经超高压杀菌后,果胶酶发生不可逆失活,与对照相比,最初猕猴桃果浆中果胶酶的活性下降了56.93%,且在贮藏期间活性不断降低,在4 ℃和-20 ℃果浆贮藏6周和14周果胶酶的活性分别降低了78.46% 和84.48%。但是果浆中的酶未被全部钝化,因此残余的酶活性依然会导致果胶等物质的降解、以及酶促反应产生褐变等。
2.4 讨论
超高压杀菌处理猕猴桃果浆,对菌落总数、大肠杆菌的杀灭率未能达到100.00%(仅霉菌达到100%),相比于传统热杀菌处理(90 ℃、30 s)[31]其杀菌效果不是非常理想,对果浆大肠杆菌孢子的致死效果相对比较好,对霉菌酵母孢子的致死效果就比较差,说明超高压对不同细菌的致死作用效果不同,需要针对不同原料进行深入研究,探讨超高压对各种微生物菌群的致死效果,以充分发挥非热杀菌的优势。
试验发现,经超高压杀菌后,与对照相比,果浆的一些指标(如可溶性固形物、总糖、总酸、果胶、多酚的含量)均有不同程度的升高(2.59%、1.39%、6.25%、5.69%、4.55%),分析认为高压使得细胞被破坏,导致许多胞内物质溶出增加[27,32],所以超高压杀菌后的冷破碎果浆其总糖、总酸、果胶、多酚含量均上升。本试验超高压处理果浆后贮藏期出现过氧化物酶活力反弹现象,这与方亮[32]的研究结果一致,可能是复杂食品体系中某些成分对过氧化物酶的酶活有一定的保护作用。
此外,超高压处理后的猕猴桃果浆随着贮藏时间的延长,L*值显著减小,果浆的亮度降低,色泽变暗,这是由于褐变度增大所导致的。而褐变与果浆富含VC密切相关,抗坏血酸极易氧化,它可以通过一系列反应生成褐色物质(抗坏血酸反应);加之果浆中的叶绿素在酸性条件下,镁离子会将分子中氢离子置换出来,生成褐色的脱镁叶绿素(叶绿脱镁反应);当然果浆体系中过氧化物酶等酶引起的酶促反应也会使果浆发生褐变[12,24,32]。随着贮藏时间的延长,果浆a*值、b*值都呈上升趋势,这是部分色素降解所致。试验还发现经超高压处理后,处理组的a*值显著低于原果浆,b*值高于原果浆,这可能是由于超高压使得细胞裂解,部分色素渗透到细胞间隙,导致处理组红值下降,黄值上升。
但超高压杀菌条件温和,对果浆破坏小,因为超高压技术是通过破坏非共价键,使得菌体蛋白凝固从而起到杀菌灭酶的作用,超高压不会破坏共价键,对小分子物质影响较小,温度低能较好地保持食品中的风味、营养、颜色和质构等品质,所以利用超高压技术的非热效应处理热敏性食品-猕猴桃果浆,具有最大程度保留营养、色泽优势。在实际生产中,还可以结合其他技术[33]以充分发挥超高压杀菌技术的应用潜力。
3 结论
超高压作为一种非热杀菌方式,对猕猴桃果浆营养成分的破坏较小,尤其是Vc的保留率高达98.5%;超高压处理对猕猴桃果浆菌落总数、霉菌酵母、大肠杆菌的杀菌率分别为73.18%、100%、97.46%;且经超高压杀菌后猕猴桃果浆的多酚氧化酶完全失活,过氧化物酶活性下降了42.9%,果胶酶的活性下降了56.93%。
超高压非热杀菌对热敏性猕猴桃果浆有较好的杀菌、灭酶与色泽保留作用,但还需在后续工作中综合考虑各方面因素进一步优化试验条件;试验显示-20 ℃贮藏14周冷破碎猕猴桃果浆仍可保持较好品质,基本达到了工业化要求,可进一步用于高品质猕猴桃NFC产品或猕猴桃果粉的开发。所以,超高压杀菌结合低温贮藏是加工热敏性果蔬物料的一个发展方向。
猜你喜欢
中国南方果树(2022年4期)2022-08-03
农家致富顾问·上半月(2021年6期)2021-12-26
金山(2021年6期)2021-07-19
保鲜与加工(2021年1期)2021-02-06
中国现代医药杂志(2020年10期)2020-12-14
河北果树(2020年4期)2020-11-26
食品与生物技术学报(2019年1期)2019-03-14
天津诗人(2017年4期)2017-11-14
中国洗涤用品工业(2015年11期)2015-02-28
浙江农业科学(2014年9期)2014-03-14
